用于倒裝芯片的銅球凸點制作技術研究*
2011-12-08 00:24:04于金偉游風勇
濰坊學院學報
2011年4期
于金偉,游風勇
(濰坊學院,山東 濰坊 261061;濰坊市留學人員回國工作辦公室,山東 濰坊 261061)
0 引言
隨著輕量化、薄型化、小型化、I/O端數的增加以及功能多樣化的發展,傳統的封裝技術已不能滿足高密度的要求,倒裝芯片封裝技術正在逐步取代引線鍵合的位置。所謂倒裝芯片技術,是指半導體裸芯片有源面朝下,直接與印刷電路板或芯片載體基板進行連接[1],芯片上的輸入/輸出端子和基板之間的互連通過芯片上的凸點結構和一般制作在基板上的焊接材料相互作用來實現。從圖1和圖2可以看出,這種技術避免了多余的工藝步驟,與傳統引線鍵合互連技術相比具有明顯的優勢。
(1)尺寸小、薄,重量更輕。
(2)密度更高,使用倒裝焊技術能增加單位面積內的I/O數量。
(3)性能提高,短的互連減小了電感、電阻以及電容,信號完整性、頻率特性更好。
(4)散熱能力提高,倒裝芯片沒有塑封體,芯片背面可用散熱片等進行有效的冷卻,使電路的可靠性得到提高。
(5)倒裝凸點等制備基本以圓片、芯片為單位,較單根引線為單位的引線鍵合互連來講,生產效率高,降低了批量封裝的成本。
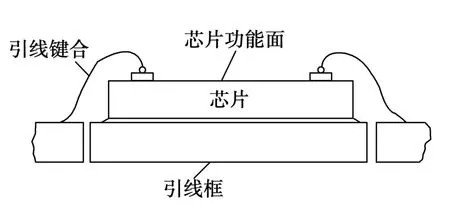
圖1 傳統引線鍵合互聯技術
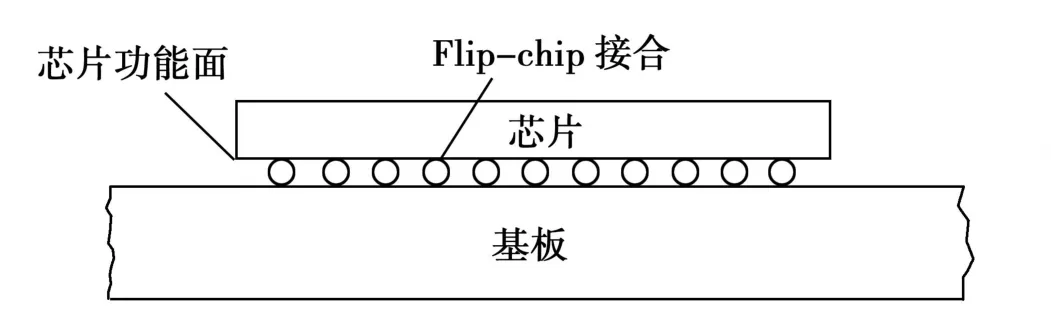
圖2 倒裝凸點互連技術
在近幾年中,金絲引線鍵合成本的不斷提高也促進了倒裝芯片的更快發展。微電子行業為降低成本、提高可靠性,必將尋求工藝性能好、價格低廉的金屬材料來代替價格昂貴的金,眾多研究結果表明銅是金的最佳替代品,銅絲球焊具有更多優勢。……
登錄APP查看全文
