螺紋車削及形位公差檢測的分析
2012-02-18 08:35:28蔡昊旻
裝備制造技術 2012年4期
蔡昊旻
(杭州汽車高級技工學校,浙江 杭州 310011)
機械制造是工業經濟的主導產業之一,嚴格控制加工零件的尺寸標準,是保證產品品質的關鍵。“形位公差”是螺紋車削加工較難控制的一點,當公差值大于限定范圍,便會造成產品報廢。生產人員及質檢人員,必須按照機械圖紙的標準,對螺紋的形位公差檢測控制,確保每一件產品均能達到指標要求。
1 形位公差的詳細介紹
加工后的機械零件,不僅有尺寸誤差,構成零件幾何特征的點、線、面的實際形狀或相互位置,與理想幾何體規定的形狀和相互位置,還不可避免地存在差異。這種形狀上的差異,就是形狀誤差,而相互位置的差異,就是位置誤差,統稱為形位誤差。任何零件都是由點、線、面構成的,這些點、線、面稱為要素,機械加工后零件的實際要素相對于理想要素總有誤差。
1.1 形狀公差
形狀公差是指單一實際要素的形狀,所允許的變動全量。形狀公差用形狀公差帶來表達。形狀公差帶,包括公差帶形狀、方向、位置和大小等4個要素。
隨著機械制造行業加工技術的發展,國內制造業對形狀公差的定義更加明確。形狀公差的構成要素較為復雜,在車削螺紋時,必須要從細節上加強檢測調控,以免形狀公差過大而影響整個工件的品質。
1.2 位置公差
位置公差是指關聯實際要素的位置,對基準所允許的變動全量。
(1)定向公差。是指關聯實際要素對基準在方向上允許的變動全量。這類公差包括平行度、垂直度、傾斜度等。
(2)跳動公差。是以特定的檢測方式為依據,而給定的公差項目。跳動公差可分為圓跳動與全跳動。
(3)定位公差。是關聯實際要素對基準在位置上允許的變動全量。
2 車削加工中影響形位公差的因素
車削是加工螺紋的主要工藝,許多機械零件產品,均要經過螺紋車削處理。從機械制造業的實際情況來看,螺紋車削加工時,決定形位公差標準值的因素較多,但主要集中于刀具的選擇,刀具的不同材質及刀刃的角度,對螺紋的精度有很大的影響。具體表現為:
(1)材質。車削螺紋的進給量大小不一,但主軸基本上處于高速運行狀態,這對刀具的品質要求相當嚴格。由于加工工藝編制不合理,螺紋車削未能選擇合適的刀具。如:長距離螺紋車削選用高速鋼刀具,高速鋼刀刃在高溫狀態下易磨損,降低了形位公差的精準度。
(2)尖角。無論是哪一種材質或型號的刀具,刀尖角的精度對螺紋成形的品質起著決定性的作用,尤其是牙形角。刀尖角出現磨損之后,車削人員未及時修補刀刃,或修補的尺寸配合把握不當,如刃磨刀具之后,刀尖角對分線、刀桿之間平行度不夠等,均對螺紋成形的品質有著直接的影響。
(3)前角。前角的精度把握不當,會破壞牙形角的品質。螺紋車削時,前角偏差過大造成牙形角誤差更大,形位公差的標準值也會有明顯的變化。如:車床操作人員進給量控制不準,車削的前角角度大于圖紙上的標準值,牙形角的尺寸配合誤差也有所增大。
(4)安裝。人為因素也是影響形位公差的原因之一。螺紋車削是一項高精度的加工作業,若前期刀具安裝偏差過大,會降低螺紋的精度。一般情況下,安裝刀具時對刀不準確,后期螺紋車刀的進給方向與水平位置產生偏離,直接造成整體螺紋成形的品質不合格。
標準的車刀對位如圖1。
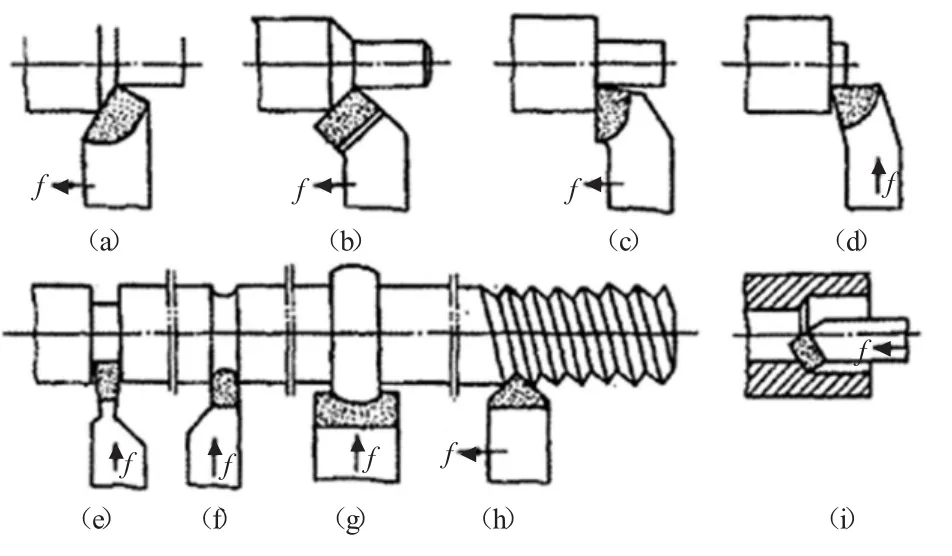
圖1 螺紋車刀的對位
3 車削螺紋的形狀公差檢測
螺紋是機械加工生產中常見的工藝方式,螺紋車削時對形位公差的控制,影響著整個工件的品質好壞。為了保證零件產品的品質,企業應要求技術人員加強形位公差的檢測控制,將每個流程的偏差,限定在最小范圍內。形狀公差是形位公差的基本構成,其檢測的內容包括:直線度、平面度、圓柱度、線輪廓度等。
(1)直線度。是表示零件上的直線要素實際形狀,維持在標準的直線狀態,車削螺紋需要檢測的直線度,是整個圓柱工件的中心線。安裝工件時,通過目測或儀器輔助測量的方式,判斷車床上的工件是否垂直。
(2)平面度。是表示零件的平面要素的具體形狀。工件圓形平面車削不精準,會影響螺紋的成形品質。檢測螺紋的平面度,應從工件的兩端進行,車削一層圓形平面后,要用測量儀檢測其平面度。
(3)圓柱度。是表示零件上圓柱面外形輪廓上的各點,對其軸線保持等距狀況。圓柱度的檢測難度較大,先要對毛胚料的圓柱度大致測量,實際加工時應定點定位測量,出現尺寸偏差,應盡快調整加工方式。
(4)線輪廓度。是針對加工零件的給定平面,任意形狀的曲線必須要保持在標準的狀態中。檢測線輪廓度的重點,是其公差值的大小,按照圖紙對非圓曲線的實際輪廓線的允許變動量作綜合測量。
4 車削螺紋的位置公差檢測
位置偏差是形位公差的另一個組成,形狀公差是相對于工件本身外形尺寸的標準程度而定,位置偏大則注重于相對位置的控制。檢測位置公差,不僅要考慮螺紋車削工件的位置變化量,也要顧及到工件組裝時配合公差的大小。目前,車削螺紋需要檢測的位置公差,有平行度、垂直度、傾斜度等指標。
(1)平行度。是零件上被測實際要素與基準保持相等距離的標準。檢測人員可通過測量螺紋外、中、內經的大小,并結合螺紋環規等工具,來判斷平行度。
(2)垂直度。垂直度測量需以中心軸為參考線,根據牙型、螺距等參數值,判斷垂直精度的高低。如:采用三針法測量螺紋的中經大小(如圖2),配合其他輔助工具,測量垂直度,綜合判斷螺紋車削的品質。
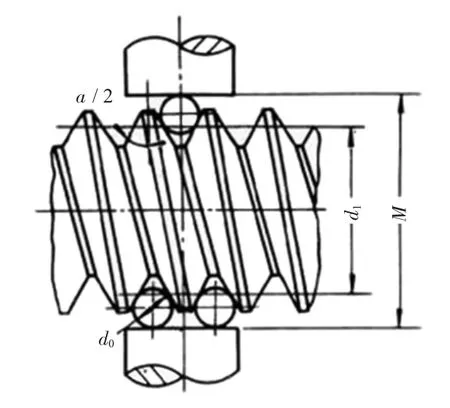
圖2 三針法測量中徑
(3)傾斜度。車削螺紋出現傾斜,必然會導致位置公差偏差過大,且齒間的厚度大小不一。可利用齒厚游標卡尺詳細測量,以工件的中心線為基準,分別選擇工件的兩端及中間位置測量,尺寸誤差未超標,則加工合格。
5 結束語
總之,螺紋車削是一項高精度的加工工藝,生產人員必須嚴格按照圖紙要求操作。同時,靈活運用各種測量儀器,對形位公差實時檢測,出現偏差超標應及時調整,以免尺寸偏差過大而造成工件報廢。
[1]何永華.基于數控程序編制的螺紋車削工藝及精度研究[J].工具技術,2009,(3):47-48.
[2]王祖金,梁建和.數控加工普通螺紋切削深度的計算與修正[J].裝備制造技術,2007,(11):23-24.
[3]葉正環.數控機床螺紋切削方法探討[J].鄂州大學學報,2008,(5):55-56.
[4]任 珺,李開龍.螺紋車削程序編制中的一些工藝參數的確定[J].廣西輕工業,2009,(5):17-18.
[5]劉舜堯,李 燕,鄧曦明.金工課程的改革與實踐[J].高等教育研究學報,2000,(4):21-22.
[6]徐 輝.關于數控車床上螺紋加工中從斷點進入的解決辦法[J].現代企業教育,2009,(16):45-46.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
