直線度誤差評定的測量提取點數選擇
2011-12-29 02:31:20黃富貴
華僑大學學報(自然科學版) 2011年6期
關鍵詞:測量
黃富貴
(華僑大學 機電及自動化學院,福建 泉州 362021)
直線度誤差評定的測量提取點數選擇
黃富貴
(華僑大學 機電及自動化學院,福建 泉州 362021)
在其他測量實驗條件相同的情況下,采用不同的提取點數,用三坐標測量機對相同直線的部分測量點坐標進行等間距提取,并用最小二乘法評定相同直線不同提取點數下的直線度誤差 .分析提取點數與直線度誤差的關系,提出最佳提取點數的概念,指出直線度誤差檢測相關標準中必須補充提取點數的要求.
提取點數;三坐標測量機;直線度誤差;最小二乘法
直線度公差是國家標準和國際標準化組織(ISO)相關標準中規定的十幾項形位公差項目之一,它主要用于控制平面內或空間直線的形狀誤差.直線度誤差的精確測量與評定,對于具有直線度公差要求的幾何零件的合格性判斷與保證是至關重要的.在以往的實際生產和檢驗工作中,直線度誤差的測量常用貼切法、測微法和節距法等遵循與理想要素比較原則的方法.隨著數據處理技術的成熟和三坐標測量機在形位誤差檢驗中的廣泛運用,測量坐標值原則成為直線度誤差測量的主要原則.根據新一代國際標準化組織制訂的一系列產品幾何量技術規范與認證(geometrical product specification and verification,簡稱GPS)標準的要求,要對制造完成的機械零件某項幾何精度進行合格性判定,首先必須采用相應的設備在被測零件的實際要素上獲得提取組成要素;然后,以提取組成要素為原始數據,根據一定的擬合規則獲得擬合組成要素,并得到評定結果;最后,對測量評定結果的測量不確定度給出定量分析,并根據零件合格性判定規范做出判定[1-3].由此可見,新一代GPS的要求與測量坐標值原則的要求不謀而合.本文在遵循測量坐標值原則下,對某直線的直線度誤差進行測量,并分析測量的評定結果.
1 直線度誤差測量實驗
如圖1所示,采用Global FX 777型三坐標測量機,在測量環境溫度為(20±1)℃的實驗室條件下,對某零件給定平面內直線度誤差進行測量的實驗.直線度誤差測量實驗有如下3個具體步驟.
(1)將被測零件擦洗干凈后放在Global FX 777型三坐標測量機工作臺上,用SP 600型連續掃描測頭測頭系統配以直徑為8mm的球測頭手動測量要素,按“3-2-1”法建立零件坐標系,并以被測直線方向為零件坐標系的X方向.
(2)初步確定被測直線的評定長度(長度為126mm左右,該被測直線的設計公差等級分為6級,直線度公差為12μm);然后,在DCC模式下進行不同情況的等掃描間距的自動掃描測量,提取被測直線上的測點坐標數據,以備直線度誤差評定用.實驗提取了被測相同直線相同部位的7種不同情況的等掃描間距測點坐標數據,其掃描間距(d)分別為2,1,0.5,0.33,0.25,0.20,0.10mm,對應的提取點數分別為63,126,253,379,506,632和1 252.由于數據量很大,故文中沒有全部列出.
(3)將提取的等掃描間距測點坐標數據用Matlab軟件的Figure功能折線擬合,如圖2所示.
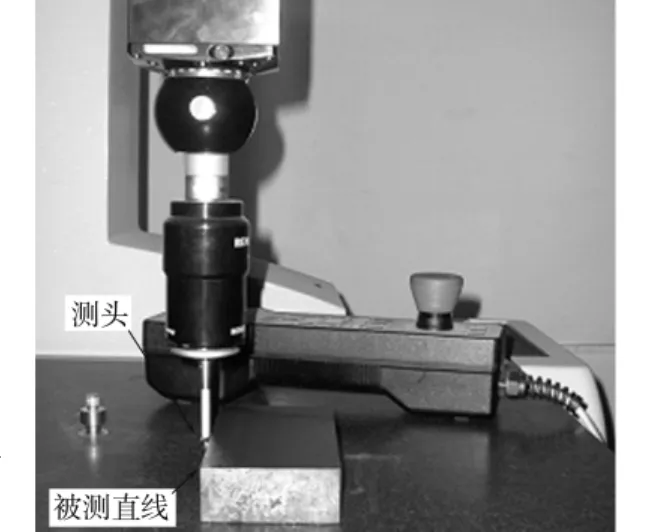
圖1 測量現場照片Fig.1 Measurement scene photo
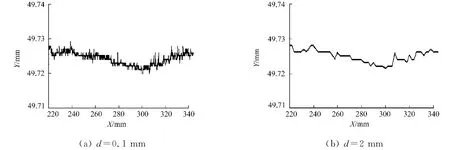
圖2 被測直線不同掃描間距的測點坐標Fig.2 Coordinates by different scanning distances
2 直線度誤差的評定
國家標準規定在評定直線度誤差時,理想直線必須滿足最小條件并采用最小包容區域法確定.不少學者對于滿足最小條件的理想直線的確定方法進行研究,提出了優化算法、區域搜索法等 .這些算法評定精度雖高,但也有實現比較麻煩的缺點.因此,實驗仍采用最小二乘法評定被測直線的直線度誤差[4-5].
假設(xi,yi),i=1,2,…,n為被測直線上的提取點坐標數據,滿足最小二乘條件的理想直線為y=kx+b.其中:k為理想直線的斜率,b為理想直線的截距.則其殘余誤差為εi=yi-(kxi+b).其最小二乘法的目標函數,約束條件是使J(k,b)最小.要滿足約束條件,必須有將其簡化,可求得最小二乘直線的待定參數k和b為

根據最小二乘評定方法得被測直線的直線度誤差為

其中:max di和max d′i分別為最小二乘直線兩異側提取點到最小二乘理想直線的最大距離.
分別用最小二乘法評定兩組被測直線的7組測量數據的直線度誤差,結果如表1所示.表1中:l為直線長度;δ為直線度公差;d為掃描間距;N為提取點數;Δ為直線度誤差.
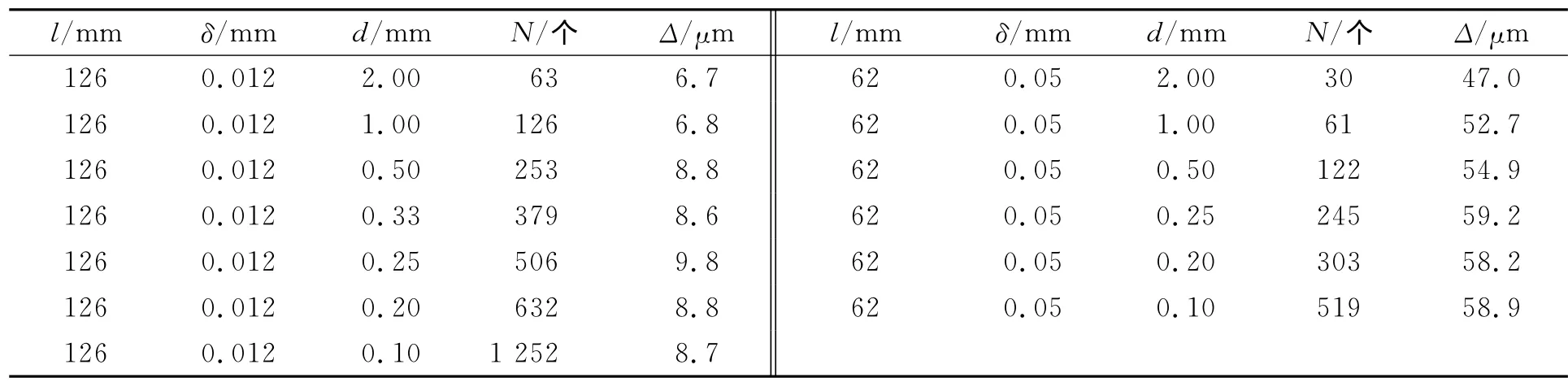
表1 采用不同提取點數下的直線度誤測量評定結果表Tab.1 Evaluation results in different extraction points
3 結果與討論
直線度誤差和其他形位誤差的測量不確定度不僅與測量提取點數有關,而且還與測量設備、測量方法、評定方法、測量人員的技術水平和測量環境等因素有關.從表1的結果可以看出,提取點數的不同會導致直線度誤差測量評定結果的差異,隨著提取點數的增加,直線度誤差的測量評定結果有增大的趨勢,而且隨著提取點數增加到一定值時,直線度誤差的測量評定結果趨穩.
從圖2的數據看,提取點數多,反映包含的被測直線的誤差信息豐富(圖2a);相反,提取點數少,反映包含的被測直線的誤差信息少(圖2b).因此,提取點數多的情況下得到的直線度誤差測量評定結果更接近被測直線的直線度誤差真值.理論上,在不考慮其他誤差因素的情況下,要獲得被測直線的直線度誤差真值,提取點數應該為無窮多.在對實際被測直線的直線度誤差進行測量評定時,提取點數的選擇很重要.提取點數選擇過少會導致直線度誤差的測量評定結果比真實的直線度誤差偏小,可能導致“誤收”;但提取點數選擇過多,雖然可以獲得接近被測直線的直線度誤差真值的測量評定結果,但也會增加測量工作量,降低測量效率,增加測量成本.如從表1的測量評定結果可以看出,若提取點數為30時,直線度誤差的測量評定結果為0.047mm,小于設計公差0.05mm,判定結果為合格.但事實上,當提取點數增大到200~300點時,直線度誤差趨于穩定,約為0.059mm,這一結果接近該直線的直線度誤差真值,更可靠 .由此可見該直線的直線度誤差大于設計公差0.05mm,判定結果為不合格.
在對直線度誤差進行測量時,對于不同的直線測量對象,必定有一個合適的提取點數 .按照這個提取點數測量直線度誤差,能得到接近直線度誤差真值的直線度誤差,該提取點數為最佳提取點數.對應的相鄰兩提取點之間的間距稱為最佳提取間距.從表1的結果可以看出,兩條被測直線的最佳提取點數大約為250~600點和200~300點.
直線度誤差和其他形位誤差測量的最佳提取點數的確定問題,實際上是個很復雜的問題.在現今的直線度公差與誤差的國家標準和國際標準ISO 14406:2010《Geometrical product specifications(GPS):Extraction》中,由于沒有對提取點數作出明確的規定,所以往往出現有直線度公差要求的零件的制造廠家的檢驗結果與用戶廠家的檢驗結果差異較大,有時甚至出現合格與不合格的兩種相反的判定結果 .造成這一結果的原因只是兩者在測量時的提取點數選擇不同.所以,直線度誤差檢測的相關標準必須補充提取點數的相關要求.在對其他的形位誤差,如圓度誤差、平面度誤差、圓柱度誤差、同軸度誤差等進行測量時,提取點數的不同也會導致上述類似的情況,有待進一步深入研究.
[1]蔣向前.現代產品幾何量技術規范(GPS)國際標準體系[J].機械工程學報,2004,40(12):133-139.
[2]機械科學研究院,中國計量科學研究院.GB/T 11336-2004直線度誤差檢測[P].北京:中國標準出版社,2004.
[3]中機生產力促進中心,北京理工大學,中原工學院,等.GB/T 24631.1-2009產品幾何技術規范(GPS)直線度[P].北京:中國標準出版社,2010.
[4]黃富貴,崔長彩.任意方向上直線度誤差的評定新方法[J].機械工程學報,2008,44(7):221-224.
[5]黃富貴,鄭育軍.直線度誤差測量采樣方案的研究[J].工具技術.2007,41(10):95-98.
Study on the Number of Extraction Points for Evaluation of Straightness Error
HUANG Fu-gui
(College of Mechanical Engineering and Automation,Huaqiao University,Quanzhou 362021,China)
Under same measurement conditions,some point sets were extracted from the linear part of a same part with different number of extraction points on the coordinate measuring machine the straightness error of the measured point sets was computed by the least square method;the relationship between the number of extraction points and the straightness error was analysed;the concept of optimal number of extraction points was put forward,and it is pointed out that the requirements for extraction number must be added in the relevant ISO standard of straightness error measurement.
extraction points;coordinate measuring machine;straightness error;least square method
TG 801
A
1000-5013(2011)06-0615-03
2010-12-19
黃富貴(1966-),男,教授,主要從事幾何量計量測試的研究.E-mail:hmm@hqu.edu.cn.
(責任編輯:黃曉楠 英文審校:崔長彩)
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00