PLC與交流伺服在單軸控制系統中的應用
2012-02-18 08:35:20閆飛
裝備制造技術 2012年4期
關鍵詞:交流
閆 飛
(中鋁洛陽銅業有限公司熔鑄廠,河南 洛陽 471039)
隨著現代電子和控制技術的高速發展,交流伺服技術日益成熟,性能不斷提升,已經成為研發各種先進的機電一體化設備的關鍵技術。在此背景下,本文介紹了一種基于三菱A系列PLC的電機伺服控制系統。系統主要由觸摸屏、PLC、伺服驅動器、伺服電機、測速測長儀表組成。其中,觸摸屏作為人機界面,可實現對系統的實施監控。試驗結果表明,采用這種控制方案,可以取得良好的控制效果,運行穩定,滿足設計要求。
1 系統概述
本文主要介紹了一種基于PLC交流伺服控制系統在工業鑄造行業的應用,可以實現鑄造機拉—停—拉—停……的工藝,以及定速升降、速度在線調節、精確定位控制等工業需求,其原理圖如圖1。

圖1 交流伺服控制系統原理圖
2 系統硬件設計和技術性能
2.1 硬件設計
(1)PLC的選用。
CPU單元A1SJCPU—S3;
輸入模塊A1SX42 64點;
輸出模塊A1SY41 32點;
定位模塊A1SD70(電壓輸出)。
(2)交流伺服系統。如表1所列。
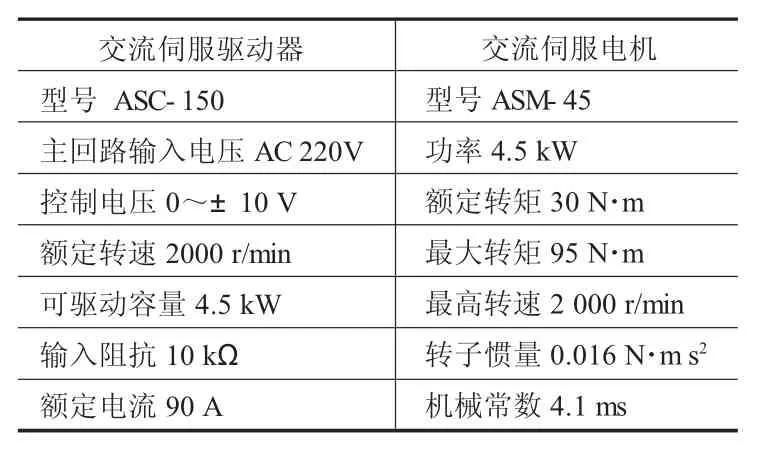
表1 交流伺服系統數據表
2.2 系統參數計算
(1)伺服電機每轉脈沖數2 500個/r;
(2)拉速。BCD輸入,0~2 000 r/min,變換成以每秒脈沖計算的拉速單位:脈沖/s,因1轉對應2500脈沖數,1min為60 s,所以變換系數為2 500/60=41.7,近似等于 41。
即不同單位的拉速等式如下:

(3)電齒輪設置為1:1無減速;
(4)機械減速比為72×2=144;
(5)伺服脈沖與直線位移的關系。伺服電機1轉經機械減速后對應絲桿1/144轉,因絲桿螺距為24 mm,所以絲桿1轉對應直線位移24 mm。最終,伺服電機1轉對應直線位移24/144 mm(約0.167 mm)。因伺服電機1轉為2 500個脈沖,所以2 500個脈沖對應直線位移24/144 mm。每個脈沖對應直線位移為24/(2 500×144)mm(大約0.000 066 mm)或每1 mm直線位移對應(2 500×144)/24個脈沖(大約15 000個脈沖)。
(6)10 s拉長:拉速×時間。如果拉速以脈沖數/秒為單位,時間以秒為單位。拉長以0.001 mm為單位。則

系數約為0.6。
這樣在拉長顯示的4位BCD碼位的最右位顯示的是最小單位0.001 mm。例如:如果拉長顯示9999,則表示拉長值為9.999 mm。
數據關系表見表2所列。

表2 數據關系表
3 控制系統的設計與實現
3.1 硬件配置的輸入、輸出點
硬件配置的輸入、輸出點如圖2所示。
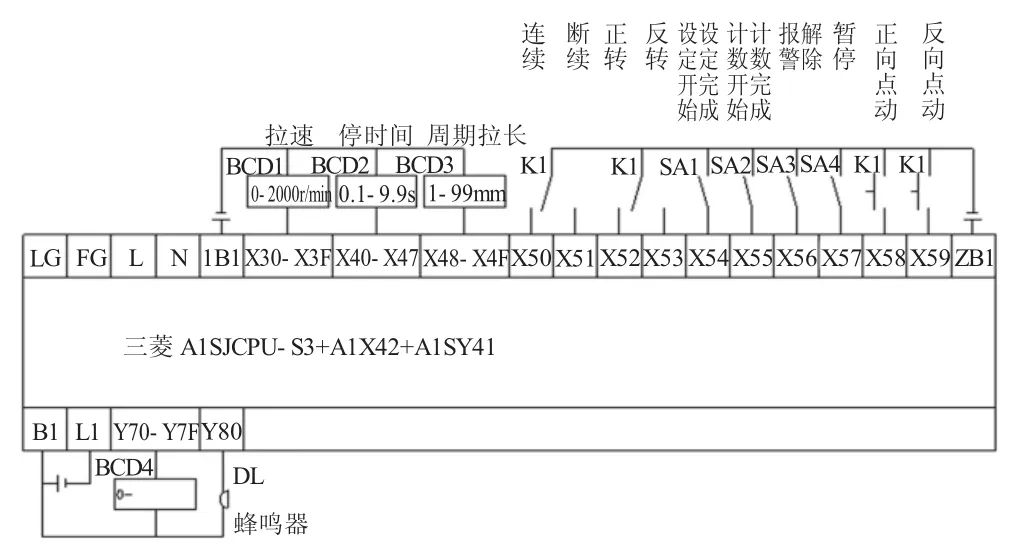
圖2 硬件配置的輸入、輸出點
3.2 梯形圖
梯形圖如圖3所示。


圖3 梯形圖
剩余程序部分省略。
4 結束語
實踐證明,由PLC控制的交流伺服電動機的位置控制系統,完全符合生產工藝要求,抗干擾能力強、控制精度高,參數調整方便,自動化程度高,具有很好的應用價值。
[1]常斗南.可編程序控制器原理應用[M].北京:機械工業出版社,2002.
[2]寇寶泉.交流伺服電機及其控制[M].北京:機械工業出版社,2008.
猜你喜歡
科教新報(2022年12期)2022-05-23 06:34:16
四川勞動保障(2021年10期)2021-12-02 01:41:42
今日農業(2021年14期)2021-10-14 08:35:28
四川勞動保障(2021年4期)2021-07-22 08:08:54
四川勞動保障(2021年5期)2021-07-19 06:09:54
四川勞動保障(2021年3期)2021-06-09 07:09:22
四川勞動保障(2021年9期)2021-01-27 20:24:59
海峽姐妹(2020年8期)2020-08-25 09:30:18
遵義(2018年14期)2018-08-06 06:32:18
人民中國(日文版)(2015年10期)2015-04-16 03:53:58
