一種移動式法蘭密封面加工裝置
2011-09-26 09:31:02王煥朋
制造技術與機床 2011年8期
趙 學 王煥朋
(①蘭州理工大學數字制造技術與應用省部共建教育部重點實驗室,甘肅蘭州 730050;②蘭州理工大學機電工程學院,甘肅蘭州 730050)
壓力容器在石油化學工業、能源工業、科研和軍工等國民經濟的各個部門都起著重要的作用。在煉化廠用的反應器均存在帶有壓力傳感器、溫度傳感器的進料口和卸料口等法蘭接口。容器使用過程中法蘭密封面必然存在銹蝕、徑向劃痕、裂紋等缺陷,影響到法蘭的密封性時,通常有以下幾種處理方法[1]。
(1)加大法蘭螺栓的緊固力矩值 這種方法適用于銹蝕、劃痕比較輕微的法蘭密封面。
(2)使用研磨環進行人工現場研磨修復 用于密封面小面積的局部堆焊。
(3)離線修復 對于裂紋或缺陷嚴重,必須處理的密封面,且在線無法修復或滿足不了要求時,通常采用此方法。即拆卸容器,運至制造廠,先去除裂紋,補焊,熱處理,再上大型的數控裝置加工。容器的拆卸運輸要用大型的起重機和運輸設備,費用昂貴,工期長,給石化企業造成極大的經濟損失。
由于壓力容器小法蘭現場加工與修復存在種種弊端與不便,本文設計了一種針對小法蘭現場加工裝置,它直接安裝在法蘭上進行加工。該機床能對壓力容器小法蘭密封面、密封槽在線加工,可以用于壓力容器制造廠對法蘭密封面的終加工,也可以用于壓力容器使用廠對法蘭密封面的維修加工。
1 裝置的組成及工作原理[2]
1.1 裝置的組成
裝置的總體布局由3個部分組成:控制柜、機床和手持控制操作盒(圖1)。
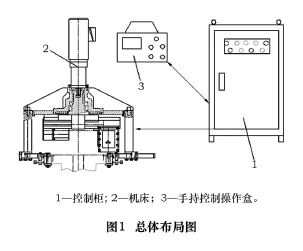
圖2是法蘭機械加工裝置的結構圖,該裝置的基本組成是:伸縮腳13固定在法蘭的螺栓分布圓端面上,通過4個垂直的支腿12安裝在法蘭上。電動機7與行星齒輪減速器6直連,行星齒輪減速器的殼體與轉臂3旋轉盤的固定套固定,行星齒輪減速器的輸出端連接轉盤8,轉盤由軸承定位在固定套的內孔,轉盤上用燕尾連接轉臂,轉臂可以進行伸縮調整,并用楔塊螺栓夾緊轉臂。機架用加強筋使機器整體強度加強。轉臂上安裝刀架1,步進電動機通過絲杠驅動十字滑臺刀架上下左右移動。
1.2 工作原理
機床在法蘭上安裝時,利用法蘭外圓面找正。調節4個不同方向的伸縮腿,用螺栓把支腿與法蘭相連,通過調節螺栓的進給量使車刀回轉中心與法蘭的軸心重合,然后固定。
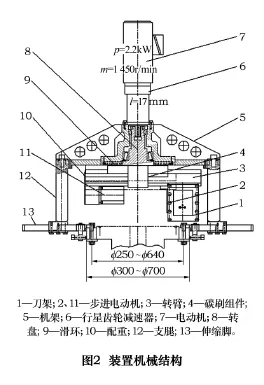
接通電源后,根據切削加工給出參數操作,控制變頻器驅動電動機無級變速,從而控制車刀的切削速度。電動機經減速器帶動轉臂,轉臂繞法蘭軸心旋轉。轉臂上安裝有刀架,在手持操作盒上設置參數,一臺步進電動機通過絲杠驅動刀架沿法蘭端面移動,可以加工φ300~700 mm尺寸范圍的法蘭外徑;另外一臺在刀架背面的步進電動機由絲杠控制刀架的軸向運動,可以加工法蘭密封槽最大深度30 mm。刀架的2個方向的運動實現了直線、圓弧插補。
2 裝置的機械傳動結構組成
(1)轉臂旋轉傳動 轉臂旋轉是由變頻電動機通過行星齒輪減速器驅動。變頻電動機的轉速由控制盒設定,設定值為0% ~100%
(2)刀架的移動 刀架的徑向移動和軸向移動均由各自的步進電動機通過一對齒輪傳給絲杠實現。刀架的運動速度與移動量由操縱盒上的數字鍵設定,正、反向運動由設定距離的正負號決定。點動由操縱盒的正、反啟動按鈕決定。
(3)底部圓弧V形槽運動的實現 斜面及圓弧運動的實現是通過同時啟動步進電動機11和2,按斜面比例關系和圓弧插補運動合成。
3 基于PLC的機床電氣控制系統[3]
本CNC控制系統(圖3)要實現以下3個方面的控制:轉臂電動機系統控制,步進電動機控制[4],進給運動操作及進給運動狀態界面顯示控制。根據裝置的工藝控制要求,設計如下控制系統。
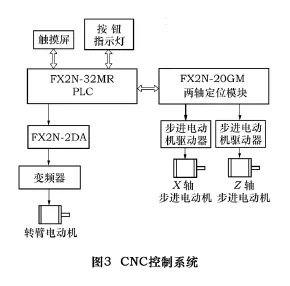
由 PLC[5-6]的模擬量輸出模塊 FX2N -2DA 下達速度指令,控制變頻器驅動2.2 kW的異步電動機無級調速,帶動轉臂旋轉,實現系統的主運動。通過FX2N-20GM兩軸運動模塊與PLC進行數據交換,對單軸最大輸出頻率可達200 kHz,兩軸插補最大輸出頻率可達100 kHz。進而實現對步進電動機驅動器的控制,然后由驅動器控制相應的步進電動機在轉臂上的自由移動,實現直線、圓弧插補功能,以便完成密封槽加工所需要的徑向和軸向的進給。人機操作顯示屏采用臺達公司的DOP-A57BSTD。它與PLC經通訊口連接,系統參數的設定以及各種操作均在觸摸屏上進行。
4 裝置的技術參數
接管法蘭外徑尺寸范圍:φ300~700 mm;
接管法蘭密封槽直徑范圍:φ200~500 mm;
接管法蘭端面直徑加工范圍:φ0~550 mm;
接管法蘭螺栓孔分布圓直徑范圍:φ250~640 mm;
接管法蘭密封槽最大深度:30 mm;
架沿端面移動最大距離:165 mm;
接管法蘭密封槽形狀:直槽、雙23°梯形槽等;
轉臂轉速范圍:9~90 r/min(無級);
端面移動脈沖當量:0.001 mm;
直槽移動脈沖當量:0.001 mm;
端面移動進給速度:0~500 mm/min(無級);
徑向直槽移動進給速度:0~500 mm/min(無級);
機床電動機:2.2 kW、1 450 r/min;
刀架徑向移動步進電動機:>6.5 N·m;
刀架軸向移動步進電動機:>4.5 N·m。
5 結語
(1)該機器是為實現壓力容器小法蘭密封面現場加工與修復而設計的非標設備,可加工法蘭外徑φ300~700 mm。產品交付青島蘭石重型機械設備有限公司投入使用以來,取得了良好的經濟效益。本裝置移動便捷,改變了以往“工件找機器”的加工方式。加工耗時短,加工后的表面精度高,質量穩定,在密封槽側面無縱向刀紋,而且不需研磨就能滿足密封要求。
(2)在實際使用過程中發現存在以下問題:車刀打滑;機器的重量超出某些小法蘭的抗拉強度時可能把法蘭“掰斷”;沒有研究修復法蘭密封面的刀具,需要機床操作人員反復揣摩。這些問題需進一步優化解決。
[1]何濤.法蘭密封面的修復[J].安裝,2006(2):32.
[2]趙躍進.精密機械設計基礎[M].北京:北京理工大學出版社,2003.
[3]趙學,李建華.基于PLC的法蘭密封面現場修復加工裝置的控制系統設計[J].制造技術與機床,2008(9):65 -68.
[4]劉寶廷,程樹康.步進電動機及其驅動控制系統[M].哈爾濱:哈爾濱工業大學出版社,2000.
[5]FX2N-10GM和FX2N-20GM硬件/編程手冊[Z].三菱電動機公司.
[6]Salah Abdallah.Two axes sun tracking system with PLC control[J].Energy Conversion and Management,2004,45:1933.
