小功率電機(jī)鋼板接線盒的模具設(shè)計(jì)與制造
2012-07-20 04:00:06李成凱
微特電機(jī) 2012年1期
李成凱,李 瑋
(1.淮安信息職業(yè)技術(shù)學(xué)院,江蘇淮安223003;2.庫特勒自動化系統(tǒng)(蘇州)有限公司,江蘇蘇州215168)
0 引 言
電機(jī)接線盒通常用鑄造方法生產(chǎn),這種方法生產(chǎn)的接線盒,工序復(fù)雜,重量大,成本高,生產(chǎn)過程污染環(huán)境。小功率電機(jī)鋼板接線盒改為鋼板沖制而成,省去了機(jī)加工等多道工序,提高了工效,降低了成本。
1 小功率電機(jī)鋼板接線盒的零件成型工藝分析
圖1和圖2分別為某電機(jī)制造廠生產(chǎn)的YY88M-A小功率電機(jī)鋼板接線盒的上蓋及下蓋零件圖,材料是08F,料厚1 mm。該零件結(jié)構(gòu)復(fù)雜,在該類零件沖壓模具設(shè)計(jì)時(shí),準(zhǔn)確確定坯料尺寸是設(shè)計(jì)的關(guān)鍵,這給模具設(shè)計(jì)帶來不便。
在拉伸該零件時(shí),可以認(rèn)為它由圓角、圓弧和直邊組成,圓角部分相當(dāng)于圓筒形和錐形的拉伸,而圓弧和直邊部分相當(dāng)于彎曲。但是圓角、圓弧和直邊并不是截然分開,而是互相關(guān)聯(lián),形成一個(gè)整體,所以拉伸時(shí)會互相影響,相互制約,致使金屬材料發(fā)生移動并產(chǎn)生較大的應(yīng)力。
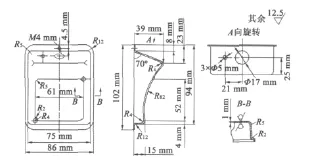
圖2 下蓋零件圖
小功率電機(jī)鋼板接線盒是不規(guī)則盒形件,底部深度不一致,和一般的盒子有區(qū)別。在成型該零件的側(cè)壁時(shí),既要考慮彎曲又要考慮拉伸,由于上下不對稱,會使材料發(fā)生流動,寬度方向伸長,長度方向縮短。毛坯變形區(qū)內(nèi)的圓角和直邊變形程度不一致,在伸長變形較大的部位產(chǎn)生很大的應(yīng)力,材料變薄甚至發(fā)生破裂。該零件還帶有凸緣,成型時(shí)比無凸緣的盒形件困難。綜上所述,如果近似地按照零件展開進(jìn)行工藝計(jì)算,會使短邊尺寸過大,造成拉伸時(shí)材料流動困難,零件可能被拉裂。所以合理確定坯料尺寸成為拉伸成敗的關(guān)鍵。
通過分析,采用落料拉伸、切邊、沖孔等工序生產(chǎn)小功率電機(jī)鋼板接線盒是可行的。
2 坯料尺寸的確定
該零件是不規(guī)則的盒形件,可參照盒形件拉伸的工藝計(jì)算,但不能完全照搬,計(jì)算后需要作適當(dāng)?shù)恼{(diào)整。

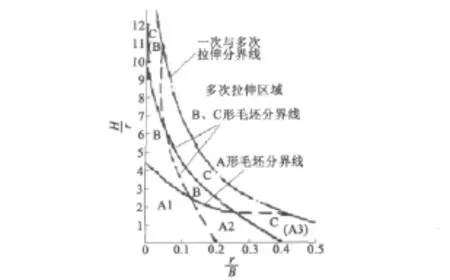
圖3 方盒形沖壓件一次成形毛坯選用圖

這里先用有關(guān)經(jīng)驗(yàn)公式進(jìn)行初步計(jì)算,然后通過作圖確定坯料形狀和尺寸。將盒形件直邊部分和轉(zhuǎn)角部分分別展開,使坯料角部具有光滑過渡的輪廓。
(1)直邊部分按彎曲變形計(jì)算。
淺底部分長度:

同理,深底部分長度:

圓弧R82部分的展開長度計(jì)算結(jié)果L3=69.8 mm,所以坯料總長度:

同理,淺底部分寬度是115.8mm,深底部分寬度是138.8mm。
(2)展開的角部毛坯半徑R的計(jì)算。
圓角部分按四分之一圓筒形件拉伸變形進(jìn)行計(jì)算。
淺底部分毛坯圓角:

式中:H為拉伸件高度;B為拉伸件寬度;r為側(cè)壁間圓角半徑(轉(zhuǎn)角半徑);rd為底與壁間的圓角半徑;rp為凸緣與壁間的圓角半徑;RF為底與壁間的圓角中心至凸緣邊的距離;K為坯料直徑,對于盒形件就是坯料寬度。代入數(shù)據(jù),R1=17.8 mm。
同理,深底部分坯料圓角R2為27.6mm。
(3)作圖得到首次試制坯料形狀如圖4所示(為了表達(dá)清楚,圖中的尖角沒有去掉)。
(4)通過反復(fù)試驗(yàn)得到最終毛坯形狀,如圖5中的虛線。
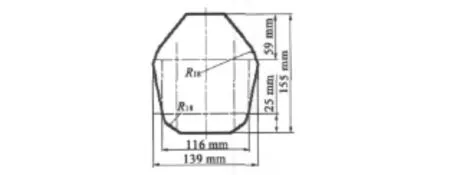
圖4 首次試制坯料形狀
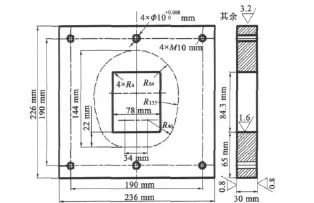
圖5 凹模
3 模具結(jié)構(gòu)及原理
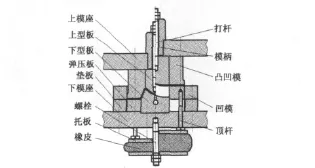
圖6 下蓋壓型模結(jié)構(gòu)簡圖
下蓋壓型模結(jié)構(gòu)如圖6所示。采用落料拉伸倒裝復(fù)合模,一次成型,先落料,后拉伸。裝在下模的彈壓裝置,保證彈壓板高于凹模上平面0.5 mm,下型板低于凹模上平面1 mm,當(dāng)上模下降時(shí)板料被落下預(yù)定的坯料形狀,然后被逐漸拉入凸凹模內(nèi)成型,落下的板料始終在彈壓板與凸凹模之間移動,達(dá)到防起皺的作用,在防起皺的同時(shí),還要防拉裂,所以壓邊力即不能大,又不能小,壓邊力的大小可調(diào)節(jié)彈壓裝置下面的螺母改變壓邊力的大小。為了順利取下成型后的零件,排出零件內(nèi)的壓縮空氣,下型板上要有排氣孔。
4 模具制造及其要點(diǎn)
(1)在該模具制造時(shí),將凸凹模的外形預(yù)先設(shè)計(jì)成圖4的形狀,長和寬按圖示尺寸加4 mm,做成長方形,凹模先設(shè)計(jì)成如圖5所示的形狀,然后進(jìn)行裝配。試壓時(shí)墊板不裝入,落料形狀尺寸定型后再加工裝入。按圖4先手工剪料試壓修正坯料尺寸,此過程需反復(fù)進(jìn)行,最終準(zhǔn)確確定坯料尺寸,如圖5的虛線的形狀及尺寸,據(jù)此,將凸凹模外形和凹模形孔按圖5的虛線形狀及尺寸配套加工,凹模割下來的廢料做彈壓板。
(2)切割凹模的穿絲孔不能留在凹模上,穿絲孔只能打在彈壓板上。
(3)拉伸成型時(shí),在凹模圓角、平面、彈壓板表面以及與這些部位接觸的毛坯表面均勻涂上一層潤滑油,以便達(dá)到減小摩擦阻力、散熱和提高模具壽命的目的。
5 結(jié) 語
按照上述方法確定坯料尺寸及模具設(shè)計(jì)與制造過程,避免了工藝計(jì)算不準(zhǔn),零件加工不合格現(xiàn)象,可以少走彎路。本模具經(jīng)生產(chǎn)驗(yàn)證,結(jié)構(gòu)合理,動作可靠,運(yùn)行穩(wěn)定,沖壓件精度符合技術(shù)要求。
[1] 王永昌.電機(jī)制造工藝學(xué)[M].北京:機(jī)械工業(yè)出版社,1984.
[2] 劉建超,張寶忠.沖壓模具設(shè)計(jì)與制造[M].北京:高等教育出版社,2004.
[3] 趙清.小型電動機(jī)[M].北京:機(jī)械工業(yè)出版社,2003.
[4] 李世蘭.CAD工程繪圖[M].北京:機(jī)械工業(yè)出版社,2002.
[5] 常小玲.電工技術(shù)[M].西安:電子科技大學(xué)出版社,2004.
[6] 許德珠.機(jī)械工程材料[M].北京:高等教育出版社,2002.
[7] 王孝培.沖壓手冊[M].北京:機(jī)械工業(yè)出版社,2002.
[8] 肖祥芷.模具工程大典[M].北京:電子工業(yè)出版社,2007.