模糊控制在軋花機控制中的應用探討
2012-09-12 01:05:56李夢輝胡新路
中國棉花加工 2012年4期
■ 李夢輝 鐘 珂 胡新路
〔鄭州棉麻工程技術設計研究所,河南 鄭州450004〕
模糊控制在軋花機控制中的應用探討
■ 李夢輝 鐘 珂 胡新路
〔鄭州棉麻工程技術設計研究所,河南 鄭州450004〕
1 軋花機控制的現狀
在棉花加工過程中,軋花機工作性能的優劣直接影響著棉花加工能否正常進行,為此,軋花機的控制在整個棉花加工過程中就顯得尤為重要。
在軋花過程中,影響軋花質量的因素很多,比如籽棉的含雜等級、回潮率、加工機械的工況等等。軋花企業一般采用加快軋花機鋸軸轉速,增加單位時間內鋸齒鉤拉纖維的次數來提高產量。但是,鋸軸轉速過快,會因鋸齒對籽棉的沖擊力過大而產生大量的破籽、帶纖維籽屑及籽皮,影響皮棉的質量。通過鋸齒軋花的原理可以知道,軋花機鋸軸轉速的快慢對軋花產質量影響很大,應根據籽棉含雜等級、回潮率等因素確定鋸軸的轉速,以盡可能地取得較高的產量和較低的皮棉含雜率。
在國內,對于軋花機的控制,軋花機鋸軸電機基本上仍采用△-Y啟動控制,鋸軸電機在工頻下工作,電機的轉速都大于軋花機良好工作狀態下的轉速,影響了軋花的產量和質量。雖然軋花機喂花電機的控制采用變頻器控制的方式,但是變頻器工作頻率輸入方式上又有所不同。大多數軋花機喂花電機的工作頻率輸入都是軋花工人通過觀察籽棉含雜等級、回潮率、加工機械的工況等因素,選擇合適的工作頻率手動輸入。這種輸入方式能夠取得較理想的軋花效果,但卻嚴重依賴于軋花工人的工作經驗,如果有經驗的軋花工人流失,就會嚴重影響棉花加工的正常進行。另外,也有部分廠家喂花電機的工作頻率輸入是根據軋花機鋸軸電機工作電流大小進行調整,這種控制方式雖然降低了對加工人員的依賴程度,但是因影響棉花加工的因素比較多,單一考慮軋花機鋸軸電機的電流大小而確定工作頻率的方式也是不合適的。
針對目前軋花機控制的現狀,需要選擇一種理想的控制方式,以解決軋花機工作過程中存在的問題。在眾多的先進控制方式中,模糊控制是一種比較適合軋花機控制的智能控制方式。
2 模糊控制的分析
模糊控制是智能控制的一個重要分支,在控制領域中得到了廣泛的應用。模糊控制的核心是模糊控制器的設計,而設計模糊控制器的關鍵是模糊控制規則的確定,即模糊控制規則表的確定。模糊控制表一般由兩種方法獲得,一種是采用離線算法,以模糊數學為基礎進行合成推理,根據采樣得到的誤差e、誤差的變化率c,計算出相應的控制量變化U。另一種是以操作人員的經驗為依據,由人工經驗總結得到模糊控制表。
由于軋花生產的過程具有多參數、時變性、參數非線性等特點,因此,建立準確的數學模型比較困難,很難通過建立數學模型的方式對其進行精確控制。但在長期的生產過程中,軋花生產又具有一定的規律性,有經驗的車間主任、軋花工人或者相關專家通過長時間的生產實踐能夠總結出一定的控制規律。采用模糊控制方式,通過軋花工人或者相關專家的經驗制定一定的控制規則,對軋花機的主軸電機及喂花電機轉速進行變頻控制,能夠取得理想的控制效果。
3 模糊控制在軋花過程中的應用探討
對于軋花過程中的模糊控制,可以采用對軋花機鋸軸電機的模糊控制和對軋花機喂花電機的模糊控制。
3.1 軋花機鋸軸電機模糊控制
在軋花過程中,影響軋花機鋸軸電機工作頻率的因素有很多,主要的是籽棉含雜等級和回潮率。根據棉花加工廠工作人員對于這兩個因素的經驗判斷,制定模糊控制規則表,如表1所示。
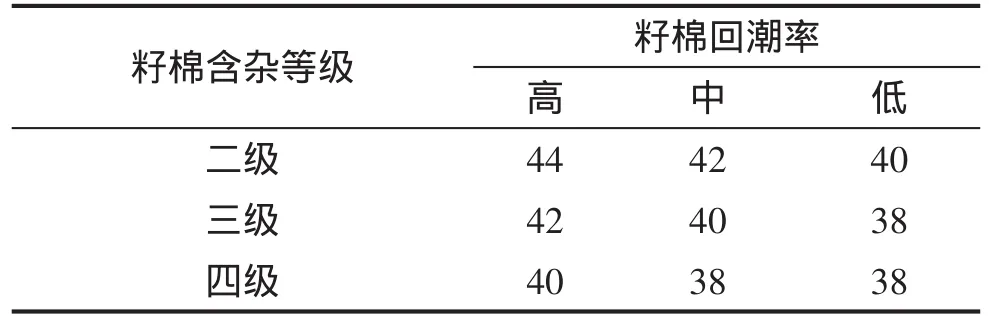
表1 主軸電機工作頻率的模糊控制表(單位:H z)
其中,籽棉含雜等級需要棉花加工廠工作人員根據加工籽棉的含雜情況進行判斷,含雜等級手動輸入。籽棉回潮率采用籽棉在線回潮檢測裝置實時檢測加工籽棉的回潮率,自動輸入模糊控制器。軋花機鋸軸電機模糊控制器根據所制定的模糊控制規則表,給軋花機鋸軸電機實時地輸入工作頻率。
例如,當籽棉含雜等級為三級、回潮率為中時,模糊控制器通過查表確定軋花機主軸電機理想的工作頻率是40 Hz,也就是說控制器要在40 Hz的工作頻率下通過變頻器控制鋸軸電機工作。
這種模糊控制規則是基于加工質量優先的要求,而如果是產量優先的要求,那么在不同條件下的工作頻率可根據加工經驗進行相應的調整。
3.2 軋花機喂花電機模糊控制
軋花機喂花電機工作頻率的高低決定著喂花量的大小,當喂花電機工作頻率升高時,喂花量就隨之增大;工作頻率降低時,喂花量也隨之減小。喂花量的大小還直接影響軋花機籽棉卷的密度。在只增加喂花量而不改變其他工作條件時,籽棉卷的密度增加。在一定范圍內,籽棉卷的密度增加,籽棉卷對鋸片輥筒的壓力增加,鋸齒對籽棉卷的勾拉牽引作用也得以加強,籽棉卷速度增加。但若籽棉卷密度過于大,則籽棉箱壁對籽棉卷運動所產生的阻力矩迅速增加,會造成籽棉卷速度降低甚至停轉,影響棉花加工效率。
為了確保軋花機處于良好的工作狀態,應該根據籽棉卷的密度實時調整喂花電機的工作頻率。由于在加工過程中籽棉卷的密度很難實時地檢測,因此,軋花機籽棉卷的密度大小一般通過軋花機鋸軸電機的工作電流大小來間接反映。籽棉卷密度增大時,負載增大,鋸軸電機工作電流也隨之增大;而籽棉卷密度減小時,負載減小,鋸軸電機工作電流也隨之減小。確定了鋸軸電機的工作頻率后,可以根據軋花機鋸軸電機電流的大小實時地調整喂花電機的工作頻率。
由于鋸軸電機受干擾、電源質量等其他因素的影響,電流大小具有一定的波動性,因此,精確地依靠電流大小實時調整喂花電機工作頻率未必能夠取得良好的控制效果。喂花電機的控制采用模糊PID控制的方法較好。
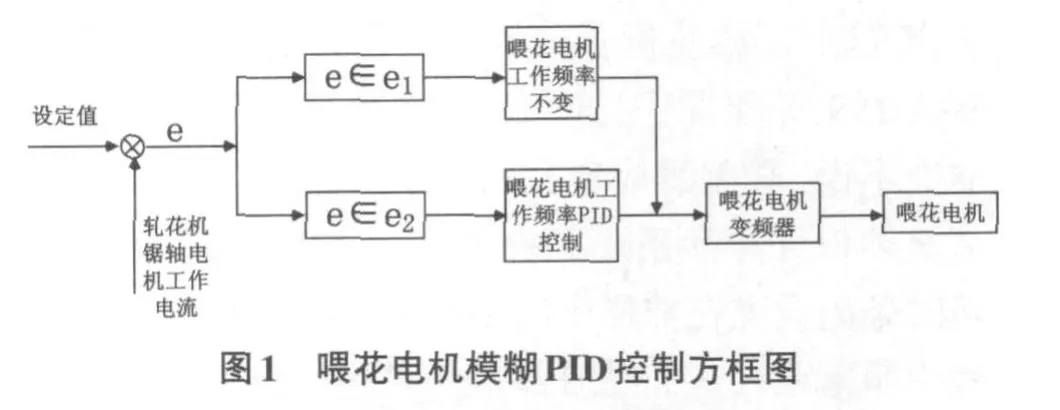
喂花電機模糊PID控制方法,即根據軋花機鋸軸電機工作電流的大小與設定值之間的偏差大小進行控制。當電流偏差e在e1范圍內時,喂花電機恒定頻率工作;當電流偏差在e2范圍內時,喂花電機工作頻率采用PID控制方式進行調整,控制喂花量的大小,使得鋸軸電機的工作電流處于設定范圍之內。該模糊PID控制的方框圖如圖1所示。
4 軋花機采用模糊控制的優點
通過對軋花機鋸軸電機和喂花電機進行變頻控制,采用模糊控制的方法可以提高軋花產質量和節能效率。
4.1 軋花產質量的提高
隨著模糊控制在軋花機控制中的應用,軋花機鋸軸電機的工作頻率可以根據籽棉的含雜等級和回潮率進行實時的調整。模糊控制規則表是根據專家或者有經驗的軋花工人的實踐經驗所建立的,在此規則控制下,可以使軋花機鋸軸電機始終在最優的頻率下工作,以此來平衡軋花產質量之間的矛盾。
另外,隨著軋花機鋸軸電機工作頻率的實時變化,通過對軋花機喂花電機工作頻率的模糊控制,可以使軋花機喂花電機根據鋸軸電機在不同工作頻率下的電流變化進行工作頻率的調整,確保軋花機籽棉卷的密度處于最優的加工范圍之內。
由以上分析可知,軋花機鋸軸電機的模糊控制可使軋花機根據籽棉的質量情況進行工作頻率的調整;軋花機喂花電機的模糊控制確保了軋花機的籽棉卷密度。通過對軋花機兩方面的模糊控制,能夠綜合影響軋花產質量的因素,達到最優的加工效果。
4.2 軋花節能效率的提高
軋花機的鋸軸電機功率一般都比較大,例如168型軋花機和171型軋花機的主軸電機功率均為75 kW,而喂花電機一般在0.75 kW~1.5 kW之間。據現場調研可知,一般軋花機鋸軸電機工作頻率在40 Hz左右,喂花電機的工作頻率在25 Hz左右,另外,在軋花生產過程中會因為各種原因軋花機時常處于開箱狀態,而此時軋花機的鋸軸電機為空轉運行,浪費了大量的電能。使用該模糊控制器后,控制器能實時檢測軋花機開合箱電機的工作狀態,當軋花機處于開箱工作狀態時,控制器控制軋花機鋸軸電機進行低頻工作,可以節省不少的電能。總體而言,通過使用模糊控制方法設計的控制器,可使軋花機的節能效率達到20%~40%,節能效果十分明顯。
5 結束語
本文分析了軋花機在棉花加工過程中存在的影響軋花產質量的問題,針對軋花過程中存在的多變量、強耦合、參數具有時變性、非線性的特點,探討了一種針對軋花機工作特點而設計的模糊控制方法,通過對軋花機鋸軸電機和喂花電機進行模糊控制,能夠很好地提高軋花機的產量和質量。
