TK6516數控刨臺式銑鏜床X坐標絲杠定位誤差的分析及補償
2011-09-26 09:31:02劉臘梅
制造技術與機床 2011年8期
關鍵詞:變形
劉臘梅
(沈機集團昆明機床股份有限公司,云南昆明 650203)
1 概述
TK6516數控刨臺式銑鏜床的的X、Y、Z、W四個坐標均采用滾珠絲杠來實現其坐標定位,因此絲杠的定位精度是決定機床位置精度的主要因素。以X軸為例,采取理論分析與實際生產相結合的方法,對該機床X坐標定位誤差進行分析,提出補償方法,并為同類機床的絲杠定位誤差補償提供理論和實踐依據。
2 理論分析
TK6516數控刨臺式銑鏜床X坐標在基準溫度下絲杠及其床身底座(即圖1中的支承)的長度分別為l1和l2,其中l1<l2,令初始預緊量δ=l2-l1。絲杠系統在基準溫度下,由于初始預緊力的作用,各自的變形情況如圖1所示。

在基準溫度下,絲杠及床身底座(即圖1中的支承)的預變形量分別為
式中:l1、l2分別為絲杠兩端軸頸及支承座間的距離,均為自由狀態下的長度;g為結構剛度,定義為彈性模量與橫截面積的乘積。

當環境溫度變化時,絲杠系統將發生熱變形,絲杠的軸向熱偏移將影響其定位精度。環境溫度升高Δt后系統的變形情況如圖2所示,可得絲杠及床身底座的變形量分別為
式中:k1、k2為絲杠及底座的熱脹系數。
參照圖2,絲杠在基準溫度下的實際長度為l1+Δl1,在環境溫度升高后的實際長度為 l1+lt1+Δl′1,則溫升所引起的絲杠實際伸長量Δ為

同理,當環境溫度降低后,絲杠的縮短量Δ為

Δ即為絲杠在環境溫度變化時引起的熱誤差。
絲杠的材料為GCr15軸承鋼,其熱脹系數k1=1.4×10-5/℃;床身的材料為HT250,其熱脹系數k2=9.9×10-6/℃;環境溫度的變化|Δt|≤10 ℃,所以1 ±kΔt≈1;同時初始預緊量 δ<1 mm,l2-l1?l2(或 l1),即 l2≈l1。則式(3)、(4)可變為
從式(3)、(4)和(5)中可以看到,影響絲杠熱穩態定位誤差的主要因素包括環境溫度的變化Δt、預緊力的大小(表現為l2-l1)以及絲杠和床身底座的剛度值g2、g1。我們分別求關于溫度、預緊力及結構剛度比值的導數得:
(1)環境溫度的影響
首先對式(5)中Δt求導,得:

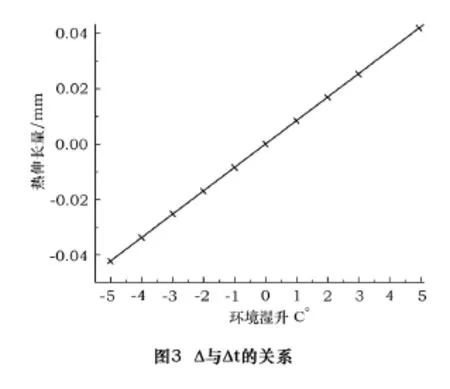
可見:dΔ/dΔt>0,所以絲杠的熱變形量隨環境溫度變化量的增大而增大。當取δ=1 mm,g2/g1=30時,Δ與Δt的關系如圖3所示。
(2)預緊力的影響
根據式(2),對δ求導,得:

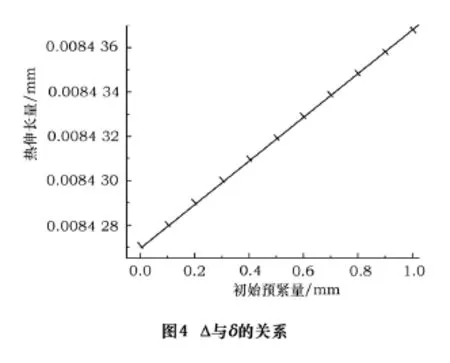
可見:由于dΔ/dδ>0,表明絲杠的熱變形量隨初始預緊量的增大而增大。當取Δt=1℃,g2/g1=30時,Δ與δ的關系如圖4所示。
(3)結構剛度比值對Δ的影響
令 G=g2/g1,根據式(3)、(4)對 G 求導,得:
即dΔ/dG<0,說明絲杠的熱變形量隨絲杠及其支承結構剛度比值的增大而減小。當取Δt=1℃,δ=1 mm時Δ與G的關系如圖5所示。

3 生產過程中的實驗驗證
事實上,機床在設計制造完成后,絲杠及床身底座的結構剛度就固定下來了,結構剛度比值對絲杠熱變形影響很小;同時,我們也發現,初始預緊量對絲杠熱變形影響很小。因此,在生產過程中,我們結合實驗,在23.31℃和23.62℃下,討論溫度對絲杠熱變形的影響,并采取不同補償形式進行補償,結果如表1、2和圖 6、7。
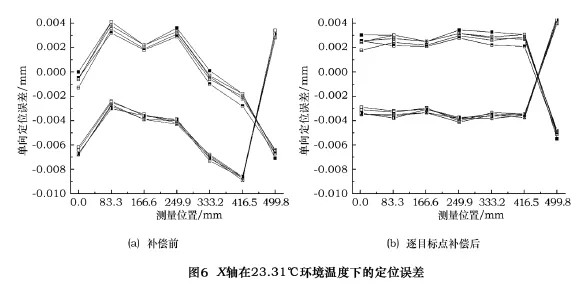


表1 X軸的定位誤差在23.31℃環境溫度下補償前后的數值 μm

表2 X軸的定位誤差在23.62℃環境溫度下補償前后的數值 μm
4 結語
根據上述的理論分析及設備在實際生產過程中的實驗驗證,得出結論如下:
提高絲杠系統的定位精度,可以采取的措施包括:減小環境溫度的變化、減小預緊力以及提高床身底座對絲杠的結構剛度比。事實上,增加底座的結構剛度也是目前一種廣泛采用且十分有效的減小絲杠熱誤差的工藝措施。通過實驗證明,溫度的變化對絲杠熱變形的影響是顯著的,在實際生產過程中,一般采取逐目標點補償后誤差曲線的平滑性,達到補償的效果。
[1]羅躍綱.材料力學[M].北京:科學出版社,2004.
[2]朱濱.彈性力學[M].合肥:中國科技大學出版社,2008.
[3]成大先.機械設計手冊:5版[M].北京:化學工業出版社,2008.
[4]李德仁,袁修孝.誤差處理與可靠性理論[M].武漢:武漢大學出版社,2002.
[5]李坤.TK6516數控刨臺式銑鏜床使用說明書[Z].沈機集團昆明機床股份有限公司,2006.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
