針對VDF-850四軸立式加工中心的UG后置處理設(shè)計
2012-02-20 08:49:00廖劍斌
裝備制造技術(shù) 2012年5期
蘇 茜,廖劍斌
(廣西機電職業(yè)技術(shù)學院,廣西 南寧 530007)
隨著數(shù)控技術(shù)的不斷發(fā)展,多軸數(shù)控機床技術(shù)應(yīng)用越來越普遍,一些實際零件產(chǎn)品的復(fù)雜程度與難度的增大,使傳統(tǒng)的手工編程已無法滿足現(xiàn)有加工需求,越來越多的CAD/CAM軟件應(yīng)用于實際生產(chǎn)加工。然而不同的機床結(jié)構(gòu)及數(shù)控系統(tǒng),又會對程序格式有不同的要求。
利用CAD/CAM軟件的后置處理模塊,根據(jù)機床的結(jié)構(gòu)特點和數(shù)控系統(tǒng)的控制原理,進行后處理文件的定制開發(fā),可生成直接應(yīng)用于數(shù)控機床的后置處理程序。
1 NX后處理構(gòu)造器(Post Builder)簡介
NX后處理構(gòu)造器是UG軟件提供的一個非常方便的創(chuàng)建和修改后處理文件的工具,用戶可以通過NX后處理構(gòu)造器圖形界面的交互方式,定義一些機床參數(shù),如機床結(jié)構(gòu)、各軸運動方向、運動范圍、運動方式、數(shù)據(jù)的精度、擺軸長度及旋轉(zhuǎn)軸等,建立針對不同結(jié)構(gòu)機床的NC程序格式和輸出內(nèi)容。圖1所示為進入UGNX后處理構(gòu)造器(UGPost-Builder)的界面。

圖1 后處理構(gòu)造器
采用NX/后處理構(gòu)造器建立后處理文件的一般過程,如圖2所示。

圖2 定制后處理文件的過程
2 VDF-850四軸聯(lián)動立式加工中心后處理的構(gòu)建
下面以VDF-850四軸聯(lián)動立式加工中心為例,說明四軸機床后置處理程序的構(gòu)建過程。
2.1 VDF-850四軸機床的相關(guān)參數(shù)
機床的結(jié)構(gòu)特點及各運動軸參數(shù),是后處理內(nèi)容的核心,而機床的控制系統(tǒng),則決定了輸出NC程序中G代碼的格式。因此,在進行機床后處理程序構(gòu)建之前,必須充分了解機床的結(jié)構(gòu)參數(shù)和控制系統(tǒng),才能保證運行后處理程序時,能滿足機床安全性及符合系統(tǒng)兼容性的要求。
VDF-850四軸機床配HNC-22M數(shù)控系統(tǒng),采用三軸直線機床加第四軸數(shù)控回轉(zhuǎn)臺的形式,工作行程X軸為850 mm,Y軸510 mm,Z軸為510 mm;
A軸 -99999.999°~99999.999°;
工作臺面1 000 mm×500 mm;
主軸轉(zhuǎn)速60~8 000 r/min;
功率11 kW。
2.2 后置處理程序的制作
2.2.1 機床基本類型的參數(shù)設(shè)定
(1)啟動NX/后處理構(gòu)造器程序,新建后置文件,按圖3設(shè)置以下參數(shù)。
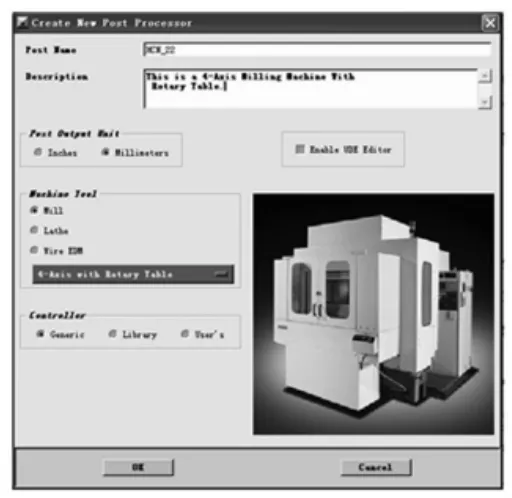
圖3 新建后置文件
其中,
Post Output Unit為后處理輸出單位,根據(jù)實際加工情況選擇Millimeters(公制);
Machine Tool為機床類型,選擇“Mill”。
此時,在該選項下方,有一條下拉式菜單,用來選擇機床的子類型,根據(jù)機床結(jié)構(gòu)類型選擇4-Axis with Rotary Table(帶回轉(zhuǎn)臺的4軸機床)。
(2)設(shè)置機床的運動參數(shù)。
其一,是按圖4設(shè)置機床的一般參數(shù)。選擇“Machine Tool”標簽中的“General Parameters”頁面,根據(jù)機床手冊上設(shè)定的工作行程設(shè)置Linear Axis Travel Limits(機床線性軸的移動極限)以及Traversal Feed Rate(快速進給率極限參數(shù))。
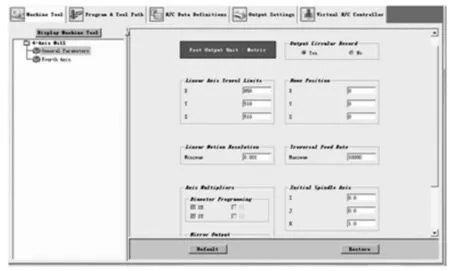
圖4 設(shè)置機床的一般參數(shù)
其中,Linear Motion Resolution為直線插補最小分辨率,按照實際機床的最小移動量設(shè)定該數(shù)值為0.001。
其二,是設(shè)置第四軸參數(shù)(如圖5所示)。在Fourth Axis頁面中,“plane of rotation”(第四軸旋轉(zhuǎn)平面)根據(jù)機床結(jié)構(gòu)設(shè)為YZ,轉(zhuǎn)軸字頭按照機床系統(tǒng)設(shè)為A,為防止A軸超程,Axis limits(A軸的極限轉(zhuǎn)角)最小值設(shè)為-99999.999、最大值為99999.999;公差為0.001,最小旋轉(zhuǎn)角度為0.001,其余參數(shù)保持原有的默認值,不作修改。

圖5 設(shè)置第四軸參數(shù)
2.2.2 定義與控制系統(tǒng)相關(guān)的參數(shù)
UG后處理的機床運動參數(shù),確定了機床的運動學,保證輸出NC程序加工產(chǎn)品的準確性;而與控制系統(tǒng)相關(guān)的參數(shù),決定了輸出NC程序的G代碼格式,保證其與機床控制系統(tǒng)的兼容性。這些參數(shù)包括:Program and Tool Path(程序和刀軌)、NC Date Definition(NC數(shù)據(jù)格式)、Output Setting(輸出設(shè)定)等。
(1)程序頭設(shè)置。
其一,設(shè)置程序名。在Program&Tool Path-Program-Program Start Sequence中,單擊下拉箭頭新增Operator Message指令,再單擊Add Block(加程序行)把新增的Operator Message拖拽到%下面,在Operator Message中輸入$mom_output_1234(其中“1234”為自定義的程序文件名),如圖6所示,這樣后置處理輸出的程序名格式就會是:%1234。
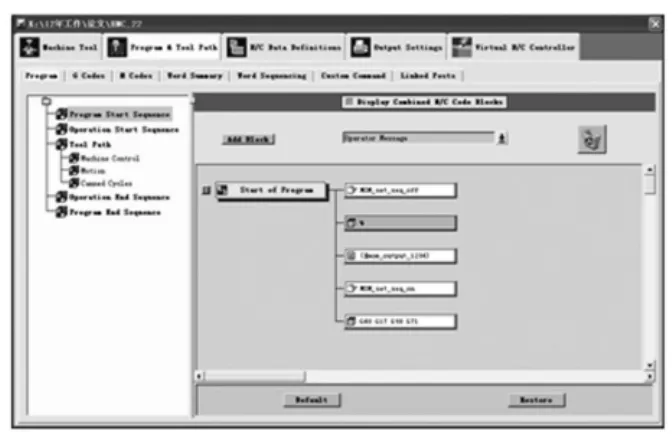
圖6 設(shè)置程序名
其二,設(shè)置程序頭格式。用鼠標左鍵單擊“G40G17G90G71”,將 G71、G17刪除,從下拉箭頭中選擇 G_adjust→G49 、G_motion→G80,通過添加到程序格式中,單擊右鍵,將G49、G80設(shè)置為Force Output;從下拉箭頭中選擇 G→G-User Defined Expression,通過添加到程序格式中,在彈出的“expression”對話框中輸入“64”,這樣在后置程序中就會有“G64”指令,該指令為連續(xù)切削方式,在加工曲面時可使曲面平滑。如圖7所示。

圖7 設(shè)置連續(xù)切削方式
在“Operation Start Sequence”里通過在里添加G54定義坐標系指令(如圖 8)。

圖8 設(shè)置坐標系指令
其三,取消自動換刀。如圖9所示,將“Auto Tool Change”刪除。
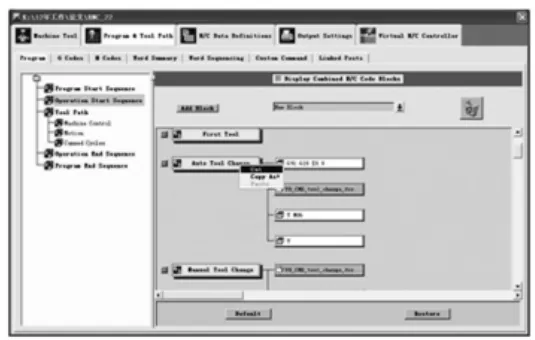
圖9 取消自動換刀
其四,為了保證操作者在加工過程中不會用錯程序,添加以下文本輸入到對話框中,用于顯示刀具信息:MOM_output_literal“(ToolName:$mom_tool_name)”(如圖 10)。
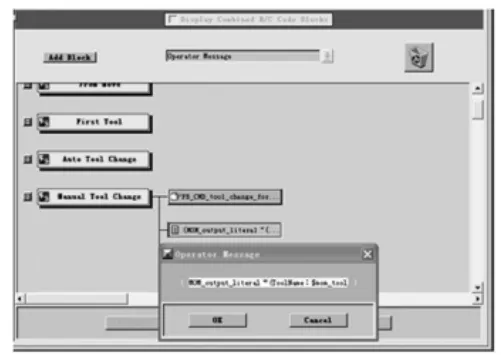
圖10 設(shè)置顯示刀具信息
(2)設(shè)置刀具路徑參數(shù)。
其一,設(shè)置打開冷卻液功能:在“Tool path-machine control–coolant on”添加“M07”;
其二,設(shè)置直線運動,Linear Move中移除多余的M03 S等指令;
其三,設(shè)置圓弧運動格式。默認圓弧是用IJK的形式編程,現(xiàn)將圓弧編程改為R編程形式,把IJK去掉,添加R,把G90,S去掉,由于不能用R的形式編寫整圓程序,所以將“circle record”改為“quadrant”,即1/4圓弧,如圖11所示。

圖11 設(shè)置圓弧運動格式
(3)設(shè)定程序結(jié)束前的機床動作,關(guān)閉冷卻液及主軸停止,Z軸回到參考點(如圖12)。

圖12 設(shè)定程序結(jié)束前的機床動作
(4)定制小數(shù)位數(shù)防數(shù)據(jù)溢出。可以通過在“Program&Tool Path-Word Summary”中修改XYZ的fraction值,控制小數(shù)點后的數(shù)字位數(shù)為3位,防止數(shù)據(jù)溢出導致機床報警(如圖13)。

圖13 定制小數(shù)位數(shù)防數(shù)據(jù)溢出
(5)定制計算加工時間。為方便編程者及操作工安排工作進程,可以通過在程序中添加文本“global mom_machine_time MOM_output_literal”;(Total Operation Machine Time:[format"%.2f“$mom_machine_time]min)”,使在后置處理程序中顯示加工時間(如圖14)。

圖14 設(shè)置顯示加工時間
(6)定制程序尾。如圖15中,把“MCode”中的“Program End”中的“02”改為“30”,這樣程序就會以M30結(jié)束,而不是M02。

圖15 定制程序尾
(7)定制程序文件后綴。為了使生成的程序后綴名默認為“.nc”,點擊Output Settings中Other Options子頁,在N/C Output File Extension欄中輸入nc(如圖16)。

圖16 定制文件后綴
(8)設(shè)置虛擬NC控制器。在“Virtual N/C Controller”里勾選“Generate Virtual N/C Controller”,若不勾選此項,則會在進行后處理時出現(xiàn)如圖17所示錯誤,導致無法生成后處理程序。

圖17 未設(shè)置“虛擬N/C控制器”出現(xiàn)的錯誤提示
所有參數(shù)設(shè)置完成之后,以“VDF-850”命名保存退出,在保存目錄下會生成這3個文件,分別是:VDF-850.def、VDF-850.tcl、VDF-850.pui。
為了避免每次進入UG進行后處理刀軌時,都必須瀏覽后處理文件保存的位置,通過以下方法,可直接從機床列表中選擇后處理:分別將以上3個文件復(fù)制到UG安裝目錄中的如下位置“盤符:UGSNX 6.0MACH esourcepostprocessor”;用記事本打開該目錄下的文件“template_post.dat”,加入語句:
VDF-850,${UGII_CAM_POST_DIR}VDF-850.tcl,${UGII_CAM_POST_DIR}VDF-850.def保存修改過的文件(如圖18)。
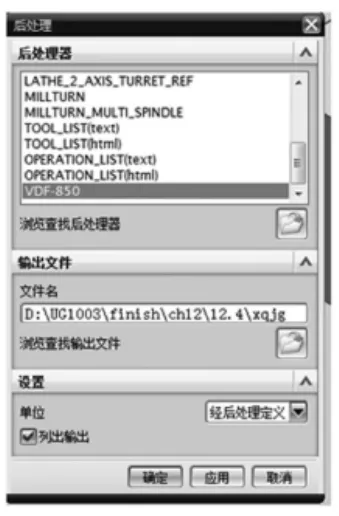
圖18 加入了VDF-850的UG后處理對話框
3 后處理程序的驗證
如圖19所示,采用UG多軸加工模塊對圖示葉片零件進行加工,產(chǎn)生刀軌。
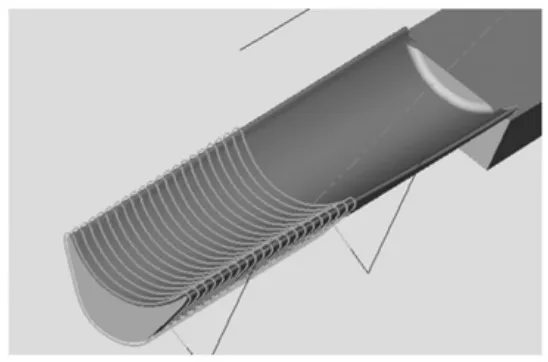
圖19 加工葉片零件
刀軌生成后,選擇已經(jīng)編寫好的后置處理文件(VDF-850)產(chǎn)生NC程序如下:
%1234
G80 G90 G40 G49 G64
G91 G28 Z0
S1000 M03
(ToolNAME:FLAT14-H DIA=14.CR=0.0)
G54 G90 X0 Y0 A0.0
G43 G00 Z50 H01
G00 A73.657
X-284.976 Y59.016
Z23.567
M07
Y9.741 Z38.016
Z28.016
G01 Z18.016 F350.
Y12.962 Z18.083 A73.979
Y18.451 Z18.228 A74.492
……
X-185.189 Y6.508 Z17.973 A428.679
X-185.191 Y11.18 Z18.012 A428.972
Z28.012
G00 Z38.012
G91 G28 Z0
M05 M09
M30
%
(Total Operation Machine Time:93min)
應(yīng)用VDF-850機床對產(chǎn)生的程序進行切削加工,驗證了程序的正確性和實用性。
4 結(jié)束語
本文介紹了通過設(shè)置NX后處理構(gòu)造器中的刀具路徑參數(shù)、圓弧運動方式、小數(shù)點溢出位數(shù)等參數(shù),針對實際機床結(jié)構(gòu)及數(shù)控系統(tǒng)的特點,為四軸立式加工中心定制后置文件的過程,對廣大UG使用者靈活應(yīng)用NX后處理構(gòu)造器,構(gòu)建符合實際情況的四軸機床優(yōu)化程序,以充分發(fā)揮數(shù)控機床的功能,提供了一定幫助。
[1]武漢華中數(shù)控股份有限公司.HNC-21M世紀星銑削數(shù)控裝置操作說明書[K].武漢:武漢華中數(shù)控股份有限公司,2006.
[2]張 磊.UGNX6后處理技術(shù)培訓教程[M].北京:清華大學出版社,2009.
[3]武漢華中數(shù)控股份有限公司.華中世紀星編程說明[K].武漢:武漢華中數(shù)控股份有限公司,2006.
[4]趙世田,孫殿柱.基于UG/POST加工中心專用后置處理器的研發(fā)與應(yīng)用[J].山東理工大學學報,2005(5):56-60.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
今日農(nóng)業(yè)(2020年20期)2020-12-15 15:53:19
人大建設(shè)(2019年12期)2019-05-21 02:55:44
能源(2018年10期)2018-12-08 08:02:48
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
能源(2016年10期)2016-02-28 11:33:30
沈陽醫(yī)學院學報(2015年1期)2015-12-27 13:44:40
醫(yī)學教育管理(2015年3期)2015-12-01 06:43:16
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
