氣壓式與光學(xué)式濾棒圓周控制系統(tǒng)的對比分析
2012-09-14 10:14:28黃雯華
煙草科技 2012年12期
黃雯華
廈門煙草工業(yè)有限責(zé)任公司,福建省廈門市海滄新陽工業(yè)區(qū)新陽路1號 361022
目前國內(nèi)煙草行業(yè)用于濾棒生產(chǎn)的主要有KDF2/AF2、KDF3/AF3、ZL22、KDF4/AF4 等濾棒成型機組[1]。濾棒圓周控制系統(tǒng)是濾棒成型機組的重要控制部件,主要有氣壓式和光學(xué)式兩種控制方式。其中,早期設(shè)備(如KDF2/AF2、KDF3/AF3、ZL22)圓周控制系統(tǒng)都采用氣壓式,近年來從德國HAUNI公司引進的KDF4/AF4濾棒成型機組的圓周控制系統(tǒng)則采用光學(xué)式控制方式。由于光學(xué)式圓周控制系統(tǒng)使用時間較短,對其工作原理、控制方式、控制精度及維護保養(yǎng)方法等方面缺乏深入了解[2-3]。為此,以KDF2/AF2(氣壓式圓周控制系統(tǒng))和KDF4/AF4(光學(xué)式圓周控制系統(tǒng))濾棒成型機組為研究對象,分析對比了兩種圓周控制系統(tǒng)的控制原理、控制方式及維護保養(yǎng)方法,通過進行濾棒對比測試實驗[4],了解和分析兩種系統(tǒng)的控制精度及過程能力指數(shù),以更好地為濾棒生產(chǎn)提供指導(dǎo)。
1 控制原理
1.1 氣壓式濾棒圓周控制系統(tǒng)
20世紀(jì)80年代中期,我國從德國HAUNI公司引進了KDF2/AF2濾棒成型機組和相應(yīng)的生產(chǎn)技術(shù),90年代初實現(xiàn)國產(chǎn)化后成為目前卷煙企業(yè)使用的主要機型[5]。該機型的圓周控制系統(tǒng)工作原理[1]見圖1,在設(shè)備開始生產(chǎn)時,B4識別到濾棒后,濾棒圓周控制器開始工作,壓縮空氣經(jīng)過減壓閥(4)輸送給測量噴嘴(2),在測量管內(nèi)形成一個回滯壓力,壓力大小與濾棒直徑有直接關(guān)系,該壓力在圓周控制器A21中通過2個磁性壓力開關(guān)S1和S2轉(zhuǎn)變?yōu)殡娦盘枴H绻麨V棒圓周過大,磁性壓力開關(guān)S2觸點閉合,繼電器K4吸合,信號燈H21.1亮,信號通過繼電器K2接通電機M21驅(qū)動密封室(3)的高度下降,信號燈H21.1熄滅,H21亮,濾棒圓周重新回到額定范圍;如果濾棒圓周過小,磁性壓力開關(guān)S1觸點閉合,繼電器K3吸合,信號燈H21.2亮,信號通過繼電器K1接通電機M21驅(qū)動密封室(3)的高度提高,信號燈H21.2熄滅,H21燈亮,濾棒圓周重新回到額定范圍。濾棒圓周也可通過手動調(diào)節(jié),不管設(shè)備在生產(chǎn)過程還是停機狀態(tài),M21都可以用手動操作,操作按鈕S21.1時,信號通過K1傳遞給M21以提高密封室高度;操作按鈕S21.2時,信號通過K2傳遞給電機M21以降低密封室高度。氣壓式濾棒圓周控制系統(tǒng)結(jié)構(gòu)簡單,維護保養(yǎng)方便,但由于測量氣壓與濾棒圓周之間的變化呈非線性關(guān)系,無法進行準(zhǔn)確的量化調(diào)整,也無法顯示當(dāng)前濾棒圓周值,直觀性較差。

圖1 氣壓式圓周控制器原理示意圖
隨著濾棒成型設(shè)備國產(chǎn)化技術(shù)的逐步提高,原有的氣壓式圓周控制器已經(jīng)無法滿足生產(chǎn)需要。國內(nèi)廠家先后開發(fā)了多種新型氣壓式濾棒圓周控制系統(tǒng),對其電控系統(tǒng)和氣路控制都進行了較大改進,有效提高了控制精度和穩(wěn)定性,見圖2。其中,測量氣路系統(tǒng)采用精密減壓閥和精密氣體定值系統(tǒng)作為檢測氣路的恒定輸入,減小了氣壓波動對檢測精度的影響;電控系統(tǒng)采用微壓傳感器將濾棒圓周值轉(zhuǎn)換為對應(yīng)的電壓信號,經(jīng)過溫度補償電路進入精密儀表放大器對采樣信號進行放大處理,再經(jīng)過高精度模塊轉(zhuǎn)換,利用單片機或PLC對信號進行處理和判斷,輸出控制信號,通過驅(qū)動電路控制電機,同時采用液晶顯示屏顯示當(dāng)前圓周值[6]。

圖2 新型氣壓式濾棒圓周控制系統(tǒng)工作流程圖
1.2 光學(xué)式濾棒圓周控制系統(tǒng)
從德國HAUNI公司引進的KDF4/AF4濾棒成型機組的圓周控制系統(tǒng)采用的是ODM-F型光學(xué)測量裝置。該測量裝置主要由測量轉(zhuǎn)換器ODM、煙槍調(diào)整部件、圖文顯示系統(tǒng)、組件支架和計算機輔助的統(tǒng)計分析過程處理系統(tǒng)SPS(Statistical Process System)組成,見圖3。在生產(chǎn)過程中,ODM實時的將濾棒圓周測量值傳遞給SPS系統(tǒng),SPS將測量平均值與額定值進行比較,生成驅(qū)動指令發(fā)送給煙槍調(diào)整部件,同時通過圖文顯示系統(tǒng)實時顯示測量平均值。由圖3可見,ODM測量轉(zhuǎn)換器由發(fā)光二極管(2)發(fā)出光束,光束通過透鏡(3)到達濾棒(1),光敏傳感器(4)記錄濾棒投下的陰影。ODM測量轉(zhuǎn)換器每秒鐘繞濾棒旋轉(zhuǎn) 180°并對濾棒圓周進行 1000次測量,測量數(shù)據(jù)經(jīng)處理器加工處理后,將數(shù)據(jù)通過總線輸送至控制系統(tǒng)(PLC),控制系統(tǒng)發(fā)出指令給煙槍調(diào)整部件對濾棒圓周進行調(diào)節(jié),見圖4。
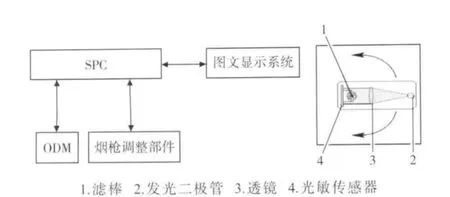
圖3 ODM-F型光學(xué)測量裝置示意圖

圖4 煙槍調(diào)整部件結(jié)構(gòu)示意圖
2 兩種控制方式比較
氣壓式和光學(xué)式兩種控制方式的精度均能滿足濾棒生產(chǎn)工藝要求,但兩者在響應(yīng)速度、控制精度、抗干擾能力等方面有所區(qū)別。
2.1 響應(yīng)速度
氣壓式控制方式通過壓力傳感器將檢測到的測量噴嘴內(nèi)的壓力變化值轉(zhuǎn)換為電信號,再由電信號產(chǎn)生相應(yīng)的控制信號;光學(xué)式控制方式是通過光敏傳感器記錄濾棒投下的陰影,并轉(zhuǎn)換為相應(yīng)電信號,再由電信號產(chǎn)生相應(yīng)的控制信號,所以氣壓式控制方式對濾棒圓周變化的響應(yīng)速度沒有光學(xué)式快。
2.2 控制精度
氣壓式控制方式測量到的噴嘴內(nèi)濾棒圓周變化所引起的氣壓變化值非常微弱,檢測信號易受干擾,氣壓與圓周變化關(guān)系為非線性,再加上現(xiàn)場所提供的氣體壓力波動的影響,檢測精度較低,穩(wěn)定性較差;光學(xué)式控制方式是ODM測量轉(zhuǎn)換器每秒鐘繞濾棒旋轉(zhuǎn)180°,并對濾棒圓周進行1000次測量,得到其平均值,因此測量精度比氣壓式高。
從使用相同規(guī)格絲束、生產(chǎn)同一規(guī)格濾棒的設(shè)備中隨機各選取一臺KDF2和KDF4濾棒成型機組進行濾棒圓周取樣測試實驗[7-8]。每小時取1次濾棒,每次取30支,連續(xù)取7次,在同一臺離線測試臺上測試,結(jié)果見圖5。可見,生產(chǎn)相同規(guī)格和工藝要求的濾棒,在同一生產(chǎn)班次抽取相同的樣本量進行檢測,光學(xué)式和氣壓式濾棒圓周檢測樣本均值分別是24.1019和24.0962,樣本標(biāo)準(zhǔn)差分別是0.0310和0.0504,短期過程能力指數(shù)CP(Process Capability index)分別是3.22和1.99,長期過程能力指數(shù)CPK(Complex Process Capability index)分別是3.20和1.96。從上述數(shù)據(jù)可以看出,光學(xué)式濾棒圓周控制器的控制能力比氣壓式強,控制精度和控制效果也更好。

圖5 氣壓式和光學(xué)式兩種圓周控制器的過程能力對比
為進一步了解和分析兩種不同控制方式對濾棒圓周的影響,對不同班次生產(chǎn)的濾棒也進行了實驗[9]。KDF2和KDF4機臺每班次各取30支濾棒,連續(xù)7個班次,各取210支樣本量進行圓周檢測,結(jié)果見圖6。可見,在相同牌號、規(guī)格和工藝要求下,采用光學(xué)式控制方式比氣壓式生產(chǎn)的濾棒圓周波動范圍小,基本在(設(shè)定值±0.10 mm)范圍內(nèi)波動,控制效果較好。
2.3 抗干擾能力
氣壓式控制方式容易受氣壓壓力波動、成型紙透氣度及污垢的影響;光學(xué)式控制方式則容易受成型紙表面的粗糙度、粉塵和膠垢的影響。在生產(chǎn)高透氣度成型紙濾棒時,測量噴嘴內(nèi)的氣壓壓力比較容易波動,此時光學(xué)式比氣壓式的抗干擾能力強。

圖6 氣壓式和光學(xué)式兩種圓周控制器的濾棒圓周箱線圖
3 兩種控制系統(tǒng)的維護比較
由以上分析可以看出,氣壓式和光學(xué)式圓周控制方式有共性也有區(qū)別,因此在生產(chǎn)過程和維護保養(yǎng)方面也有一定差別。
(1)由于在生產(chǎn)過程中測量管內(nèi)部容易產(chǎn)生膠垢和粉塵,所以設(shè)備每運行2 h左右,需要用軟毛刷或較小壓力的壓縮空氣對測量管進行清潔。特別是光學(xué)式控制系統(tǒng),其測量管內(nèi)有光學(xué)鏡片,清潔時要特別小心,以免損傷鏡片表面,影響測量精度。清潔后的效果可以通過ODM-F的自動清潔結(jié)果CCD曲線反映,見圖7。圖7右上角為標(biāo)準(zhǔn)圖像,清潔后的結(jié)果圖像與標(biāo)準(zhǔn)圖像對比看是否正常,曲線波動范圍不得超出水平的虛線。如果曲線波動范圍較大,說明測量管內(nèi)粉塵、膠垢或其他異物沒有被清潔干凈,必須重新清潔直到CCD的圖像曲線波動較小,與標(biāo)準(zhǔn)圖像基本一致為止。而氣壓式圓周控制器的清潔結(jié)果無法通過圖像進行展示,只能通過濾棒圓周在線檢測圖形或人工檢查以判斷濾棒圓周變化情況。

圖7 自動清潔結(jié)果CCD曲線圖
(2)兩種控制裝置均可設(shè)為手動或自動狀態(tài)。設(shè)手動狀態(tài)時,該裝置不參與控制,只作為濾棒在線測量值顯示。隨著生產(chǎn)過程的進行,測量管內(nèi)部粉塵逐漸增多,濾棒圓周將越來越小,操作人員通過定期自檢可發(fā)現(xiàn)濾棒圓周的變化情況,并及時調(diào)整和清潔測量管;設(shè)為自動狀態(tài)時,控制裝置將根據(jù)在線測量數(shù)值進行自動調(diào)節(jié),波動較小,操作人員也應(yīng)定期清潔測量管,并根據(jù)測量值的變化進行適當(dāng)調(diào)整。
(3)在生產(chǎn)過程中,如果發(fā)現(xiàn)濾棒圓周波動較大,無法判斷故障原因時,可先將濾棒控制裝置設(shè)為手動狀態(tài),觀察此時濾棒圓周變化情況,如果濾棒圓周波動過大現(xiàn)象消除,則可能是測量管內(nèi)有粉塵、異物或控制裝置出現(xiàn)問題;如果波動仍然較大,則可能是濾棒成型過程有問題。
4 結(jié)語
通過對KDF2/AF2的氣壓式圓周控制系統(tǒng)和KDF4/AF4的光學(xué)式圓周控制系統(tǒng)的工作原理、控制方式及維護保養(yǎng)方法對比分析可見,兩種控制系統(tǒng)都能滿足濾棒生產(chǎn)工藝要求,但從控制精度、響應(yīng)速度和抗干擾等方面看,光學(xué)式比氣壓式圓周控制系統(tǒng)功能更強大,人機交換界面更方便、快捷。在實際生產(chǎn)中,從兩種控制系統(tǒng)的機組所生產(chǎn)濾棒測試實驗結(jié)果可以看出,光學(xué)式圓周控制系統(tǒng)對濾棒圓周的控制精度、控制效果和過程能力等方面均比氣壓式要好。
[1]甘蔚鈺.濾棒成型機組圓周控制系統(tǒng)的對比分析[J].煙草科技,2008(6):23-25.
[2]孫學(xué)輝,趙樂,彭斌,等.濾棒中三醋酸甘油酯用量對卷煙主流煙氣有害成分釋放量的影響[J].煙草科技,2011(6):35-37.
[3]許寶華.濾棒成型機V槽單支剔廢的實現(xiàn)分析[J].煙草科技,2010(8):26-28.
[4]張博,張云蓮,朱強,等.測量系統(tǒng)分析(MSA)在卷煙工藝質(zhì)量管理中的應(yīng)用[J].煙草科技,2010(8):29-33.
[5]楊厚民.濾棒的理論與技術(shù)[M].北京:中國輕工業(yè)出版社,1994.
[6]尤長虹,陳光明.濾棒質(zhì)量控制和評價方法的研究[J].煙草科技,2003(2):3-4.
[7]廖永平.質(zhì)量管理常用統(tǒng)計技術(shù)與方法[M].北京:中國科學(xué)技術(shù)出版社,1998.
[8]邢軍,周德成,劉鋒,等.影響卷煙、濾棒硬度測試的因素分析[J].煙草科技,2003(2):17-20.
[9]魏步健,李清華,常紀(jì)恒,等.濾棒成型工藝參數(shù)優(yōu)化研究[J].煙草科技,2007(10):14-17.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
