同側兩向順序抽芯機構在注射模中的應用——內、外兩向倒扣塑件注射模的設計
2012-02-18 08:35:32王傳杰
裝備制造技術 2012年4期
王 敏,王傳杰
(集美大學機械工程學院,福建 廈門 361021)
1 塑件工藝分析
塑件結構如圖1所示。材料為ABS,要求表面(包括型孔)光滑、手感好以及變形小。

圖1 塑件結構
由圖1可知,塑件為關于Z-Y面對稱的弧形曲面,且沿兩弧形曲面上各有一組較大面積的斜向群孔,該部分的成型與主型芯脫模和側抽芯均形成倒扣區。此外,罩體外表面前、后兩處有內凹,所以在模具設計時,應考慮以下幾個問題:
(1)如何解決斜向群孔脫模倒扣問題;
(2)側抽動作順序問題;
(3)澆口的選擇應有利于補料。
2 模具結構設計
由于塑件為關于Z-Y面對稱的曲面形狀,外表面前、后兩處內凹,故外曲面由哈夫滑塊成型,考慮到塑件頂部阻礙哈夫滑塊的水平抽芯和便于加工,塑件頂部成型采用獨立鑲塊,曲面上的斜向群孔采用斜向側芯成型。
2.1 分型面設計
根據塑件的結構特點、外觀品質要求、開模后塑件留在動模一側以及避免澆口直接連接到產品的外觀面等因素[1],使塑件突起面朝向定模、以塑件的凸緣底面作為分型面,采用一模兩腔,以提高生產率,分型與成型位置如圖2所示。

圖2 分型面示意圖
2.2 抽芯機構設計
斜孔的成型,通常采用上、下型芯對接法完成。此方法的成型存在形孔內有拼接痕及形孔表面品質差的情況。此外,群孔上、下型芯對接很難實現,因此斜向群孔的成型,應需要采用側芯完成。但斜向群孔與外曲面形成倒扣,使得兩部分的側抽不能同步,即斜側芯的斜向抽芯應獨立完成,且必須先于哈夫滑塊水平抽拔之前完成,否則二者脫模將發生干涉。因此,斜側芯的斜向抽芯機構的設計,以及兩步抽拔順序的控制,是模具設計的關鍵所在。
斜側芯的抽拔,屬于非水平側抽芯[2],實現非水平側抽,可采用液壓缸或機動機構,但上述兩種機構需要足夠的空間,造成模具結構復雜、制造成本增加、裝配與維修困難等問題,而且抽拔順序的控制難度大[3~4]。
考慮到群孔深度不大、斜向抽拔距離較小以及抽拔順序控制容易和可靠等因素,斜側芯抽芯機構采用一柱兩導滑塊機構,即斜側芯滑塊套在哈夫滑塊中,在一根斜導柱的作用下,斜側芯滑塊在哈夫滑塊中沿A面導滑完成斜向抽芯,如圖3所示。并用不同的間隙控制兩滑塊的抽拔順序,如圖4所示。

圖3 斜側芯滑塊斜向抽拔示意圖

圖4 抽拔順序示意圖
2.3 澆口設計
利用一模兩腔,使塑件表面盡量不留痕跡、澆口容易去除與熔接痕少,并考慮成型群孔的型芯將使熔體流動能量損失、料溫降低、影響補料以及使熔料流速在分流道得到緩沖料流、縮小模具尺寸和有利于排氣等諸多因素[5~6],采用側澆口形式、單一澆口進料。澆口位置如圖5所示。

圖5 澆注系統示意圖
2.4 冷卻系統設計
由于產品壁厚均勻,冷卻水道排列應與型腔形狀吻合,澆口處強冷。冷卻系統由定模板的循環水路、哈夫滑快的斜交叉水路和主型芯水柱這3個部分構成,以確保冷卻均勻。模具總體結構如圖6所示。
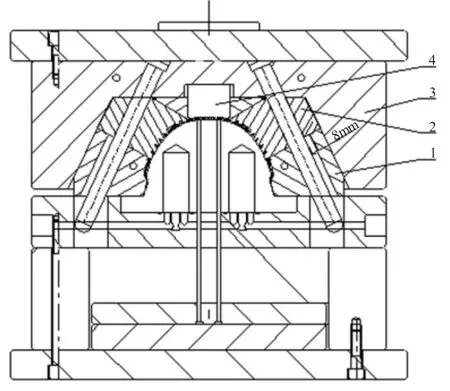
圖6 模具結構示意圖
3 工作過程
由于斜導柱與哈夫滑塊孔面有8 mm的預留間隙,開模時,斜側芯滑塊在斜導柱的作用下,首先沿哈夫滑塊的A面斜向滑動,實現斜側芯的斜向抽拔,使斜向群孔脫模。繼續開模后,當斜導柱與哈夫滑塊孔面接觸時,通過斜導柱作用,哈夫滑塊進行水平滑動,完成弧形曲面脫模。
4 結束語
該模具采用一柱兩導滑塊結構,解決弧形曲面及其曲面上非水平群孔的同一側上兩步、兩方向抽芯問題,通過一根斜導柱采用不同的預留間隙,解決兩步抽拔的先后順序問題。
[1]曾盛渠.手機顯示屏鏡片注射模設計要點[J].模具工業,2006,32(2):59-60.
[2]樊小蒲,鄭晨生.定模隧道型滑快在注射模中的應用[J].模具工業,2006,32(10):48-49.
[3]王永平.注射模設計經驗點評[M].北京:機械工業出版社,2005.
[4]劉吉兆.注射模澆口位置和數目的選擇[J].模具工業,2005,(3):45-48.
[5]章 飛.型腔模設計與制造[M].北京:化學工業出版社,2003.
