5.4米立磨選粉機軸承支架加工
2012-04-29 09:42:11李鄭偉
科技資訊 2012年24期
關鍵詞:支架
李鄭偉
摘要:Φ5.4m原料立磨是我公司的主導產品,該設備的結構設計比較先進,它具有粉磨能力佳、占地面積小、單位能耗低、維修方便、適應性強等優點,該系統生產能力達到390T/H,生產能力在國內處于領先水平。其軸承支架是立磨選粉機的核心部件,其加工精度直接關系到立磨轉子運轉的平穩,從而影響立磨的產量。鑒于軸承支架本身的結構,設計一套工裝用于加工軸承支架,該工裝使用效果良好。
關鍵詞:立磨轉子軸承支架工裝
中圖分類號:TG74 文獻標識碼:A 文章編號:1672-3791(2012)08(c)-0099-01
Φ5.4m原料立磨是由冀東發展集團裝備研發中心設計,并于2011年由我公司加工制作完成的水泥原料粉磨設備,該設備的結構設計比較先進,它具有粉磨能力佳、占地面積小、單位能耗低、維修方便、適應性強等優點,該系統生產能力達到390T/H,生產能力在國內處于領先水平。Φ5.4m立磨包括選粉機、傳動裝置、磨輥裝置、搖臂裝置、磨盤裝置、加壓裝置等,均是該設備的重要組成部分。立磨選粉機的工作原理是當物料被磨輥擠壓粉碎后,一部分物料由負壓帶到殼體跟導風葉片之間,較大的顆粒下落,其余則進入導風葉片和轉子之間,這是物料的第一次分選。通過導風葉片的物料很快開始第二次分選,較細物料在高速轉動的轉子和負壓作用下通過轉子,通過收塵裝置收集,這就是我們所需要的合格原料,較粗物料則被甩出,返回磨盤繼續粉磨。軸承支架是轉子軸、軸承與導風葉片的連接體,由此可見其加工精度直接關系到立磨轉子運轉的平穩,并能影響立磨的產量。由于該零件直接利用立車加工存在難點,現通過運用工裝來輔助加工軸承支架,取得良好效果。
1加工難點分析
Φ5.4m原料立磨軸承支架因需要裝配軸承,配合部位尺寸精度要求較高。
軸承支架為圓錐結構零件,Φ800小端端面及內孔Φ520H11尺寸可以利用立車裝卡Φ2740大端加工完成,但是Φ2740大端端面及內孔Φ480H8卻無法利用立車直接裝卡小端來完成。雖然借助鏜床設備可以加工,但工時費用較高,還需要重新裝卡找正,效率較低。另外我廠的其它產品,如Φ5.4m水泥立磨、Φ4.6m水泥立磨的軸承支架尺寸與該立磨外形、尺寸接近,因此設計一套工裝用于加工該類型零件是必要的,它能在保證達到精度要求的同時,提高產量、節約成本。
2工裝設計思路
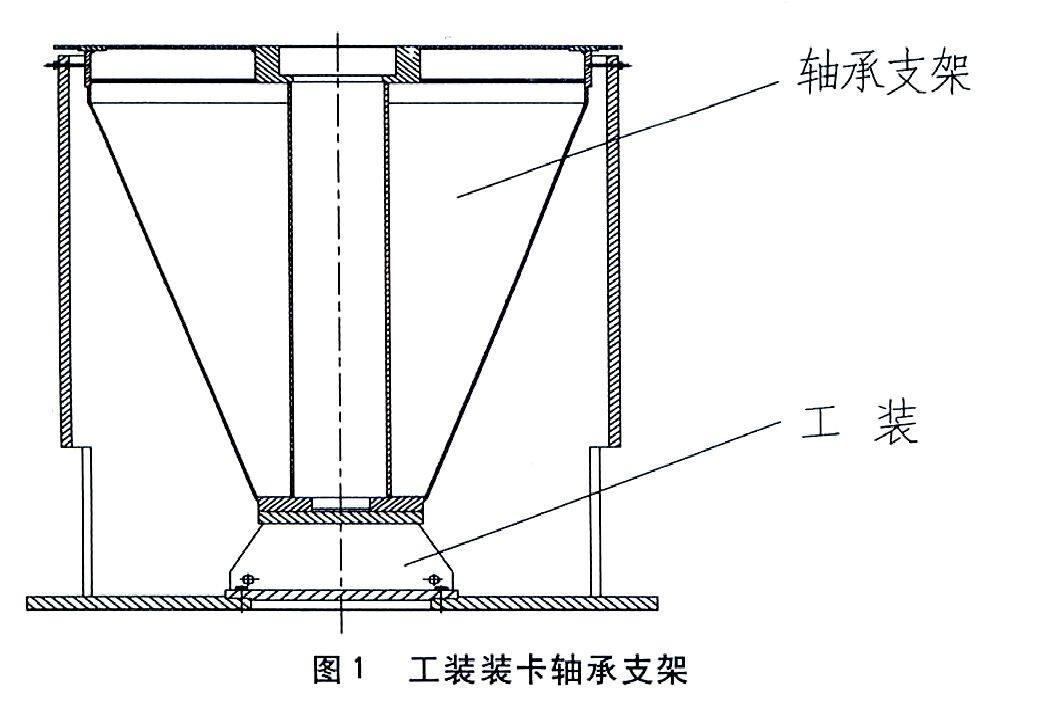
考慮軸承支架為圓錐結構,圍繞如何以已軸承支架已加工的Φ800小端端面及Φ520H11內孔為基準進行裝卡,達到加工大端端面及內孔至圖紙要求為目的的思路進行設計,且考慮軸承支架有2320mm高,這就要求工裝要有足夠的剛度。基于這一思路,該工裝包括兩個部分,一個是帶有凸臺的底座,該底座借助凸臺與Φ800小端端面及與之相垂直的Φ520H11內孔相配合起到定位作用。另一部分就是為了防止加工大端時頭重腳輕,設計了一個圓筒結構的支撐,該支撐通過螺栓與底座相連,并且在軸承支架Φ2340外圓處利用螺栓調節、定位,保證了工裝與軸承支架加工基準的統一。這樣通過設計的工裝達到了固定軸承支架的目的。為了減少誤差,工裝與軸承支架的配合定位面均需進行機加工得到。軸承支架與工裝裝配圖見圖1所示。
3加工工藝
在立車上加工軸承支架的工藝流程為:根據軸承支架圖紙,首先裝卡軸承支架Φ2740大端,按小端外圓Φ800處找正,車削小端端面及內孔,車削完成后,將主軸軸架工裝按圖二所示放置,軸承支架Φ800小端朝下,裝入工裝底座的止口內,利用8條M30的螺栓將軸承支架固定,緊固好螺栓后,車削大端法蘭面Φ610端面、Φ480H8內圓及Φ2380止口等各部位尺寸至圖紙要求。軸承支架小端裝入工裝后,通過工裝下部止口及底部和頂部的螺栓固定,保證工裝及零件加工基準的統一。利用工裝裝卡,可以更好的完成對軸承支架大端法蘭的加工,質量也能得以很好的保證。
4結語
利用該工裝加工Φ5.4m立磨軸承支架效果良好,加工好的零件能夠滿足圖紙要求。利用該工裝除了能加工Φ5.4m原料立磨外,Φ5.4m水泥立磨及Φ4.6m水泥立磨的軸承支架均能使用該工裝改制后進行加工,為公司的生產節約了部分成本。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55