發動機缸孔珩磨網紋評定及常見網紋問題解析
2012-02-20 09:07:48商成超趙興龍
裝備制造技術 2012年4期
關鍵詞:溝槽
商成超,趙興龍
(上汽通用五菱汽車股份有限公司 發動機制造部,廣西 柳州 545007)
缸孔經過鏜削后,為提高形狀精度和降低表面粗糙度,更好地提高發動機的性能,一般還需要經過粗珩、半精珩、平臺珩共3次珩磨。其中,?粗珩主要是形成正確的幾何形狀,如圓柱型孔和適合后續加工的表面粗糙度,半精珩過后形成均勻的交叉網紋,平臺珩削去精珩后的波峰,在孔壁形成平臺斷面。
缸孔珩磨后的表面品質,需要通過珩磨網紋參數來評定和控制。在眾多評定理論中,Abbott-Firestone曲線(輪廓支撐長度率曲線)應用最為廣泛。其用粗糙度輪廓深度的函數,表達輪廓支承度率的增長,結合缸孔表面平臺網紋自身的特點及缸孔工作狀況,確立了各項網紋參數指標。
這些指標可以對缸孔表面的網紋分布、磨合性能、潤滑性能等使用性能進行的量化分析,準確的評定珩磨后缸孔的表面品質。
1 Abbott-Firestone曲線的作圖方法及理論基礎
1.1 Abbott-Firestone曲線介紹
在平面直角坐標系中,橫軸表示支撐率(從0%~100%),縱軸表示截距,縱軸的零點對應輪廓高度的最大峰頂線,不同截距線對輪廓曲線進行分割,計算出這些截距的tp值,在坐標系上描出其位置,將這些點圓滑的連接起來,就得到了Abbott-Firestone曲線,如圖1所示。

圖1 半精珩和平臺珩后網紋波形圖
1.2 參數定義及對發動機性能的影響
輪廓支撐長度率為40%的切線,將曲線分成3個區域:波峰區,中心區,波谷區。通過一組基于輪廓支承長度率曲線的參數(如圖2所示),結合缸孔實際工作情況,評定珩磨后缸孔表面網紋品質。
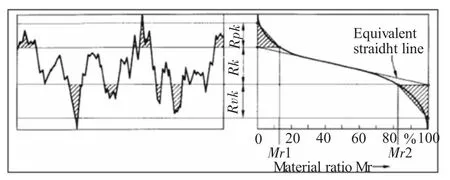
圖2 輪廓支撐長度率曲線
(1)Rpk簡約峰高,即輪廓峰的平均高度。當發動機開始運行時,這一部分將很快被磨損掉,被磨損的時間,即發動機的磨合時間。
(2)Rk核心深度,即輪廓峰和輪廓谷之間的輪廓深度。是缸孔與活塞長期的工作表面,該參數的大小,直接影響發動機的運轉性能和使用壽命。
(3)Rνk簡約谷深,即輪廓谷的平均深度。可理解為深入工件表面的溝槽深度,發動機工作時,溝槽儲油,并形成油膜,提高了缸孔的耐磨性能,也能大幅度降低油耗。
(4)Mr1輪廓支承長度率,可理解為輪廓峰部分占整個輪廓的百分比。其值是缸孔進入長期工作表面的上限值。
(5)Mr2輪廓支承長度率,可理解為輪廓峰與核心輪廓部分占整個輪廓的百分比。其值是缸孔進入長期工作表面的下限值,其數值的大小,不但決定了磨損量,還決定了深溝槽的貯油、潤滑能力。
圖中參數的確定,需要使用一條回歸線,回歸線的40%以上的部分是tpc曲線上的點構成,回歸線在縱坐標方向上的差值平方最小,回歸線與縱軸兩交點之間的垂直距離,即為核心粗糙度深度Rk,兩交點對應的截線位置即為Mr1、Mr2對應的截線位置。
2 珩磨后表面網紋參數的調整方法
2.1 Rpk超差
Rpk超上差,可能是平臺珩的壓力小,或者平臺珩的時間短,可加大平臺珩壓力和增加平臺珩的時間來解決,但也有可能使得Mr1超差。如果Rpk超差的同時,Rz、Rνk、Rk都較大時,可適當地減少半精珩的時間來減小Rpk值。Rpk超下差,可能是平臺珩壓力過大,或者平臺珩時間過長,也可能是半精珩壓力過高、半精珩的砂條硬度過高。
2.2 Rk超差
Rk超上差,即Mr1和Mr2的截距差過大了,其主要原因是平臺珩的壓力小,或者平臺珩的時間短,也可能是半精珩的壓力過高,溝槽數量過多,間接地說,就是砂條濃度高或砂條基體軟。Rk超下差,即Mr1和Mr2的截距差過小了,其主要原因是平臺珩的壓力大,或者平臺珩的時間長,也可能是半精珩的壓力過低,溝槽數量過少,間接地說是砂條濃度低或砂條基體硬。
2.3 Rνk超差
Rνk超上差,說明半精珩的壓力過高,砂條基體軟或者粒度大。Rνk超下差,說明半精珩的壓力過低,砂條基體硬或者粒度小。
2.4 Mr1超上差
主要原因是平臺珩的壓力過大,或者平臺珩的時間過長。
2.5 Mr2超差
Mr2超上差,因為Mr2是某一點的tp值,也就意味著在這個切割深度時,溝槽的總寬度較小。可通過增大半精珩壓力或者減小平臺珩壓力和時間來解決。Mr2超下差,意味著在這個切割深度時,溝槽的總寬度較大。可通過減小半精珩壓力或者減增加平臺珩壓力和時間來解決。
以上對于各個網紋參數的超差調整,做了簡要的、指導性的分析,在實際加工過程中,情況復雜,需結合具體情況進行綜合分析。
3 生產中常見的網紋參數超差問題
從生產的經驗來看,珩磨后網紋參數達不到要求的原因較多,如砂條、珩磨過濾系統、在線測量的反饋系統等問題,以及珩磨余量、珩磨時間、漲刀壓力等加工參數等設置不合理,都會導致珩磨后網紋參數達不到要求,下面列舉一些常見的問題進行說明。
3.1 砂條
(1)珩磨砂條太軟,平臺珩時磨粒易脫落,拋光作用差。砂條太硬,已磨耗的磨粒不易脫落,自銳性不良,砂條表面易堵塞,切削性能低甚至消失,工件表面品質差。圖3為過硬的平臺珩砂條珩磨后的缸孔表面網紋測量結果。從網紋圖形可看出,平臺珩沒有發揮其有效的切削性能,導致Rz、Rνk等超上差。
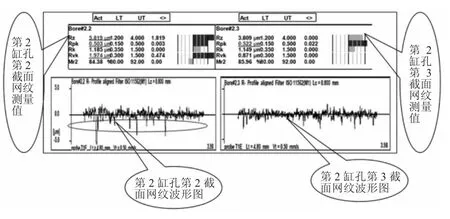
圖3 砂條自銳性差導致網紋參數不合格測量數據
(數據中Act表示粗糙度的實際測量值,LT表示該粗糙度的下公差,UT表示該粗糙度的下公差,<>標識超差量。文章中的其他網紋測量數據,可參考圖3的文字說明)
圖4為平臺砂條存在較大未脫落的砂粒,致珩磨后缸孔表面有深刮痕。
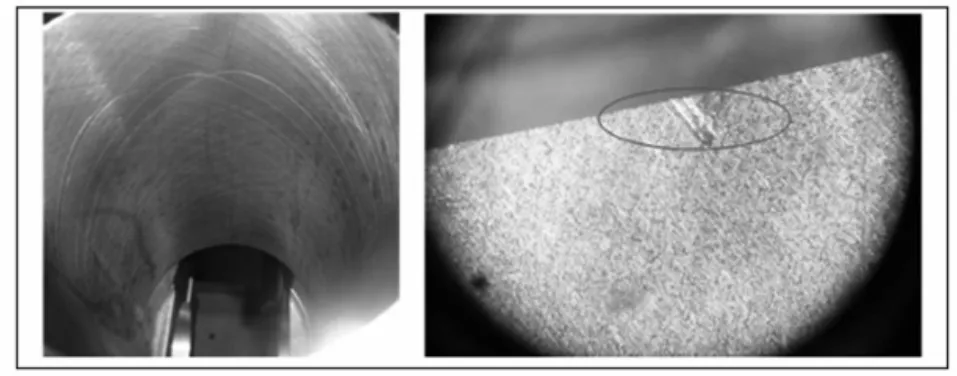
圖4 缸孔表面有深刮痕照片;顯微鏡觀察下的平臺珩砂條存在較大砂粒未脫落照片
(2)砂條結合劑選擇不合理。目前常用的粘合劑,有樹脂結合劑和青銅結合劑。前者主要用于低粗糙度珩磨,因易受堿的侵蝕,珩磨時應避免用含堿的冷卻液。后者強度高,耐磨性好,自銳性較差,用于脆、硬材料或韌性材料的粗珩。
(3)砂條粒度不夠細,或粒度牌號不準。珩磨砂條有金剛石砂條或碳化硅砂條,選用時主要根據加工材料以及粗糙度要求,選擇合適的砂條粒度。比如半精珩/平臺砂條粒度為D76/D30的情況下,珩磨后缸孔表面粗糙度滿足 Rz 1.2~4.0 μm,Rpk 0.5~0.15 μm,Rk 0.35~1.5μm,Rνk 0.3~1.5 μm的要求。
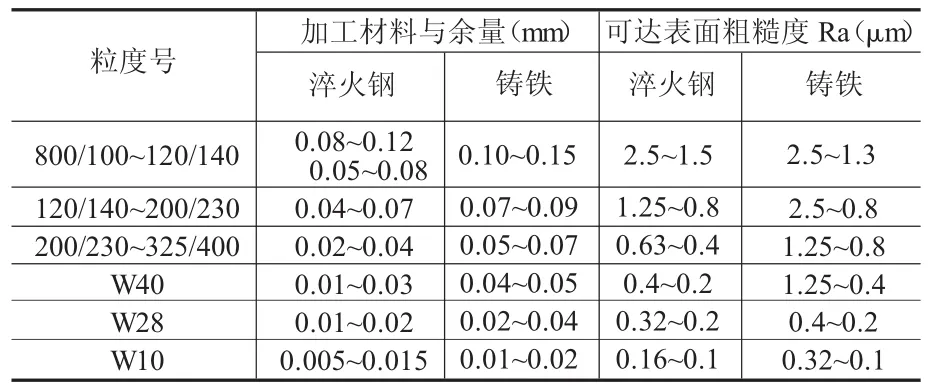
表1 砂條粒度與產品表面粗糙度對應關系參照表
(4)砂條修整、規圓后的直線度、圓柱度不好。如圖5-1所示為平臺珩規圓后砂條的直線度為0.03 mm(要求控制在0.01 mm以內),導致珩磨過程中砂條部分位置未參與切削,對峰頂去除效果不好,部分位置半精珩后的溝槽還很深,導致Rz超上差、支撐率Mr2超下差;圖5-2所示為正常珩磨網紋測量數據。
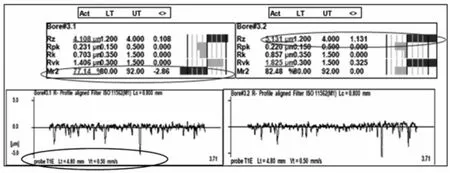
圖5-1 砂條規圓后直線度不好導致網紋參數不合格
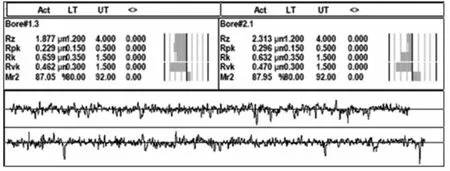
圖5-2 砂條規圓后直線度不好導致網紋參數不合格
3.2 精珩時,圓周速度太低,往復速度高
珩磨速度為旋轉速度和往復速度的合成,旋轉速度在18~25 m/min時最佳。缸孔的加工品質和往復速度有著直接的關系,往復速度在25~35 m/min時,網紋角在45°~70°時,珩磨效率最高。具體可根據缸孔要求的網紋角和加工粗糙度,進行合理選擇。
3.3 平臺珩時間或壓力設置不合理
圖6所示為平臺珩壓力是正常壓力70%的情況下,缸孔珩磨網紋測量數據,從網紋波形圖可看出,平臺珩未進行有效切削,平臺斷面結構不好。
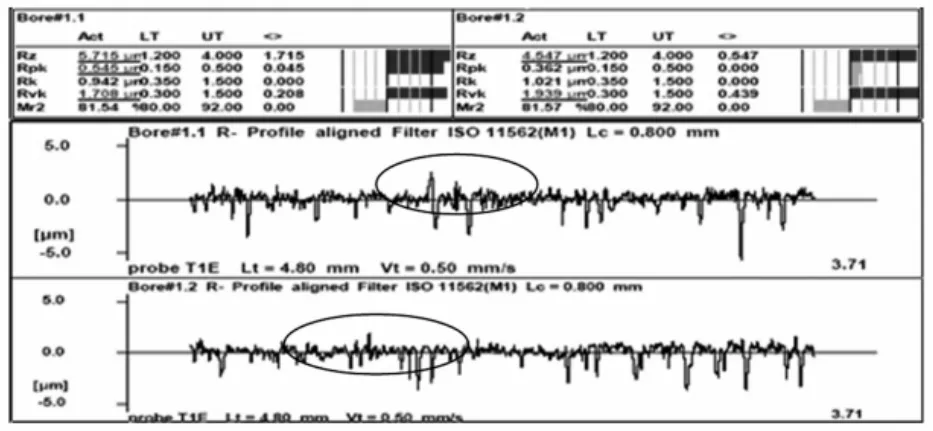
圖6 平臺珩壓力偏小后缸孔的網紋參數測量數據
3.4 珩磨余量的控制
留給珩磨的加工余量以及粗珩、半精珩、平臺珩之間的余量,都會對珩磨后的網紋參數產生影響。珩磨的加工余量取決于珩前的加工精度,一般情況下為0.04~0.1 mm。一般粗珩保留20~30 μm余量給半精珩。
3.5 珩磨液的影響
珩磨液臟,潤滑性差(黏度低),珩磨液流量小也會直接影響網紋參數。珩磨過濾系統一般分一級、二級過濾,生產中需要定期檢查珩磨液的pH值、濃度、雜質含量等指標,定期檢查更換過濾器元件。珩磨液過臟以及沖洗能力不好,易導致缸孔表面刮痕及鐵泥附著下砂條表面,致使砂條磨削性能變差(如圖7所示)。

圖7 珩磨頭表面附著鐵泥、珩磨頭漲芯粘有鐵泥
圖8 所示為珩磨液過臟導致缸孔局部位置網紋溝槽過深(Rνk超差)。
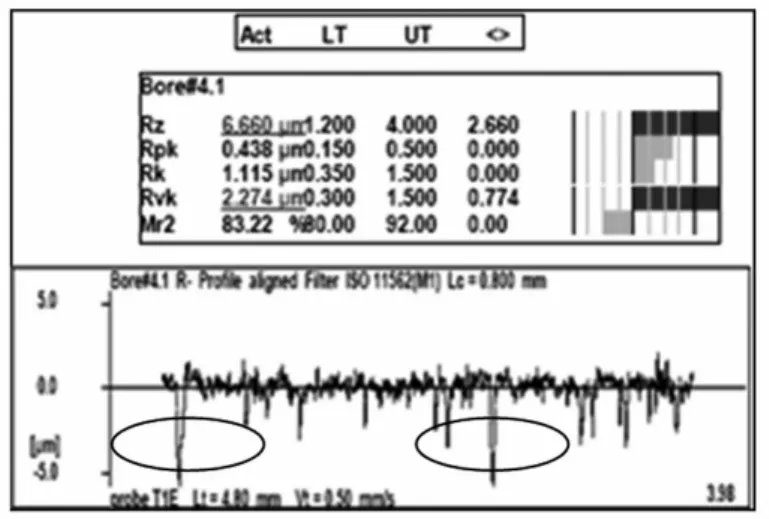
圖8 珩磨液臟導致珩磨網紋溝槽過深
4 結束語
本文介紹了缸孔珩磨表面評定曲線(Abbott-Firestone曲線)的作圖方法和理論基礎;并對加工中可能影響珩磨表面品質的因素,進行了總結和分析。筆者結合所在工廠的生產經驗,列舉了砂條、珩磨余量、珩磨參數、珩磨液過濾系統等方面所導致的缸孔珩磨網紋參數超差的常見問題,并對問題發生的原因作了簡要分析,同時給出了相應的調整方法。在實際生產中,由于珩磨設備及工藝要求并不盡相同,相關參數可能有所出入;但亦可以參考本文對于控制珩磨表面品質的調整方法和建議,綜合考慮并加以應用。
[1]李伯民,趙 波.現代磨削技術[M].北京:機械工業出版社,2003.
[2]楊 立.珩磨工藝與珩磨質量的分析與研究[D].天津大學,2002.
[3]郭俊平,李芳波.汽缸套平臺平臺珩磨網紋參數tp的解析及評定 [M].柴油機設計與制造,2008,15(4):43.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
