機器人模具拋光系統中拋光工具位姿研究
2012-02-18 08:35:08蘇將兵廖宏誼
裝備制造技術 2012年4期
蘇將兵,廖宏誼,成 軍
(桂林電子科技大學 材料科學與工程學院,廣西 桂林 541004)
拋光是模具制造過程中必不可少的工序之一。傳統的模具拋光主要依賴于手工,勞動強度大,耗時長,拋光效率低,拋光效果也難以把握。具有廣泛適用性的六軸關節機器人的出現,為實現模具的智能化、自動化拋光提供了可能。因而,基于工業機器人平臺,開發適應模具自由曲面拋光的實用系統,已成為國內外致力研究的課題[1~4]。
拋光工具的位姿,受機器人拋光工藝中多個參數的影響,如拋光力、拋光傾角、拋光路徑和機器人本身結構等,決定了拋光后能否達到預期的模具表面粗糙度的要求。本研究就拋光點的提取、拋光點和軌跡點的位姿計算,展開分析和討論。
1 模具加工表面拋光點的生成和提取
為了生成用于機器人拋光用的軌跡點數據,首先通過CAD/CAM軟件,生成模具加工表面的刀軌和數控點位數據[5],然后通過本研究編制的點位數據,生成系統提取點位數據。通過合理配置數控點位數據的產生,可以使這些點位數據中含有足夠的信息,用來生成工業機器人用的點位數據。
2 工業機器人拋光過程中拋光工具位姿計算
關節機器人在拋光模具表面或型腔時,拋光工具沿著拋光軌跡行走,其微觀行為是連續地在軌跡上相鄰兩點之間直線或圓弧插補移動。通常在拋光工具的球頭的球心處,建立一個坐標系,用于表示拋光工具的位姿。球心的運動軌跡,即為拋光工具的運動軌跡。軌跡點與拋光點是不同的,軌跡點在球心的運動軌跡上,而拋光點為拋光工具與模具加工表面的實際接觸點。
2.1 模具加工表面拋光點的位姿計算
拋光點的位姿計算,依賴于拋光方向和加工表面的法線方向。拋光點位姿的計算方法為:首先通過六軸機器人模具拋光路徑規劃系統中的點位數據提取功能,提取模具加工表面中拋光點的坐標和法向矢量,以法線矢量作為拋光點的坐標的z軸,則x軸的方向為

y軸的方向,由右手旋轉法則得出
模具加工表面拋光點位姿見圖1。
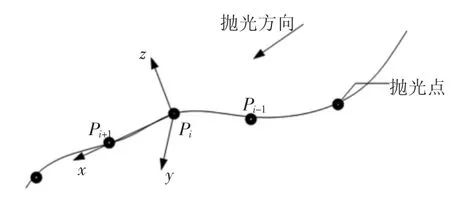
圖1 模具加工表面拋光點位姿
2.2 拋光工具運動軌跡中軌跡點位姿的計算
拋光工具的軌跡點的位姿計算,依賴于拋光工具的球頭半徑、拋光工具的下壓量和相應拋光點的位姿。設拋光工具的球頭球心所位置為oi,球頭半徑為r,拋光工藝要求的下壓量為Δh,拋光傾角為α。計算拋光工具軌跡點位姿時,保證拋光點和拋光工具軌跡點的x軸同向,如圖2所示,其中{S}為全局坐標系。

圖2 拋光工具軌跡點位姿與拋光點位姿

從而可得在全局坐標系{S}下,模具加工表面拋光點Pi處拋光工具的位姿的齊次矩陣為SToi:
其中,STPi為拋光點位姿{Pi}相對于{S}的齊次變換矩陣。
3 拋光工具的位姿和路徑生成
本研究選用UGNX7.5軟件作為初始點位數據生成軟件,生成的模具加工表面的路徑的刀位源數據保存在CLSF文件中,使用Visual C++2008開發平臺,通過MFC和正則表達式技術,從CLSF文件中提取模具表面的點的坐標和法向矢量(圖2),然后通過位姿算法,計算適用于IRB2400L型機器人軌跡點的位姿,然后通過自編的路徑規劃軟件,生成相應的軌跡。

圖3 從CLSF文件中提取拋光點
CLSF文件中刀具移動指令為GOTO指令,具有如下固定格式:
GOTO/-84.7990,-240.8450,93.4380,0.1749487,0.0900292,0.9804528
其中,
-84.7990,-240.8450,93.4380 為刀具的刀位點;
0.1749487,0.0900292,0.9804528 為刀具軸的矢量方向,可設置為刀位點處的法線方向。
而ABB六關節臂機器人的非線性移動指令為MoveJ,具有如下指令格式:
MoveJ Target_10,v100,z100,My NewToolWobj=wobj0;
其中,
My NewTool變量,定義了相對于機器人第六軸坐標系的拋光工具的TCP(工具中心點位姿);
Target_10變量,包含了軌跡點的位姿等其他數據;
ν100變量,定義了移動速度;
z100變量,定義了拋光工具以任何方式在兩個軌跡點間移動。
點位數據生成系統首先提取GOTO中的刀位點的坐標和刀軸矢量,然后通過拋光工具位姿算法變換為軌跡點位姿,并通過相應算法生成ABB機器人MoveJ指令。
4 結束語
由于商業化的工業機器人的封閉控制結構,而拋光工具位姿須預先給定,在拋光過程中也不能微調,因此拋光過程中軌跡點的間隔,應當隨模具加工表面曲率的變化而進行調整。曲率變化劇烈的表面,軌跡點密集,變化緩慢的表面,軌跡點稀疏一些,這樣才可以保證拋光表面的粗糙度要求。
拋光機器人的各關節角,均在一定的角度范圍之內,如ABB IRB2400L機器人第三個關節軸的可動范圍為(-87.03°~37.97°),而第六關節軸的關節角的可動范圍為(-400°~+400°),因此拋光工具的可達位置為三維空間的一個子域,并且還存在一些奇異點位姿。因此這需要通過Robot Studio仿真驗證,修正一些不可達的點位姿。
[1]J J Márquez,et al.Process Modeling for Robotic Polishing[J].JournalofMaterialsProcessingTechnology,2005,(159):69–82.
[2]Luis Basanez,Jan Rosell.Robotic Polishing Systems[J].IEEE Robotics&Automation Magazine,2005,(9):35-43.
[3]Fusaomi Nagata,et al.CAD/CAM-based Position/Force Controller for a Mold Polishing Robot[J].Mechatronics,2007,(17):207–216.
[4]韓光超,張海鷗,王桂蘭.面向金屬模具快速制造的機器人成型加工系統[J].機器人,2006,28(5):515-518.
[5]溫 正,魏建中.精通UG NX 6.0中文版數控加工[M].北京:科學出版社,2009.
[6]蔡自興.機器人學[M].北京:清華大學出版社,2000.
