數控探頭測量功能在數控加工中的應用
2011-09-26 09:31:06張寧健
制造技術與機床 2011年8期
關鍵詞:程序
張寧健
(中國電科集團第38所制造部精密加工分廠,安徽合肥230031)
1 原先制造工藝及問題
如圖1:是一根長7 m左右的管型材,在管型材上要加工近100多條耦合槽,耦合槽的寬度及深度公差要求是±0.05 mm,加工精度要求比較高。
以往的加工工藝是在工件上標定X、Y、Z軸的零點,要想保證近100多條槽深度公差是很困難的。因為管型材是模具拉伸出來表面不加工,7 m長的管型材表面不平整而且無規律,經過鉗工整形高低仍相差0.4 mm左右。在加工的時候不可能標定近100個Z坐標,每加工一條槽就要修改一次程序,沒效率不說也容易出錯。所以當時我們的工藝是將槽的深度不加工到位,根據工件的變形量留0.5 mm左右的余量給鉗工銼修,一位鉗工師傅利用專用工具,一天只能銼修出一根工件,費時費力效率非常低,工件的精度、粗糙度也不好,嚴重影響了生產計劃。為了解決這種狀況,我們采用數控探頭在線檢測功能和數控宏程序數值補償加工功能,徹底解決了該工件的加工瓶頸問題。

2 如何實現數控探頭在線檢測
通過在線檢測程序的執行,就可以得到相對每條槽Z零點坐標的數據差值,這些數據值被保存在刀具表的磨耗表里。有了這些數據差值,就可以在加工程序進行數值補償,通過數值補償保證每條槽的深度達到5±0.05 mm的要求。
3 宏程序實現數值補償加工
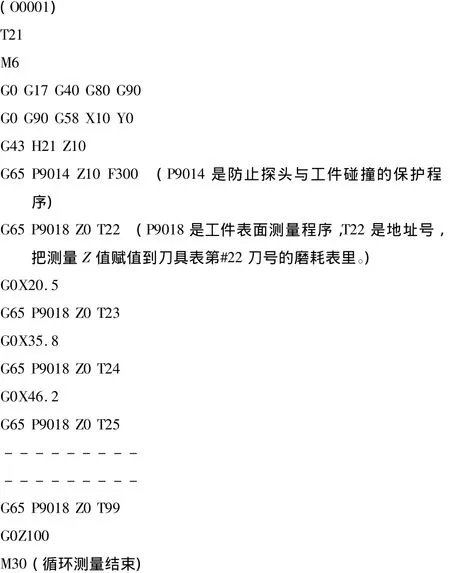
首先根據每條槽的坐標位置,編寫X、Y各加工坐標點,再利用宏指令讀取刀具表磨耗表里的數據差值,相對應每條槽的Z坐標值實現精確補償,保證Z軸方向達到5±0.05 mm精度要求。程序如下:

4 結語
通過數控探頭在線檢測功能和數控宏程序數值補償加工程序的實施,不僅保證工件的加工精度,而且生產效率也大幅度提高,由原先每天只能生產出1件合格的產品,提升到每天生產出6件合格的產品,縮短了制造周期和成本。
[1]胡學雄,李振剛.數控軋輥磨床測量臂探頭數據超差分析[J].設備管理與維修,2009(5).
[2]蔣穎江.RENISHAN探頭在柔性制造系統中的應用[J].機床,1991(6):14-17.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
