數控加工凸輪的項目教學
2012-01-25 10:41:44畢長波
時代農機 2012年3期
畢長波
(秦皇島職業技術學院,河北 秦皇島 066000)
弧形板凸輪是圓柱凸輪的一部分,它的工作面是一條帶狀曲面。它加工的重點首先是要保證凸輪的輪廓形狀準確、表面光滑,保證凸輪機構的運動精度和平穩性;其次是保證曲面與從動件滾子的接觸精度。凸輪工作曲面的加工工藝參數主要包括:刀具選用、刀具路徑、工件的裝夾和對刀操作等。
1 凸輪的制備
用不銹鋼板卷作為工件的毛坯,車削加工使零件達到圖紙尺寸和表面質量要求(弧板外徑為840mm)。通過對鋼圈沿斜線切割,將一個鋼圈分割出三個零件毛坯,進一步切割使零件各斜面留3~10mm的加工余量。隨后對獲得的弧形板凸輪進行校正,使圓弧半徑偏差在2mm之內,切削加工后再進行進一步矯正。對弧形板凸輪在立式加工中心(或銑床)上加工,運用CAM軟件生成凸輪曲面加工的程序,采用UG/NX4.0軟件進行曲面建模和生成加工程序。
2 凸輪工作曲面的創建

圖1
凸輪工作曲面的創建分兩步,空間曲線和帶狀曲線的創建。
(1)空間曲線的創建。圖1顯示了展開凸輪工作曲線的原始數據。
首先創建圓柱,步驟如下:①進入UG/NX4.0的建模界面;②插入一個草圖,在X—Z面按照圖二尺寸創建平面圖形;③將平面曲線纏繞在840 mm的圓柱面上生成空間曲線。需要創建的圓柱略高于輪廓曲線高度(136),高度設為150,圓柱軸線沿著Z軸,放置在與平面曲線相切的位置。
然后創建纏繞曲線,步驟如下:①選擇圓柱面;②選擇曲線所在的平面;③逐段點取平面曲線。;點擊“應用”,生成纏繞在柱面上的凸輪工作曲線。
2 帶狀曲面的創建
凸輪的工作曲面是一條沿著空間曲線,寬度等于凸輪板厚度的帶狀曲面。采用“已掃掠”方法,具體步驟如下:①選擇偏置曲線(空間曲線),逐段點取;②輸入“偏置距離”——25,即條狀曲面的寬度。③激活第二步——“偏置視圖”。曲面的矢量方向選擇Z軸,即凸輪的軸線方向。這里偏置方向指向內側,否則“切換偏置側”。④點擊“應用”生成帶狀曲面。
3 生成曲面的加工
凸輪頂面的加工包括凸輪的上升和下降兩部分曲面,以及與頂面的圓弧過渡部分。因此需要將曲面分割成上升和下降兩個部分,步驟如下:①在曲面上欲分割的部位畫出兩條分割線,并與曲面一起復制到20層和30層各一份備用;②在第20層進入“修剪片體”操作,第一步在欲保留的一側點選曲面,自動進入下一步,點選分界直線,③點擊“應用”,這樣修剪掉掉曲面右側的大部分,只保留左側少部分,如圖2所示。
同樣,在第30層完成修剪操作,只保留右側部分。打開20層和30層,同時顯示兩部分曲面。
(1)刀具的選擇。加工空間曲面采用10的普通高速鋼立銑刀,特點是刀刃鋒利,切削力小。加工時沿條狀曲面的長度方向,自下而上單向提刀切削,而立銑刀的端面刃不切削,僅有刀具的側刃工作,這樣切削平穩,生產效率高。

圖2
粗加工時每次吃刀深度為2 mm,采用UG軟件生成子程序,調用5次,為下一步的精加工留0.3 mm的加工余量。換一把新刀進行精加工,精加工時仍采用單向提刀切削方法,只是刀路比較密集,以保證曲面加工質量。精加工時平端立銑刀切削至曲面頂部圓弧的過渡區,刀具端面刃起修光作用。
(2)生成曲面的加工。曲面的生成程序如下:①進入UG NX4.0加工模塊,選擇“輪廓曲面區域(Contour surface Area)”的銑削方法;②進入對話框,點選“編輯參數”,進入“曲面驅動方式”對話框,選擇驅動幾何體;③點選左側的一段曲面,出現的三個箭頭中,指向斜上方的箭頭表示曲面法向方向,否則點擊“材料反向”。點擊“切削方向”后出現8個箭頭,其中向上的箭頭表示刀具僅沿著曲面長度方向向上提刀切削。
4 工件的加工
(1)裝夾工件。弧形板凸輪在VMC1000立式加工中心上進行加工。采用兩臺相同規格的平口鉗定位和夾緊工件,如圖3。首先將鉗體在其底座旋轉一定角度,以便適應弧形板的形狀。兩臺平口鉗底座的定向鍵要放置在機床工作臺的同一“T”形槽內,夾持點盡可能靠近凸輪需加工的部位。工件定位后,旋緊連接平口鉗底座和工作臺的螺栓,初步施加夾緊力后,旋緊防止平口鉗底座與鉗體相對轉動的螺絲。調整各個方向工件的位置,使其的準確定位后,旋緊各個螺絲。這里每臺平口鉗鉗口與弧形板形成了三條線接觸,弧形板柱面與弧形板外側的鉗口平面相切,這樣工件表面一般不會受到損傷。由于弧形板內側的鉗口棱邊可能會使工件內側形成壓痕,通常需要加墊銅片。此外,弧形板的弧度的可以通過平口鉗的夾緊力微調,造成弧板半徑變化,這有助于準確對刀。
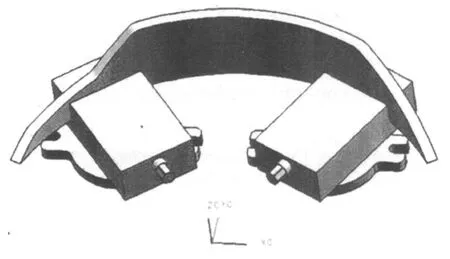
圖3
(2)坐標系與對刀。將工件坐標原點設置在弧形板的頂面圓心處,如圖3所示。為便于測量,對刀時在機床主軸上安裝一個中心鉆,并移至工件的圓心處,然后分別測量凸輪毛坯兩端和中點的內側到中心鉆的距離。通過調整主軸位置使三處的測量半徑相等。毛坯的圓心找到后,設置機床的工件坐標系。此外,還需測量毛坯左端點的位置尺寸。試切工件左側上升和右側下降,檢查走刀路徑與工件是否吻合,必要時調整工件原點(G54)的偏置值。
通過指導學生使用普通數控立銑刀加工弧形板凸輪的過程,使學生掌握了凸輪制備、刀具選用、刀具路徑、工件的裝夾和對刀操作等工藝優化方法。
