電子化搖臂鉆床控制系統的設計與實現
2011-09-26 09:31:22侯春明
制造技術與機床 2011年8期
邴 旭 侯春明
(沈陽機床(集團)有限責任公司,遼寧 沈陽 110142)
長期以來,國產數控機床始終處于“低檔機床迅速膨脹,中檔機床進展緩慢,高檔機床依靠進口”的局面,特別是國家重點工程項目中所需要的關鍵設備主要依靠進口,技術受制于人。究其原因,國內數控機床企業大多處于“粗放型”階段,在產品設計水平、質量、精度和性能等方面與國外先進水平相比差距明顯。
目前,數控機床產業正處于快速發展期,我國的機床企業面臨著千載難逢的發展機遇,國家也投入了大量的專項資金進行新型數控機床的研制以及傳統機床的數控改造。我們每一位機床行業相關的開發者、設計者和管理者都應該把握這大好機遇,不斷開發新產品,把設計思路由“粗放型”向“高精型”轉變。
搖臂鉆床適用于在大、中型工件上鉆孔、擴孔、鉸孔、锪平面及攻螺紋等工作,在具有工藝裝備的條件下可以進行鏜孔,是鉆削加工的主要設備之一,作為傳統的老產品已有數百年的發展歷史。但是,傳統的搖臂鉆床幾乎完全是手工操作,操作起來比較費事,已經不能適應于當前機床數控化的潮流。因此開發電子搖臂鉆床是現階段一個非常重要的方向。
1 傳統搖臂鉆床的改造方案

國產某型號的搖臂鉆床(圖1)是使用較為廣泛的普及型產品之一,產品間的零部件通用化程度較高,從控制上講,需機、電、液壓等相配合而且要進行時間控制。具有主軸的旋轉運動和進給運動以及搖臂沿外立柱的垂直移動,主軸箱沿搖臂的徑向移動及搖臂與外立柱一起相對于內立柱的回轉運動,后兩者為手動。另外還需考慮主軸箱、搖臂以及內外立柱的夾緊和松開。因此相應電動機較多,電路較復雜,往往因電氣故障而影響生產的進行。
機床從電動機控制方法的角度來說,自簡單的分級調速發展到變頻調速,再到現在的伺服控制;從控制系統的角度來說,自簡單的手動操作到電子化的升級,現在又發展到數控產品,控制功能越來越完善。但由于數控系統成本很高,用在搖臂鉆床上不僅大材小用,且隨著制造成本的增加會使產品的性價比大幅降低。因此電子化搖臂鉆床是取代普通搖臂鉆床的最佳改造方案。利用可編程邏輯控制器(簡稱PLC)和變頻器進行局部改造,徹底更換電氣系統,改造成具有速度顯示、進給選擇、變頻主軸等功能的電子搖臂鉆床。這樣不但能顯著提高搖臂鉆床的工作效率和穩定性,還可以直觀地顯示機床的工作狀態,方便用戶的操作。
2 控制系統設計
對傳統搖臂鉆床進行電子化改造,需要徹底更換控制系統。新的控制系統大體上可以分為變頻器和PLC兩大部分。變頻器用于主軸電動機和進給電動機的控制,PLC用于對搖臂鉆床上的傳感器和執行器等設備的IO信號進行處理。
2.1 變頻器設計
目前絕大多數變頻器都采用矢量控制方式,其基本原理是通過測量和控制異步電動機定子電流矢量,根據磁場定向原理分別對異步電動機的勵磁電流和轉矩電流進行控制,從而達到控制異步電動機轉矩的目的。具有矢量控制功能的變頻調速產品的顯著特點是,啟動轉矩大,一般可達100% ~150%額定轉矩,轉矩動態響應快,負載能力強,適應負載波動大的場合。
目前在變頻器中實際應用的矢量控制方式主要有基于轉差頻率控制的矢量控制方式和無速度傳感器的矢量控制方式兩種。無速度傳感器矢量控制是通過坐標變換處理,分別對勵磁電流和轉矩電流進行控制,然后通過控制電動機定子繞組上的電壓、電流辨識轉速達到控制勵磁電流和轉矩電流的目的。本次設計采用的是沈陽新東電子設備有限公司的無速度傳感器矢量控制的XDBP-5.5型搖臂鉆床專用變頻器,低頻特性完全適合搖臂鉆床的機械和電氣特性。并具有以下主要功能:(1)V/f比恒定控制;(2)無速度傳感器矢量控制;(3)速度閉環矢量控制;(4)高壓掉電恢復自動重啟;(5)任意轉速下旋轉啟動;(6)單模塊故障旁路功能;(7)異步電動機參數自動檢測;(8)各種故障分類處理,盡可能保證設備連續運行。
變頻器配有專用的數字顯示與設定面板(圖2),可以實現進給選擇、轉速顯示以及直觀地觀測搖臂鉆的動態變化,用戶也可通過數字顯示與設定面板上的按鍵,設定主軸和各進給軸的速度、深度等參數。根據機床主軸的傳動比計算出變頻器的輸出頻率從而達到主軸轉速的控制與顯示。

使用面板上的功能按鍵進行參數設定的步驟如下:
①按SET鍵,設置參數;
②按SWIT鍵,選擇需要設置選項;
③按方向鍵,改變參數值;
④按SET鍵,確定設置參數;
⑤若需要定程切削,按RU/ST鍵,指示燈亮,啟動定程切削功能。若再次按RU/ST鍵,指示燈滅,取消定程切削功能。
2.2 PLC 設計
與傳統的基于繼電器和接觸器的電氣控制系統相比,PLC控制具有可靠性高、柔性好、開發周期短以及故障自診斷等優點,特別適合應用于機床的電氣控制和故障自診斷系統,可以大大減少繼電器等硬件邏輯元件的數量,提高電氣控制系統的穩定性和可靠性,從而提高產品的品質和生產效率。
現在,PLC的種類較多,功能也很完善,品牌不同,價格差距較大。PLC選擇的基本原則應是在功能滿足要求的情況下,保證可靠、維護使用方便和最佳的性價比。為實現上述搖臂鉆床電氣控制的要求,綜合功能、可靠性和價格等幾方面因素的考慮,在設計時選擇西門子公司的S7-200小型PLC。
2.2.1 PLC 硬件設計
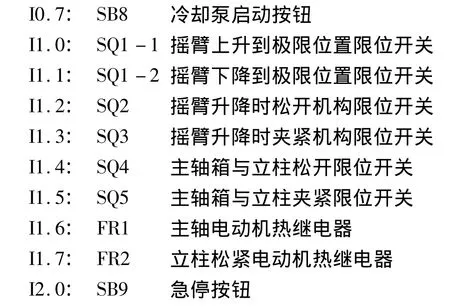
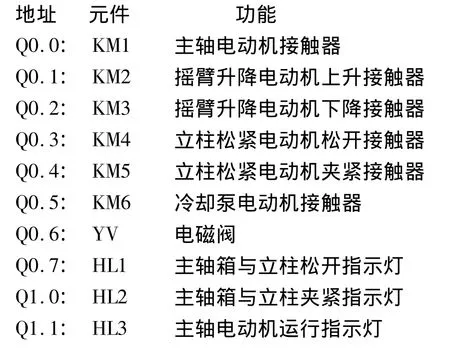
西門子公司的S7-200型可編程控制器采用的是模塊化的結構,用戶可以根據需要選擇輸入、輸出點數,然后組合。安裝和調試比較方便,且具有較快的輸入響應速度,并可以進行I/O口擴展。根據搖臂鉆床電氣控制的要求,其輸入輸出均為數字量。需要PLC檢測的輸入信號包括8個按鈕、6個限位開關、2個熱繼電器輸入信號,共計16個。而PLC的輸出控制信號為6個繼電器接觸器、3個指示燈等,共10個。CPU 226自帶24個數字輸入和16個數字輸出,能夠滿足需要。該PLC的I/O通道分配可根據其控制對象的特點和控制要求,將I/O的輸入輸出口與相應的電氣設備相連,從而達到控制和檢測的目的,主要的I/O分配如下:
(1)數字輸入

(2)數字輸出
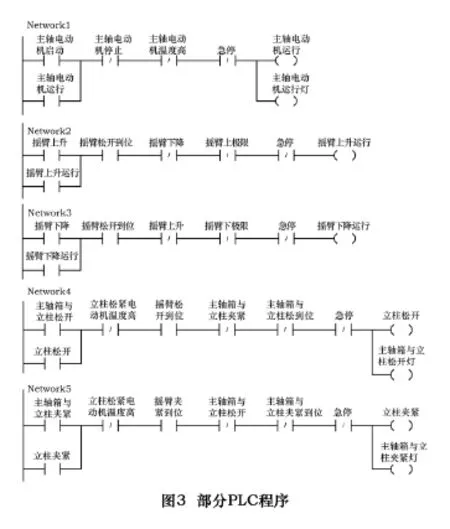
2.2.2 PLC 程序設計
根據搖臂鉆床的控制要求,在編制程序的過程中,充分考慮了系統的安全性,采用了有互鎖功能的設計以減少安全隱患,并添加了急停按鈕以在意外情況發生時能夠緊急停車,提高了整個控制系統運行的可靠性和安全性。部分PLC程序如圖3所示。
3 結語
目前,在傳統搖臂鉆床的基礎上,采用PLC和變頻器控制進行電子化改造的搖臂鉆床,從設計到實現都體現了電子技術在普通鉆床中改進的重要性,這種改造是搖臂鉆床未來的發展方向。
對傳統搖臂鉆床的電子化改造,雖然一次性投資較大,但改造后的電子搖臂鉆床大大降低了運行的故障率,提高了設備運行的穩定性和生產效率,減輕了工人的勞動強度,降低了日常維護成本,并可避免因誤操作而引起的事故。從實用性、經濟性、效率性上來看,電子搖臂鉆床比普通搖臂鉆床在各方面都有了很大的提高。改造后的搖臂鉆床經使用運行,效果非常理想。
相信經過不斷地改進,國產的數控機床都將向“高精型”逐漸轉變,功能越來越齊全、性能不斷地完善,我國的機床品牌必將在國際上占有重要的一席。
[1]樓曉春.基于PLC控制變頻調速的龍門刨床主拖動系統改造[J].機電產品開發與創新,2005(5):131-132.
[2]華懣香,凌志學.三菱FX2N系列PLC對T68鏜床的改造[J].機床電器,2006(1):38-39.
[3]魏召剛.工業變頻器原理及應用[M].電子工業出版社,1999.
[4]孫明旗,孫林,于勝.PLC搖臂鉆床電氣控制電路中的應用[J].機械工人,2005(11):23 -27.
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
中國科技論壇(2017年7期)2017-07-25 08:49:53
電子制作(2017年7期)2017-06-05 09:36:13
Coco薇(2017年5期)2017-06-05 08:53:16
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
中國中醫藥現代遠程教育(2014年16期)2014-03-01 04:28:54
