某型機主起落架輪艙梁數字化的高效創新加工
2012-02-20 09:07:46劉川烈
裝備制造技術 2012年4期
關鍵詞:變形
劉川烈
(中航工業沈飛工業集團數控加工廠,遼寧 沈陽 110850)
模鍛件一直是數控加工零件中的“瓶頸”,由于其毛料的特殊形式,需多次翻面加工,隨時倒動壓板,加工效率低,加工品質不穩定,工人勞動強度大。
1 零件用途
某機型主起落架輪艙梁,是該飛機上的一項重要零件,在主起落架輪艙組件中起著重要的支撐作用,為該組件的主要承力構件,是起落架組件中的重要零件之一。見圖1,圈中即為主起落架輪艙梁。
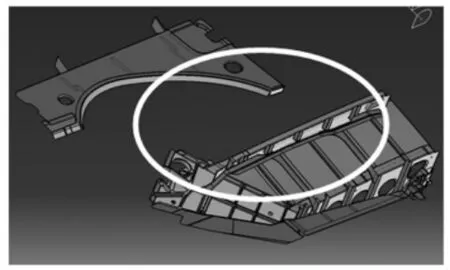
圖1 主起落架輪艙組件圖
2 零件分析
2.1 毛料信息
零件的材料牌號為2D70-T6,材料標準為11-CL-029B,模鍛件,鋁合金模鍛件材料的特性是切削性較好,但變形較大。
2.2 加工公差
加工厚度尺寸的極限偏差為
δ=(1.9~2.5)mm 時,(+0.1/-0.2)mm;
δ=(2.6~3.0)mm 時,(+0/-0.3)mm;
δ=(3.6~18)mm時,(+0/-0.5)mm。
其余未注尺寸公差按HB5800-1999。
3 加工方案
3.1 數控設備的選擇
零件的兩端型面角度為32°,內外形的幾處下陷角度33°,其余各個部分角度都不是很大,綜合考慮現場設備的機床剛性、加工精度、最大角度等各方面參數,選擇藍寶地機床,對于零件兩端型面可采用行切方式加工,外形閉角下陷可采取在另外一側單獨補加工,內形閉角下陷余量較小,可鉗工去除。
3.2 加工工藝方案的制定
在模鍛件的加工中,由于其材料易變形,因此工藝方案的制定,必須在控制變形的基礎上,再考慮其他要素。
一般的模鍛件都采取“一面粗銑→翻面粗精銑→再一面精銑”的比較常用的加工方案。一些變形較大零件,為了消除變形甚至采取更多次的翻面,這種加工方案的最大弊端,是效率低,工人勞動強度大。
針對主起落架輪艙梁的具體情況,最有效率的加工方式,就是一次翻面。但是,這樣存在一定風險,必須對零件進行詳細分析,論證其可行性,結果如下:
(1)有利方面:
一是從零件結構上看,穩定性較好,腹板上的筋條較多,成規則的網狀結構,對零件的變形有很好的抵御作用;
二是零件腹板的最小厚度為5 mm,緣條的厚度為5~7 mm,筋條的最大厚度8 mm,較大的厚度決定了零件有較好的剛性。
(2)不利方面:
一是一次翻面加工去除余量太大,應力原因必然導致零件變形;
二是零件一端的開口部分在,切斷后應力的釋放最為劇烈,是整個零件最易變形的地方,控制開口部分的變形,是控制整個零件變形的關鍵之處。
通過對零件的整體分析,認為如果工藝安排合理,措施得當,完全可能把變形控制在合理范圍內,因此,采取一次翻面加工方式。
3.3 零件的裝夾定位
針對零件模鍛件毛料的具體形式及加工流程,申請了2套工裝。第一套工裝以2-Φ18H9定位孔及毛料筋高平面定位,第二套工裝以2-Φ18H9定位孔及已加工腹板面定位。
3.4 裝配對零件提出的要求
在主起落架輪艙組件的裝配中,主起落架輪艙梁的兩處緣條外形、兩端外形是裝配基準,內形封閉槽及兩處內形有重要裝配要求。如圖2

圖2 主起落架輪艙梁裝配要求
3.5 刀具的選擇
零件加工中刀具的選擇,依然遵循粗加工時盡量選擇較大的刀具,半精加工與精加工選擇與零件結構相近的刀具。這里粗加工選擇直徑為Φ 30 mm的刀具,提高效率。
在半精加工、精加工中,選擇直徑為Φ 20 mm銑刀,在余量不大的情況下,Φ 30 mm銑刀與Φ 20 mm銑刀軌跡一樣,選擇Φ 20 mm銑刀是為了給轉角留更少的余量,以便清轉角。
在主起落架輪艙梁的加工中,多次應用了Φ 8 R4 mm銑刀(國球刀),因為在零件中存在大量的不規則結構,如內形閉角區、傾斜腹板、轉角R4 mm等。
由于寬度14 mm、深度52 mm封閉槽的存在,選用Φ 10 R4 mm銑刀。
零件一端的大孔與內形之間的閉角區域,最小處間隙僅有6.25 mm,這處結構是整個零件加工刀具選擇最難的地方,綜合考慮各方面因素,選用Φ 6 R3 mm銑刀。
3.6 加工難點
在主起落架輪艙梁的加工中,存在以下較難加工的地方,見圖3。
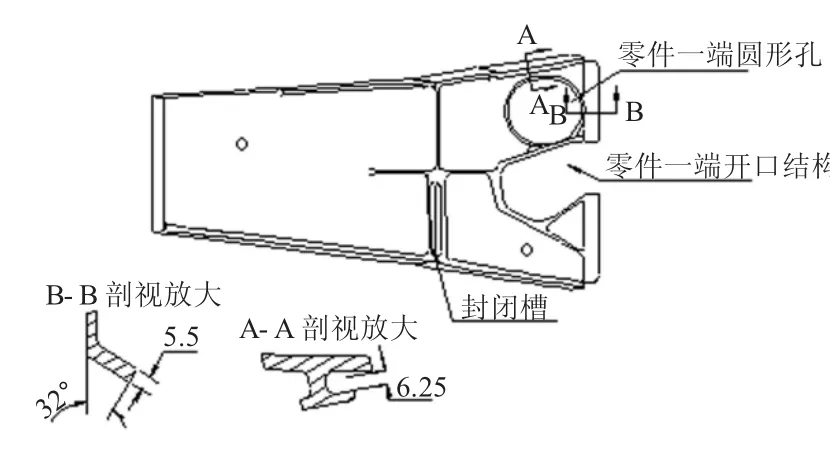
圖3 主起落架輪艙梁加工難點示意圖
(1)以零件一端的開口部分為代表的零件變形控制,以及翻面加工零件“弓起”的處理。
(2)零件一端的大孔與內形之間的閉角區域最小處間隙,僅有6.25 mm,既保證零件的加工品質,又不傷及零件,是加工過程的控制點之一。
(3)在寬度僅為14 mm,深度為52 mm封閉槽的加工中,既保證加工零件加工品質與刀具的安全,又要保證兩面加工無接刀。
(4)由于零件開口處更易變形,因此開口處的大孔兩面接刀的處理,是另一難點。
(5)開口處傾斜腹板結構復雜,需要多次加工,既保證腹板厚度,又保證去除殘余時與腹板面接平。
(6)開口處一端與毛料連接處寬度5.5 mm,角度32°,切斷時如何保證零件不顫動,是又一難點。
3.7 加工難點的解決措施
針對以上加工難點,采取以下措施予以解決:
(1)對整個零件進行粗加工、半精加工、精加工,做大限度地釋放應力。零件一端的開口部分在粗銑階段,就將開口完全銑開,使之充分變形,在零件正面的余量已基本去除的情況下,再進行精加工,保證精加工后變形可控。
(2)在第一面加工結束后,由于去掉了大量的毛料,必然導致零件“弓起”,給第二面的加工帶來困難,這時只需將零件壓平即可,粗加工后“弓起”基本消除。
(3)在主起落架輪梁的數控加工部分中,最危險的部分就是此處。考慮零件結構的特殊性與刀具剛性,在現有的刀具中選擇Φ 6 R 3 mm球頭銑刀。
(4)為了保證刀具的剛性及在銑切區域有一定的活動空間,選用Φ 20 R 4銑刀,軸向切深3 mm。在第二面加工時,要求腹板面與工裝貼合完好,以保證零件的實際位置與理論相符合。
(5)傾斜腹板是零件最邊緣處,結構性復雜,穩定性差。我們采取預留光刀程序單個保腹板,最后逐個清轉角的辦法。
(6)零件開口處結構的切斷處為厚度5.5 mm、長度115 mm,與腹板面成32°的兩個傾斜面。32°超出了藍寶地機床的角度范圍,由于其結構特殊,無法常規去除,因此采取Φ 20 R1 mm銑刀行切,底面留1 mm余量連接的辦法解決。
3.8 內形閉角下陷及外形角度下陷的加工
零件內形存在3處閉角下陷及1處外形角度下陷。由于機床角度的原因,數控無法加工。對于內形閉角下陷,按與外形開角下陷平行尺寸加工;外形下陷,按劃線尺寸加工。
4 數控程序的編制
4.1 刀具運動軌跡的編制
在粗加刀階段余量較大,因此粗加工階段刀具徑向最大步距15 mm,軸向切深5 mm。在半精加工及精加工階段,為了獲得更好的表面品質及保證零件尺寸,加工底面時刀具徑向步距10 mm,軸向切深1 mm,加工側面時,軸向切深5 mm。
4.2 刀具參數的選擇
在零件加工中,刀具參數的選擇按數控程序無人工干預的要求設置,所有程序的參數不需工人干預,即可達到優質高效的要求。詳見表1。

表1 加工刀具選擇及切削參數數值
4.3 轉角降速
在零件加工過程中,為了使銑切過程更加順暢,同時也按照程序無人工干預的要求,需要在程序銑切零件轉角時自動降速,因此在程序編制時,設置轉角降速。
4.4 編程容差設置
對于粗加工,為了提高效率,容差(Tolerance)設為加工余量的1/5~1/3。精加工是最終加工,為了保證零件尺寸和表面光潔度,容差一般設為0.01~0.02 mm。
5 結束語
通過對現場加工零件的統計,一般零件準備時間占據了零件總工時的很大比例,模鍛件就體現得更加明顯。
在主起落架輪艙梁的加工中,效率較之以前類似零件有非常明顯的提高,原因歸納如下:
第一是零件加工方式的轉變。由多次翻面加工,轉為一次翻面加工,62 mm×390 mm×770 mm的外廓尺寸,在模鍛件中是較大的零件,能實現一次翻面加工完,大大提高了效率,縮短生產周期,減小工人勞動強度。在工藝流程設計上是一個創新,一個大的進步,為類似零件的加工提供了重要的參照。
第二是工藝安排合理。模鍛件由于其結構的特殊性,導致在加工過程中需要頻繁倒壓板,另外由于其零件變形,在加工過程中精銑內形時需要保證緣條厚度。經過細致分析,合理安排加工順序,減少倒動壓板次數,并對銑內形程序進行拆分,單獨編制保證緣條厚度的內形程序,方便了零件的加工。
通過主起落架輪艙梁的加工,使我們對模鍛件的加工方式有了更深的了解,對后續的模鍛件加工有一定的借鑒意義。
[1]唐世林,柯吉友.機械加工技術[M].北京:北京理工大學出版社,2009.
[2]張建中.機械制造工藝學[M].北京:航空工業出版社,2000.
[3]張 玉,劉 平,等.幾何量公差與測量技術[M].沈陽:東北大學出版社,2003.
[4]龐麗君,尚曉峰,等.金屬切削原理[M].北京:國防工業出版社,2009.
[5]柴增田.金屬工藝學[M].北京:北京大學出版社,2009.
[6]GB5800-1999,一般公差[S].
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
