淺談平/槽輪鑄件的試制
2012-02-18 09:01:06沈陽
裝備制造技術 2012年4期
關鍵詞:工藝
沈 陽
(南通威和船用配件有限公司,江蘇 南通 226001)
船舶艙蓋用輪子是鑄件產品,南通威和船用配件有限公司無法獨自完成輪子的全部制造過程,必須借助供應商的力量,解決鑄造工藝問題。長期以來,一直為輪子的交貨和品質問題發愁,隨著訂單數量的不斷增加,這一矛盾越來越突出。本文闡述了平/槽輪鑄件試制的過程。
1 平/槽輪鑄件的試制的迫切需求
艙蓋用輪子,一直是威和公司的主打產品,因為輪子產品,還可以帶來其他相關產品的訂單。根據圖紙要求,輪子是鑄件(或鍛件)產品,公司無法獨自完成輪子的全部制造過程,必須借助供應商的力量解決鑄造工藝問題。長期以來,公司一直通過大連一家生產廠供貨。但是,由于輪子分布在各個訂單中,每個訂單的交貨期又不一樣,而我們的采購原則,是按訂單進行采購,形不成批量采購。因此,輪子生產廠家的意見很大,交貨難問題由此產生。而且,由于大連路途相對較遠,輪子在交貨過程中耽擱的時間較多,費用較大。公司質量部對輪子的品質控制也不方便,經常出現批量品質問題,造成了一些不良后果。
為此,我們一直為輪子的交貨和品質問題發愁。隨著訂單數量的不斷增加,這一矛盾越來越突出。2007年底,我們開始關注這一矛盾,并下決心對此進行改進。
在開發和研制過程中,遇到了許多問題。如表面砂眼、縮孔和縮松現象、沖擊值達不到要求、表面硬度不穩定等。為此,我們通過改變化學成份、熱處理工藝、機加工工藝、鑄造工藝、球化劑等方法,一一給予改進,逐步達到技術規范要求。
下面筆者將在開發和試制過程中遇到的問題及其解決方案進行匯總,以便今后工作中得以改進和提高,并以此來指導我們的工作和實踐。
2 平/槽輪鑄件的試制的工藝
2.1 平/槽輪鑄件基本信息
材料QT700-2;
珠光體含量≥90%;
硬度HB 240~305;
沖擊韌性≥4J。
2.2 鑄件在試制中出現的問題
(1)由于平/槽輪鑄件壁厚比較厚,在鑄造上屬于厚大類型的鑄件。在試制過程中,鑄件容易產生縮孔和縮松缺陷,嚴重的在表面都能出現縮凹的現象。同時由于鑄件冷卻速度慢,鐵水在型腔內的凝固時間長,容易在鑄件中產生球化衰退的現象。
(2)由于平/槽輪鑄件需要做常溫沖擊性能試驗,而且沖擊韌性必須≥4J,這在高牌號球鐵QT700-2的標準上是沒有的,國內也很少見到這方面的資料和報道,達到的難度相當大。
3 改進措施
3.1 材質試驗及機械性能的保證
首先,我們進行了材質試驗,保證其機械性能,主要是沖擊韌性達到圖紙規定的要求。
(1)化學成分的對比。各項指標如表1所列。

表1 材質試驗化學成分對比表 (%)
(2)工藝說明。爐料組成為低鈦生鐵220 kg,回爐料350 kg,廢鋼40 kg;球化劑種類為稀土球化劑,加入量為1.5%;隨流孕育為0.5%;出爐溫度為1 540℃。
(3)熱處理工藝。調質工藝曲線如圖1所示;正火曲線圖如圖2所示。

圖1 調質曲線圖
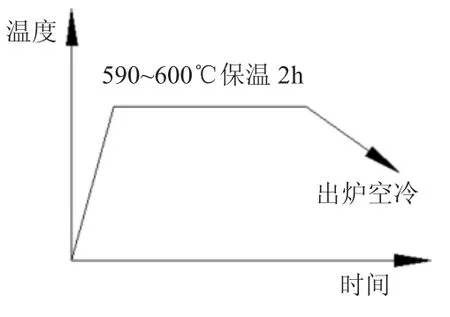
圖2 正火曲線圖
(4)試驗結果。無論是單鑄試塊的沖擊韌性還是附鑄試塊的沖擊韌性,都只有3J左右,與要求還相差較遠。為此,我們又進行了第二次和第三次的試制,對化學成分和熱處理工藝進行了調整,為了保證球化品質,我們選用了大斷面球鐵用的重稀土球化劑,從而保證了平/槽輪厚斷面的球化率,最終穩定地生產出了滿足沖擊韌性要求的產品。性能結果如表2所列。

表2 調整后的材質試驗結果表
3.2 改進鑄造工藝
針對鑄件的縮孔和縮松缺陷,在2010年6月份我們進行了多個方案的試制,主要有以下3個:
(1)第一方案。一是加高冒口尺寸45 mm,并將冒口頂面斜角由120°變為100°;二是冒口頂邊緣作出徑向9 mm寬的平面;三是連接試塊與零件的連接塊截面厚度,增加到30 mm,長度增加到100 mm;四是平輪兩冒口頸尺寸都增高10 mm。
(2)第二方案。一是加高冒口尺寸45 mm,并將冒口頂面斜角由120°變為100°;二是連接試塊與零件的連接塊截面厚度5 mm,另加3~4條10 mm×17mm筋條;三是平輪兩冒口頸尺寸都增高10mm。
(3)第三方案。是在第二方案的基礎上,在平輪的澆口、冒口鑄件的部位放置冷鐵,每個平輪需放置2塊冷鐵。根據零件大小確定放置不同規格的冷鐵,冷鐵規格根據輪子厚度分為40 mm、50 mm兩種。
(4)試驗結果。第一方案和第二方案,能夠完全解決槽輪內部的縮孔和縮松缺陷,但不能完全解決平輪的縮孔和縮松缺陷,平輪的縮孔和縮松缺陷在生產中還時有出現;
第三方案生產的平/槽輪鑄件,已經消除了縮孔和縮松缺陷,進行解剖后,斷面組織致密(如圖3所示)。
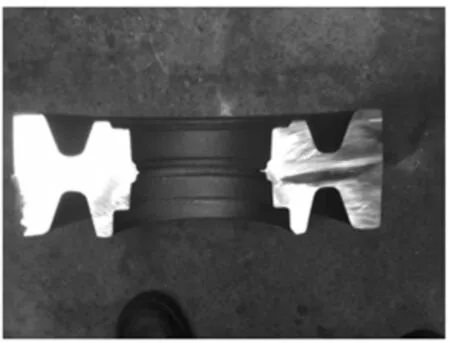
圖3 輪子斷面組織解剖圖
3.3 改進工藝措施的結論
通過采取一系列的工藝措施,徹底克服了平/槽輪的鑄造缺陷,解決了沖擊韌性低的問題,經過一年多的生產,平/槽輪的產品品質,得到了穩定的控制。
4 試制產生的效益
與某企業關于平/槽輪產品的合作試制成功,不但解決了公司平/槽輪產品的交貨期及其品質不穩定問題,也選擇到了更為優秀的合作伙伴,獲得了在這一領域競價采購的優質服務,降低了采購成本,為企業取得了更好的經濟效益。按采購成本價降低1元/kg計算,平均每個輪子降本約80元,年生產輪子約1.50萬只,可節省成本約120萬元,如果考慮以往遲交貨帶來的經濟損失,每年可節約成本約人民幣170萬元。
5 結束語
總之,通過這次實踐,我們更體會到了運用現代供應鏈管理理論來指導企業,特別是生產服務型企業采購實踐的重要性和必要性。供應商是企業供應鏈上十分重要的一環,其具有我們所不具備的資源和優勢,只有加強與供應商之間的合作,實現優勢互補,共享合作成果,我們的企業才能生產出更多、更好的產品,實現客戶利益最大化,為企業和社會做出更大的貢獻。
[1]趙益鋒,宋賢發.大型箱體球鐵鑄件的鑄造工藝[J].現代鑄鐵,2009,(1):
[2]孟慧洲,邊亞偉,鄭 蕾.23萬t運砂船用掛舵臂鑄造[J].萊鋼科技,2009,(2):
[3]王海瑞,李安銘,王錦永.鏈輪鑄造工藝設計及改進[J].熱加工工藝,2009,(13):
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
