DUPLOMATIC數控回轉刀架故障分析及解決方法
2011-09-26 09:31:20單淑梅李庭有
制造技術與機床 2011年8期
關鍵詞:信號
單淑梅 張 爽 李庭有
(①一汽教育培訓中心,吉林長春 130011;②一汽大眾發傳廠,吉林長春 130011)
DUPLOMAIC數控回轉刀架用于西班牙進口DANOBAT數控車床上,自安裝生產運行后2年即重復出現故障,2005年后,由于廠家對該產品進行了更新,無法訂到專用備件,給維修帶來很大的困難。我們經過對專用件磨損部位的修復,總結出調整的方法,解決了這個問題。
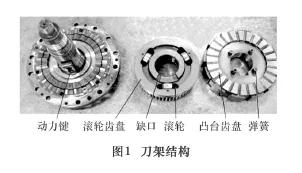
1 刀架結構及工作原理
刀架結構主要零部件如圖1所示。當刀架處于鎖緊狀態時,滾輪齒盤上的3個滾輪正好位于凸臺齒盤的3個凸臺上,同時軸上的動力鍵位于滾輪齒盤上缺口的中間。這樣,滾輪齒盤受后面的鎖緊碟簧力的作用,通過3個滾輪將凸臺齒盤向前推,壓縮前面的4個彈簧,使凸臺齒盤前面的定位齒與轉動定位齒及固定定位齒嚙合,達到鎖緊的狀態。當刀架要轉動時,電動機通過齒輪帶動有缺口的滾輪齒盤轉動,滾輪從凸臺上滾下,凸臺齒盤的定位齒通過4個彈簧的作用,與轉動定位齒及固定定位齒脫開嚙合,這時滾輪齒盤缺口的側面正好靠在軸的動力鍵上,帶動軸,轉動定位齒盤及凸臺齒盤轉動。當編碼器確定轉到某一刀位時,發出定位信號,粗定位銷插銷到位,通過凸臺齒盤圓周上的定位槽,限制其轉動,同時發出電動機反轉信號。電動機開始反轉,通過齒輪帶動滾輪齒盤反向轉動,當滾輪滾到凸臺上時,通過后面鎖緊碟簧的力將凸臺齒盤向前推,壓縮4個彈簧,使前面的定位齒與轉動定位齒盤及固定定位齒盤嚙合,達到鎖緊,同時發出鎖緊信號,讓電動機停轉,以及讓粗定位銷拔出,完成一次轉位鎖緊的動作。
2 刀架故障分析及解決方法
刀架故障可分為下面2種情況:刀盤卡死無法轉動;刀盤可以轉動,但無法完成鎖緊動作。
2.1 刀架不轉位原因分析及解決
回轉刀架最初的幾次的故障都是由刀架卡死無法轉動引起,將刀架拆開,發現滾輪齒盤缺口處一側面由于與動力鍵沖擊,再加上缺口側面面積很小,大約9 mm×9 mm,導致缺口一角被剪掉,同時發生動力鍵與軸連接的2個鏍釘被剪斷現象。這樣缺口處掉下的部分和斷鏍釘卡在刀架中,使其無法轉動。
最初缺口側面被剪掉,以為是偶發現象,只更換了滾輪齒盤備件,安裝并將其修復。但此后的一段時間里,這種故障頻繁發生,我們意識到故障的根本原因還沒有找到。經過查閱圖紙,分析轉位的過程,發現滾輪齒盤帶動軸及凸臺齒盤旋轉到位,粗定位銷插銷使凸臺齒盤定位時,所受到的沖擊最大,而在定位銷的上下兩側,各有一個緩沖器,是不是緩沖器出現了問題?由于沒有備件更換,我們只有將緩沖器拆解,發現該緩沖器是液壓阻尼型,由于密封磨損導致壓力有泄漏,造成緩沖失效。經過對其嘗試加油、調整、安裝后一年內沒有出現過滾輪齒盤缺口側面被撞壞的現象。至此,總結檢查了調整緩沖器的方法,并制定了預檢修計劃,每年都要對緩沖器進行檢查調整。到現在為止,滾輪齒盤再沒有損壞更換過,此問題得以徹底解決。
2.2 刀架不鎖緊原因分析及解決方法
2.2.1 原因分析
回轉刀架轉位后不鎖緊,通常由以下幾種原因造成:
(1)鎖緊信號發出時間過早,滾輪還沒登上凸臺,電動機便停轉,致使滾輪不能登上凸臺。
(2)鎖緊信號發出時間過晚,滾輪雖登上凸臺,但電動機還繼續轉動,帶動滾輪滑落到凸臺的另一側。
(3)凸臺頂部為馬鞍型,中間低,兩端高,如果頂端已經磨平,則滾輪登上凸臺后沒有阻力,直接從凸臺另一側滑下。
(4)鎖緊碟簧的力過大,則電動機動力無法帶動滾輪爬上凸臺,而鎖緊碟簧的力過小,則電動機的轉動慣性帶動滾輪無法在凸臺上停留,直接滑落到凸臺的另一側。
以上4種情況任何一種發生,都可使刀架在反轉鎖緊過程中,滾輪無法在凸臺上停留,造成回轉刀架無法鎖緊。
2.2.2 解決方法
(1)鎖緊信號快速調整法
如果鎖緊信號的調整不當,該回轉刀架即使在機械部分正確裝配的情況下,也無法正常鎖緊,因此,鎖緊信號的調整至關重要。以往維修中,電氣調整方法為數值法,即:鎖緊信號開關端面距離鎖緊環1~1.2 mm,鎖緊環在刀架鎖緊位置,開關調到剛剛發出信號的位置時,再向前移動1.1~0.2 mm。由于不同開關的特性不同,以及刀架部件的磨損,往往真正的位置并不在此范圍內,給調整造成很大的困難。經常是調整很長時間也找不到正確位置,便認為機械有問題。在這種情況下,我們根據刀架轉位的原理,總結出一套快速調整的方法:
首先,將鎖緊開關固定到某一位置,然后讓刀架向某一方向轉位,如果刀架不鎖緊,則繼續向同一方向轉位,并觀察刀盤在開始旋轉時,是否發出聲響:①如果沒有聲響,順暢地啟動,說明滾輪在上一次轉位時沒有爬上凸臺,鎖緊信號發出時間過早,應將信號開關向后做適當調整;②如果有聲響,說明滾輪在上一次轉位時,滾輪爬上凸臺沒停住,滑落到另一側,鎖緊信號發出時間過晚,應將信號開關向前做適當調整。只要經過兩三次,就可以將信號位置調整正確。此方法推廣后,降低了調整難度且方法簡便,大大減少了維修時間,得到了所有相關人員的認可。
(2)磨損凸臺齒盤的修復
以往在維修中主要依靠更換磨損零部件來解決問題。其中凸臺齒盤是主要的磨損件,只要將其連同滾輪更換,就能將問題解決。但一個凸臺齒盤就要1萬元人民幣,到2005年,由于廠家對刀架的更新換代,已經很難購到凸輪齒盤這樣的專用備件,廠家建議我們更換新型刀架,但更換一臺刀架就要近6萬元人民幣,我們有10臺這樣的刀架,全部更換,就得約60萬元。于是我們嘗試是否能將凸臺齒盤磨損的凸臺進行修復,來重復使用。先期修磨凸臺后的齒盤經過安裝,都無法實現鎖緊。在這種情況下,我們經過分析圖紙,發現不鎖緊是由于滾輪爬上凸臺時,壓縮鎖緊碟簧的量過小造成。于是,經過反復測量間隙、試裝,總結出該刀架的關鍵技術及維修、調整該刀臺的基本方法:

①凸臺齒盤上有3個馬鞍形凸臺(如圖2),每個凸臺的兩端必須高出中間0.07 mm,才能保證刀臺可靠鎖緊。在生產中,如果此數值磨損到小于0.04 mm,則滾輪很容易從凸臺上滑下,造成鎖緊不穩。
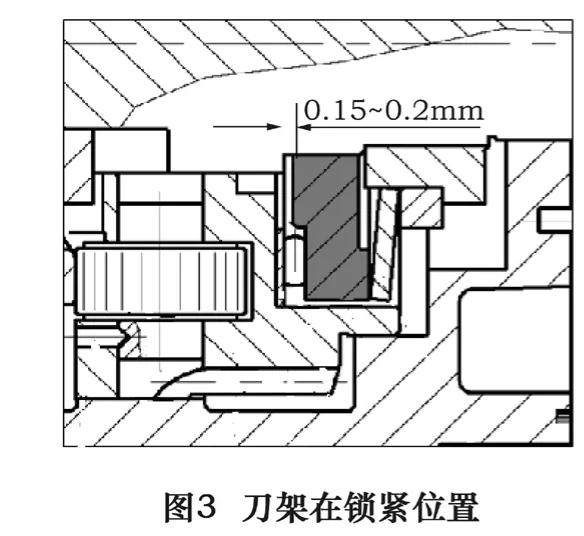
②刀架在鎖緊位置時(如圖3),深灰色零件與軸肩有0.15~0.2 mm間隙(即滾輪齒盤爬上凸臺時實際壓縮鎖緊碟簧的行程)。如果間隙過大,則刀臺運轉中發卡,并凸臺磨損快;間隙過小,則鎖緊力小,鎖緊不可靠。此間隙通過調整深灰色調整墊片厚度保證。
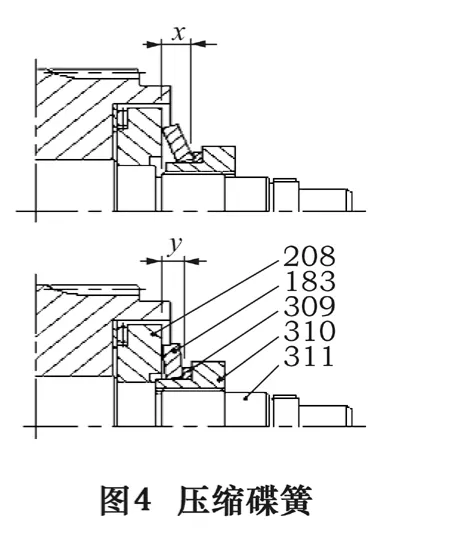
③如圖4,碟簧原始厚度(不是碟片厚,而是指碟簧上下之間兩平面間的厚度)x為9 mm。在此基礎上,通過調整背帽,使其壓縮2.2 mm,即x-y=2.2 mm。
只要按照以上的尺寸和方法對凸臺進行修磨以及對刀架進行調整,使得磨損的專用件可以重復利用,解決了買不到備件的困擾,節省了維修費用。
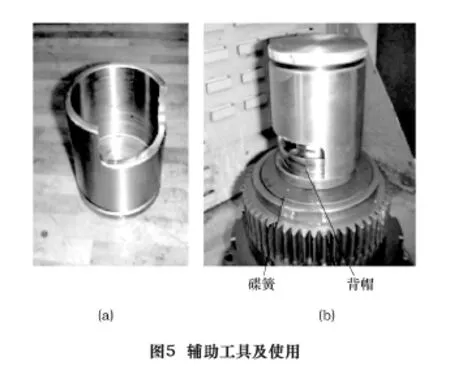
3 輔助工具的制作
刀臺在原始狀態下,碟簧的變形量為2.2 mm,克服該變形量需要很大的力,給螺母的拆卸或緊固帶來很大的困難,為此,制作了專用工具 (如圖5a),在壓力機上先壓下碟簧,再松開或緊固背帽非常方便。
4 單向旋轉延長凸臺使用壽命法
此數控回轉刀架共有12個刀位,而在實際的加工過程中,只用到5~6個刀位。通常情況下,刀架都是從1號刀位順序轉到5號刀位,加工完成后,又反轉回到1號刀位。這樣,就造成凸臺的單邊磨損較快,當單邊的高度小于0.04 mm時,刀架在正轉能鎖緊,反轉時,滾輪在凸臺上停不住,造成鎖不緊。以往在這種情況下,就要更換凸臺齒盤了.我們根據電氣就近旋轉的原則,在5號到12號刀位之間再加一個停止刀位,讓刀架一直正轉,避開反轉時滾輪在凸臺上停不住的情況,這樣就可以將凸臺的使用壽命提高1~2年。這樣又進一步減少了停臺時間,節約了維修成本。
5 結語
以上是對DUPLOMATIC數控刀架故障的分析及維修方法。通過使用這些在生產實踐中不斷總結出來的方法來指導該刀臺的維修,即省時又省力,而且能達到較高的精度。希望此經驗對企業生產中遇到的同類問題有一定的借鑒作用。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
