電鍍金剛石線鋸使用性能的試驗研究*
2022-01-15 03:22:56張晨政葛培琪陳自彬鄭楚夕畢文波
金剛石與磨料磨具工程 2021年6期
關鍵詞:評價
張晨政, 葛培琪,2, 陳自彬, 鄭楚夕, 畢文波,2
(1.山東大學 機械工程學院, 濟南 250061) (2.山東大學, 高效潔凈機械制造教育部重點實驗室, 濟南 250061)
微電子及光伏產業的發展,對硅、碳化硅、藍寶石等硬脆材料的切片質量及效率提出了更高的要求[1]。固結磨料金剛石線鋸具有鋸切效率高、鋸縫寬度小、切片質量好等優點,被廣泛應用于硬脆材料的切片工序中[2-4]。
通過電鍍、樹脂黏結等方式,固結磨料線鋸將金剛石磨粒固結在基體表面[4]。這需要經過一系列復雜的制造工序,且不同的制造參數會導致金剛石線鋸的性能有較大差異。因此,在出廠及使用前需要對線鋸的性能進行評價。文獻[5-11]對金剛石線鋸切片設備及金剛石線鋸的性能評價進行了研究。這些研究主要采用恒速進給的方式,且單次評價耗線量大,評價成本較高。在恒速進給的條件下,鋸切效率不同的線鋸產生的撓度和法向進給力不同,導致其切片效率無法得到有效評價,且線鋸評價指標單一,無法綜合評價線鋸的使用性能。
因此,為定量評價金剛石線鋸的使用性能,搭建金剛石線鋸性能評價試驗機,開展電鍍金剛石線鋸性能定量評價試驗,定量評價對象是線鋸的鋸切效率、鋸切質量、鋸縫寬度及鋸絲表面磨粒脫落率。
1 試驗裝置
金剛石線鋸性能評價試驗機主要由恒力進給裝置、主動輪、張緊輪、導線輪、線鋸、伺服電機、機架、冷卻液噴嘴等組成,如圖1所示。
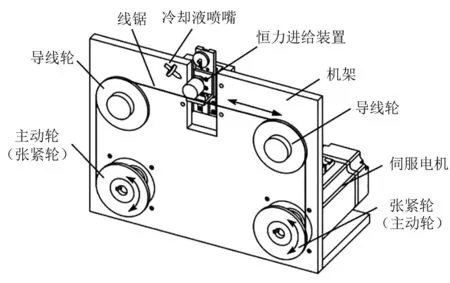
圖1 恒力進給式線鋸性能評價試驗機
進給力由恒力進給裝置提供,恒力進給裝置由載物臺、工作臺、滑動平臺、工件和配重等組成,如圖2所示。將進給裝置的總重力作為鋸切進給力,整個鋸切過程保持鋸切進給力不變;將工件黏結于載物臺上,利用滑動平臺實現垂直方向的進給運動;通過改變載物臺在工作臺上的固定位置,調整切片厚度;通過改變配重,調整進給裝置的進給力。由于滑動平臺、工作臺、載物臺的重力限制,最小進給力為0.95 N。
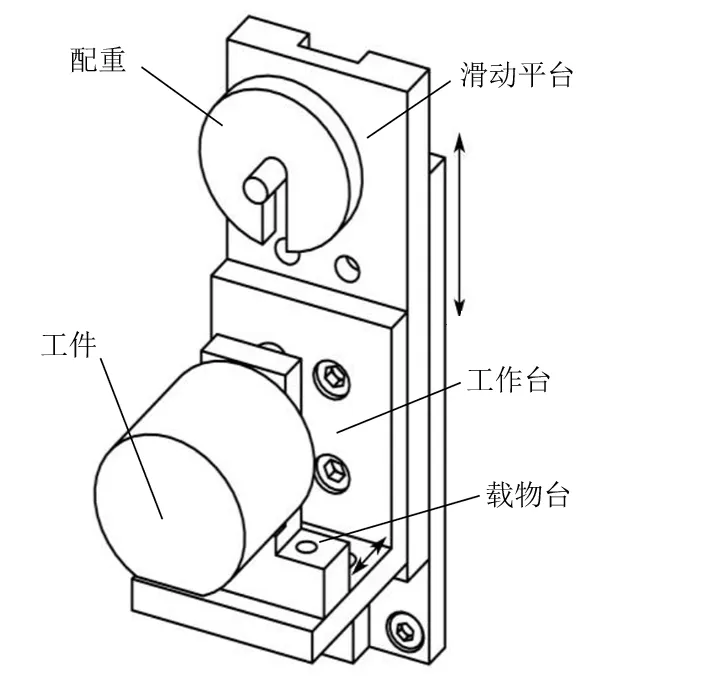
圖2 進給裝置結構示意圖
鋸切試驗時,線鋸一端安裝在主動輪上,另一端安裝在張緊輪上,主動輪與張緊輪各連接1臺伺服電機,并交替工作,實現線鋸往復運動。通過伺服電機施加張緊力,采用張緊輪伺服電機扭矩模式(P)輸出扭矩,伺服電機選用ECMA-C10907SS,其額定扭矩MN為2.39 N·m。編碼器分辨率為1 280 000 個/r,由外部端子臺輸入模擬電壓U控制扭矩模式。主動輪及張緊輪半徑R為0.041 25 m,則張緊力最大值Tmax由式(1)計算:
(1)
式中:Tmax為張緊力最大輸出值,N;MN為額定轉矩,N·m;R為主動輪及張緊輪半徑,m。
調整伺服電機驅動器參數,使模擬電壓U為10 V時,輸出扭矩為電機額定扭矩的13%,則模擬電壓U與張緊力T的關系如式(2):
T≈0.753U
(2)
式中:T為張緊力,N;U為模擬電壓,V。
走絲方向的往復運動通過PLC控制伺服電機實現,主動輪伺服電機采用位置模式(PT)控制,通過改變脈沖輸入頻率及脈沖總數控制走絲速度vs、往復行程L,用式(3)計算脈沖頻率f,用式(4)計算往復行程L所需的脈沖總數W:
(3)
(4)
式中:W為往復行程所需脈沖總數,個;L為往復行程,m;f為脈沖頻率,Hz;n為電機轉速,r/s;W0為電機每轉的脈沖數,個/r;vs為走絲速度,m/s。
為便于編程,使式(3)、式(4)中f與vs的比值為整數,設置電機每轉的脈沖數W0為1 049 個/r,并根據電機分辨率設置電子齒輪比。
試驗裝置工作流程如圖3所示。由冷卻液噴嘴供給切削液,在進給裝置的重力作用下,位于鋸絲上方的工件向下恒力進給。在伺服電機的驅動下,線鋸根據設定的參數進行往復運動。
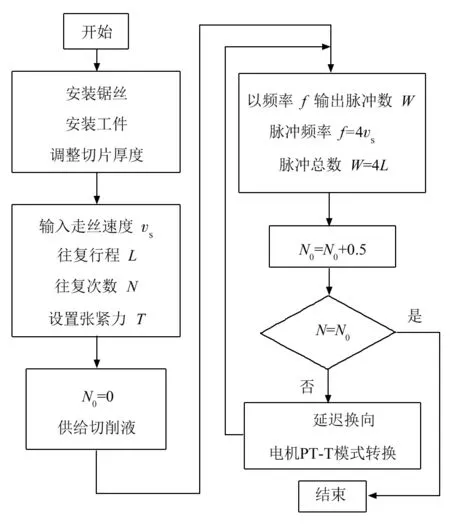
圖3 試驗裝置工作流程
2 試驗設計
選用搭建完成的金剛石線鋸性能評價試驗機,如圖4所示。選用不同廠家的2種電鍍金剛石線鋸,編號分別為Ⅰ號、Ⅱ號,線鋸基體直徑為160 μm,取10 mm長度的樣品。利用掃描電子顯微鏡觀測線鋸的表面形貌,如圖5所示。統計磨粒密度、鍍層平均厚度,并取平均值,統計結果如表1所示。
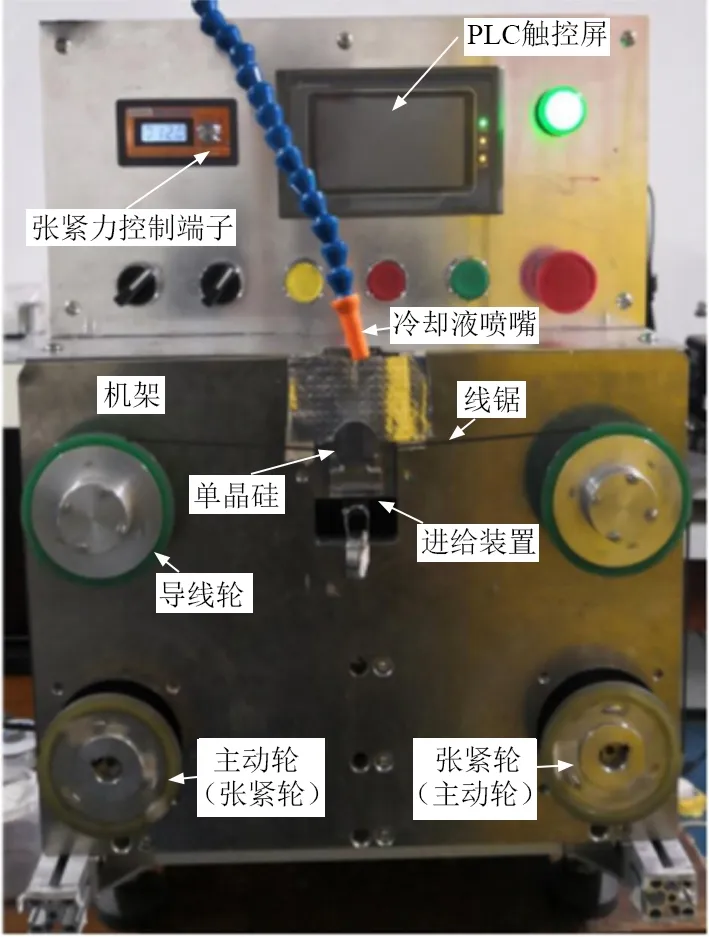
圖4 金剛石線鋸性能評價試驗機
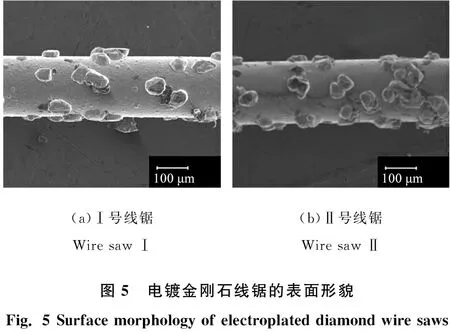
(a)Ⅰ號線鋸Wire saw Ⅰ(b)Ⅱ號線鋸Wire saw Ⅱ圖5 電鍍金剛石線鋸的表面形貌Fig. 5 Surface morphology of electroplated diamond wire saws

表1 線鋸的基本參數
選用Ⅰ號、Ⅱ號2種線鋸進行單晶硅棒(直徑為25.4 mm)的切片試驗,切片得到的硅片編號分別為A、B,切削液中磨削液的質量分數為3%,2種鋸絲采用相同的鋸切工藝參數,如表2所示。
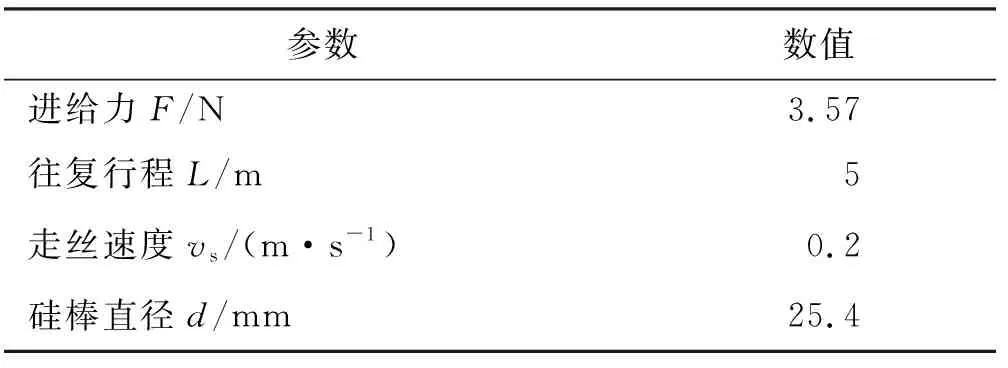
表2 鋸切試驗工藝參數
切片試驗前,先用表2中的參數往復鋸切15次,保留鋸縫。更換鋸絲及切片位置后,再按照表2中的參數進行整片鋸切試驗,并記錄切片時間。切片后,清洗、干燥硅片及線鋸,計算鋸切效率;利用粗糙度儀測量硅片表面粗糙度,采樣點如圖6所示。利用光學顯微鏡放大鋸縫,用圖像測量軟件測量鋸縫寬度;利用掃描電子顯微鏡觀察鋸絲表面磨粒的脫落情況,抽樣點如圖7所示。
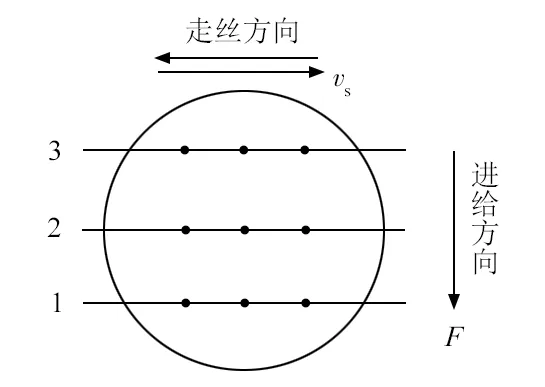
圖6 硅片表面采樣點示意圖
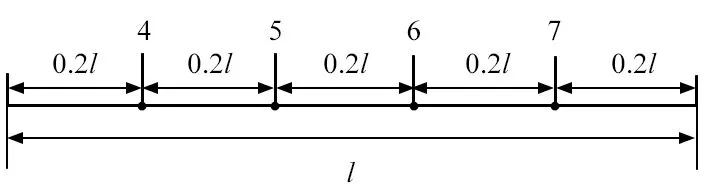
圖7 線鋸抽樣點示意圖
3 試驗結果與討論
3.1 線鋸的鋸切效率
記錄切片時間,并用單位時間內的鋸切面積表示鋸切效率,統計結果如表3所示。由表3可得:Ⅰ號線鋸切片耗時較短;Ⅰ號線鋸的鋸切效率比Ⅱ號線鋸的高13.6%。
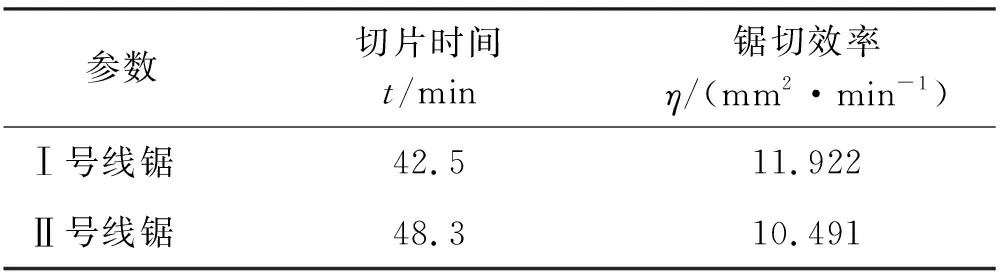
表3 線鋸的切片時間及鋸切效率
單顆金剛石磨粒的材料去除效率與其所受法向力有關,法向力越大,材料去除效率越高[12]。結合圖5及表1進行分析,線鋸上的磨粒密度、磨粒粒度、出刃高度及磨粒分散性等影響磨粒受力的因素間接影響了線鋸的鋸切效率。
3.2 硅片的表面粗糙度
利用HOMMEL-W10粗糙度儀檢測硅片進給及走絲方向的表面粗糙度,取樣長度為0.25 mm,評價長度為1.25 mm,采樣點如圖6所示,在圖中的1、2、3上分別測量3個點,然后取平均值,測量結果如圖8所示。
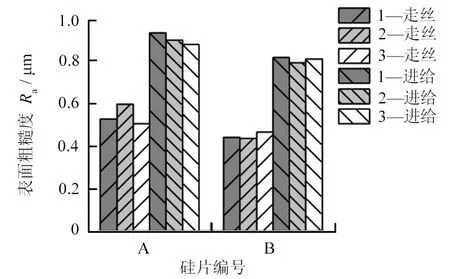
圖8 硅片表面各區域粗糙度值
從圖8可知:2種線鋸的表面粗糙度相差不大,因此用平均值表示硅片的表面粗糙度,計算結果如表4所示。
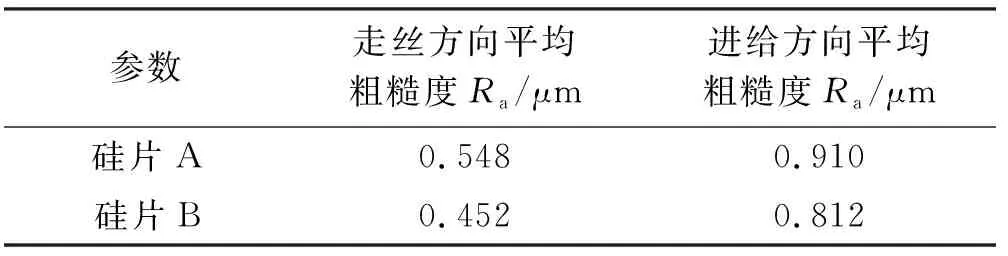
表4 硅片表面粗糙度平均值
由圖8可得:硅片A的進給方向及走絲方向的表面粗糙度均大于硅片B的,硅片B的表面質量較好。由表4可得:走絲方向的平均表面粗糙度小于進給方向的平均表面粗糙度,且相同進給力的條件下,Ⅱ號線鋸得到的切片表面質量較好。沿走絲方向,硅片B的表面粗糙度平均值比硅片A的表面粗糙度平均值小17.5%;沿進給方向,硅片B的表面粗糙度平均值比硅片A的表面粗糙度平均值小10.8%。
利用掃描電子顯微鏡觀察線鋸切割的硅片表面形貌,如圖9所示。由圖9可知:走絲方向主要殘留劃痕,進給方向主要殘留凹坑。因此,進給方向的表面粗糙度較大。
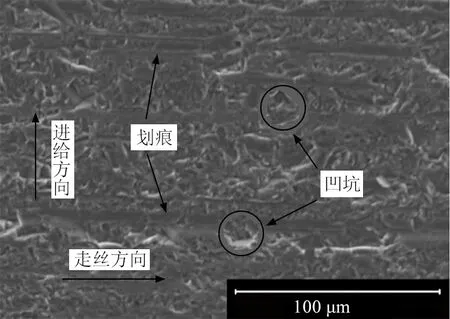
圖9 硅片表面形貌
3.3 鋸縫寬度
利用光學顯微鏡對鋸縫進行觀察,通過圖像測量軟件得到鋸縫寬度。圖10為鋸縫圖像,Ⅰ號線鋸的鋸縫寬度為252 μm,Ⅱ號線鋸的鋸縫寬度為262 μm,Ⅰ號線鋸的鋸縫寬度比Ⅱ號線鋸小3.8%,Ⅰ號線鋸的鋸縫損耗更小。用千分尺測量鋸絲外徑,Ⅰ號線鋸的平均包絡外徑為221 μm,Ⅱ號線鋸的平均包絡外徑為238 μm。因而,鋸縫寬度受線鋸平均包絡外徑影響。
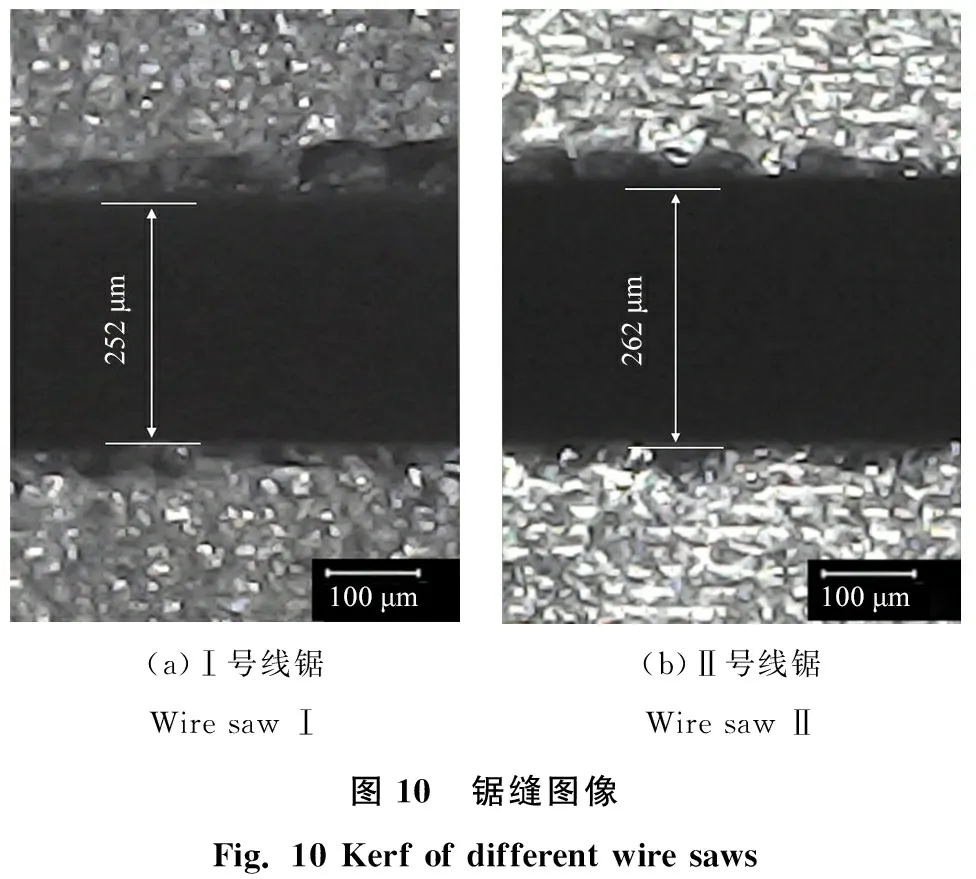
(a)Ⅰ號線鋸Wire saw Ⅰ(b)Ⅱ號線鋸Wire saw Ⅱ圖10 鋸縫圖像Fig. 10 Kerf of different wire saws
3.4 鋸絲表面磨粒脫落率
圖11為電鍍金剛石線鋸切片后的表面形貌。從圖11可知:線鋸的損耗主要是磨粒的正常磨損和脫落。
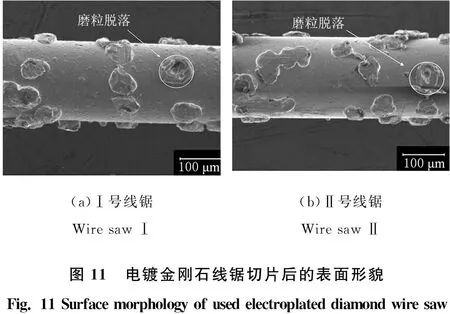
(a)Ⅰ號線鋸Wire saw Ⅰ(b)Ⅱ號線鋸Wire saw Ⅱ圖11 電鍍金剛石線鋸切片后的表面形貌Fig. 11 Surface morphology of used electroplated diamond wire saw
如圖7所示:將鋸絲長度l進行5等分,在中間4個等分點4、5、6、7處分別取長度為10 mm的鋸絲,以觀察其表面磨粒脫落情況。利用SEM圖像統計每段鋸絲使用后的磨粒密度,取平均值,然后計算磨粒脫落率。磨粒脫落率γ由式(5)[13]計算:
(5)
式中:γ為磨粒脫落率,λ1、λ2分別為鋸絲未使用和使用后的磨粒密度,顆/mm。
磨粒脫落率γ的計算結果如表5所示。由表5可知:Ⅰ號線鋸的磨粒脫落率是Ⅱ號線鋸的磨粒脫落率的2.1倍,Ⅱ號線鋸的使用壽命更長。磨粒是否脫落可以用鍍層應變量判斷[13],結合表1中的鍍層平均厚度分析,磨粒脫落率受鍍層厚度及單顆磨粒受力的影響。一方面,鍍層越厚,達到脫落應變量需要的力越大,磨粒把持力越大,磨粒越難脫落;另一方面,在進給力一定的條件下,磨粒密度越高,單顆磨粒受力越小,鍍層應變量越小,磨粒越難脫落。
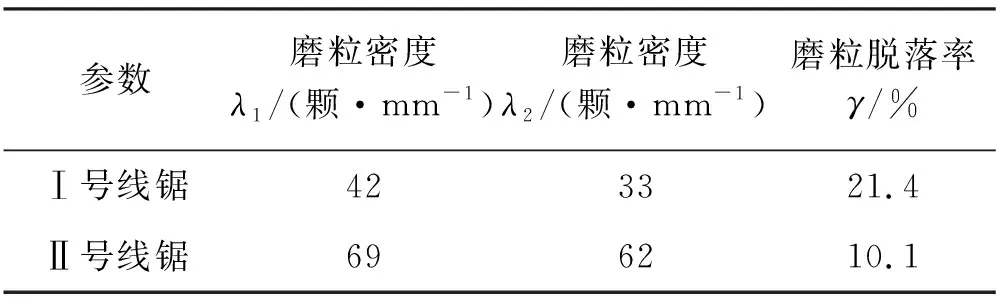
表5 鋸絲表面磨粒變化情況
4 結論
(1)恒力進給式金剛石線鋸性能評價試驗機能夠定量評價線鋸的使用性能,主要包括鋸切效率、切片表面粗糙度、鋸縫寬度、線鋸表面磨粒脫落率的評價,評價成本低。
(2)相同進給力的條件下,Ⅰ號線鋸的鋸切效率比Ⅱ號線鋸的高13.6%。
(3)相同進給力的條件下,Ⅱ號線鋸得到的切片表面質量較好。沿走絲方向,硅片B的表面粗糙度平均值比硅片A的表面粗糙度平均值小17.5%;沿進給方向,硅片B的表面粗糙度平均值比硅片A的表面粗糙度平均值小10.8%。
(4)相同進給力的條件下,Ⅰ號線鋸的鋸縫寬度比Ⅱ號線鋸的小3.8%。
(5)相同進給力的條件下,Ⅰ號線鋸的磨粒脫落率是Ⅱ號線鋸的磨粒脫落率的2.1倍,Ⅱ號線鋸的使用壽命比Ⅰ號線鋸的使用壽命長。
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
現代檢驗醫學雜志(2016年3期)2016-11-15 01:59:56
中學語文(2015年21期)2015-03-01 03:52:11
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
西南軍醫(2015年1期)2015-01-22 09:08:16
中國音樂教育(2014年9期)2014-05-20 10:26:24
治淮(2013年1期)2013-03-11 20:05:18
俄羅斯問題研究(2012年1期)2012-03-25 09:54:51
