YB65A型硬條包裝機長邊折疊中段定位裝置的設計與應用
2012-09-14 10:14:30楊本才
煙草科技 2012年12期
楊本才,張
川渝中煙工業有限責任公司長城雪茄煙廠,四川省什邡市鎣華山路南段68號 618400
煙草行業目前使用較多的卷煙條盒包裝機主要為引進意大利GD公司技術的國產化設備YB65A/YB65,該設備分為軟盒硬條與硬盒硬條兩種機型。在實際生產中,YB65A型硬條包裝機條盒的長邊封口折疊因條盒包裝紙折疊壓痕及紙質等原因存在折疊定位失效、散開等缺陷,從而造成條盒無法成型、輸出通道堵塞,甚至使設備零件損壞等問題,影響生產的正常運行和產品質量[1]。而針對該問題的研究改進報道較少,僅呂小波等[2]對YB46型包裝機組進行了類似改進,通過設計一套新型外盒皮輸送成型結構,外盒皮打開方式依靠擺桿左右擺動及第二推爪的擠壓力,將扁平狀外盒皮擠壓成型,較好地解決了外盒皮輸送及折疊不穩定的問題。為此,根據設備的結構特點,設計了YB65A型硬條包裝機長邊折疊中段定位裝置,通過改進條盒長邊折疊后的定位方式,以解決生產中存在的長邊折疊易散開、條盒不能成型、維修頻繁等問題,提高設備的運行效率。
1 存在問題
1.1 往復擺動折疊定位器傳動及定位原理
YB65A型硬條包裝機條盒長邊折疊兩端的定位是由一對內外安裝且相對按圓弧軌跡作往復擺動的折疊定位器完成的。推煙板將煙包組和條盒包裝紙推進條盒成型通道,即進行“]”形折疊時,兩側的往復擺動折疊器靜止不動,作為固定折疊導板對兩端內側小邊進行折疊。推進行程結束時,傳動臂在動力分配軸上凸輪的作用下,通過拉桿、連桿、垂直軸等零件帶動兩端的折疊器旋轉退出,上下長邊折疊器開始工作。當上下長邊折疊器相繼完成上下長邊的折疊時,內外往復擺動折疊定位器按原運轉軌跡返回,行程結束時,折疊定位器上的定位塊剛好護住向上折疊到位的下長邊的兩端,對經過上下長邊折疊器折疊后的長邊兩端進行定位,等待下一條盒推入后將此折疊面擠緊、粘合。
1.2 故障原因分析
條盒包裝機使用的包裝紙在使用前除了按要求印刷裁切外,還要進行壓痕處理,其目的在于有效控制紙板變形或斷裂[3],方便包裝成型。因此,壓痕處理深度不夠和紙質差異是影響長邊封口折疊、條盒正確成型的主要因素。壓痕深度不夠,上下長邊折疊后紙張纖維的張力仍然很大,在280 mm的長度上,由兩端的定位塊護住的上下長邊很容易彈出,使定位失效,當下一條盒推出時,上下長邊就無法按要求折疊成型;紙質硬度高、覆膜的硬條盒紙彈性較大,不易折疊[4],更易彈出定位塊的約束,從而形成設備故障,影響生產的連續性,增加材料消耗[5]。
當出現定位失效時,采用的方法是調整兩往復擺動折疊定位器工作端面間的距離,使定位間距變窄,但由于受條盒實際尺寸的限制,調整有一定的局限性。調整后塑膠材料的定位塊磨損加大,金屬壓緊彈簧片也容易產生疲勞。另一方法是由人工對硬條盒紙的上下折疊長邊由壓痕處進行折壓,進行一次預折疊,由此增加了機臺操作人員的工作量。
2 改進方法
2.1 設計長邊折疊中段定位裝置
長邊折疊中段定位裝置主要分為執行部分和控制部分。根據設備結構,在上下長邊折疊器與固定導紙板之間的中段位置設計一套55 mm×90 mm×90 mm的定位裝置執行部分,安裝于固定折疊壓板上,由底板、固定支架、可調滑動支架、軸、軸承、氣缸、拉簧、導向軌、定位片等零件組成,見圖1。其中,支架、導向軌、軸承、定位片均為兩件,對稱安裝,主要對條盒長邊折疊的中段兩點進行定位。選用氣缸活塞桿行程為30 mm,壽命大于1600萬次;控制部分由金屬凸輪、檢測器、繼電器、二位五通電磁換向閥等組成。
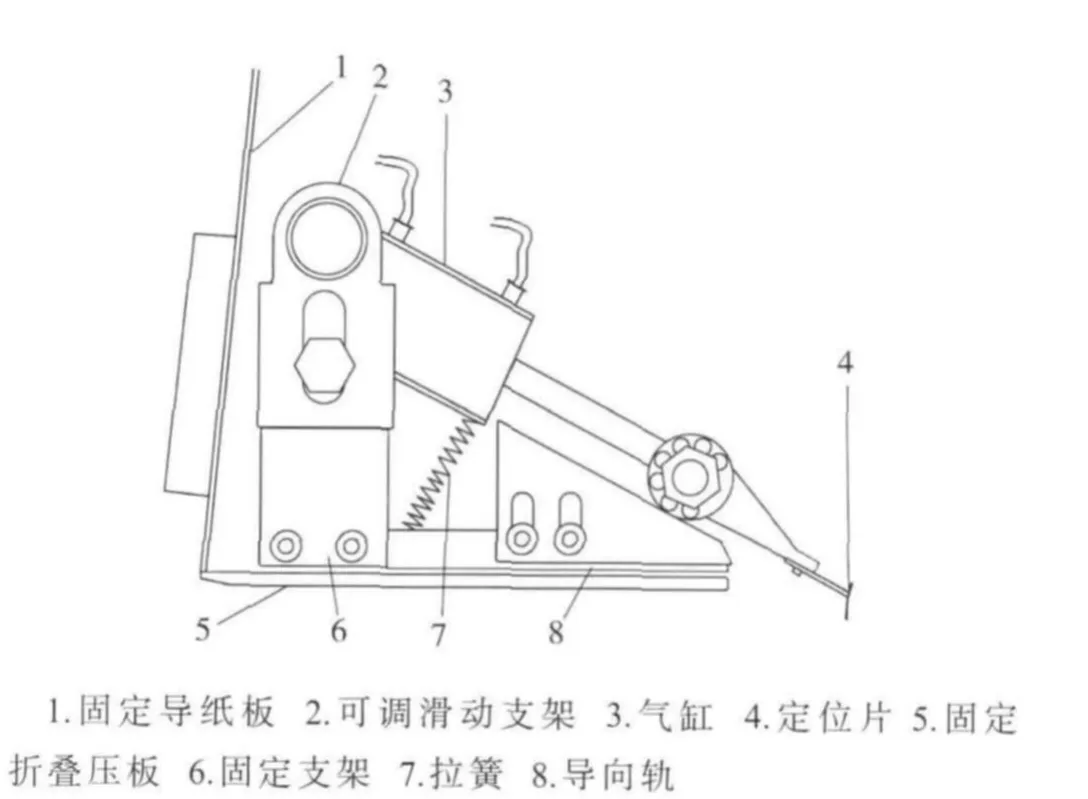
圖1 長邊折疊中段定位裝置執行部分結構示意圖
2.2 定位實現及控制
長邊折疊中段定位的實現主要是由氣缸帶動定位片沿導向軌向前下運動,從而使定位片接觸到折疊后的條盒長邊,限制折疊后長邊的張力,保持其成型狀態。當下一條盒推進,兩條盒相距28 mm(距離可調)時,定位片在氣缸的帶動下后退,并受導向軌的導向而瞬間上升,以避開推進的條盒。氣缸與支撐軸為運動副,可根據運動情況自動作徑向旋轉,拉簧可保證氣缸在運動時執行件不產生跳動。可調活動支架與導向軌配合使用能夠改變定位片的運動角度,調整定位片的運動軌跡。
條盒長邊折疊中段定位裝置中氣缸的運動是根據設備的運轉相位進行控制的。YB65A型硬條包裝機主分配軸每旋轉一周完成一條條盒的成型和長邊折疊及定位。根據設備這一特性,制作一個寬10 mm的設備相位檢測金屬凸輪[6],并安裝于伸出機器墻板一側的主分配軸上,在設備原有的檢測安裝架上增加一個NPN型電感式檢測器。由圖2可見,在初始狀態下,二位五通電磁換向閥1,2口導通,壓縮空氣作用于氣缸B口,氣缸A口經換向閥4,5口通大氣,氣缸活塞桿處于0位。
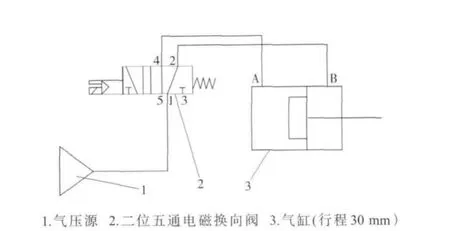
圖2 氣動氣路示意圖
YB65A型硬條包裝機上長邊折疊器在相位210°時開始向下折疊上長邊,290°時下長邊折疊器開始執行向上折疊工作,355°往復擺動的折疊定位器返回定位,見圖3。此時,增加的相位檢測機械凸輪的凸出部分正處于增加的檢測器下方,檢測器信號導通,繼電器得電后向二位五通電磁換向閥發出電信號,電磁閥得電后換向,1,4口導通,壓縮空氣作用于氣缸A口,氣缸B口經換向閥2,3口通大氣,氣缸活塞桿伸出處于1位,此時定位裝置進行折疊后的條盒長邊定位工作。機器相位75°時[7],后續推進的條盒與正被定位裝置護住長邊的條盒相距28 mm,檢測凸輪的凸出部分剛好越過檢測器,檢測器輸出信號截止,二位五通電磁換向閥失電,在彈簧作用下,換向閥換向,氣缸帶動定位片上升退回復位,氣缸活塞桿處于0位,由此循環。增加的機械相位檢測器的24 V電源由YB65A硬條包裝機推煙板過載檢測器的輸出信號提供。另外,在電氣線路上連接一個扭動式開關,當開關處于“關”狀態,或當推煙板過載且未正確復位時,裝置將不執行動作,以利于裝置的使用和過載保護。
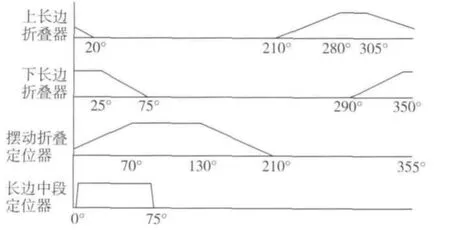
圖3 機械相位示意圖
從圖3相位可以看出,當長邊折疊中段定位裝置進行定位工作時,上長邊折疊器處于向上退回狀態,而下長邊折疊器正處于向上折疊的頂點,隨后再返回。在上下長邊折疊器之間有一定的空間可供定位裝置的定位片執行定位工作,但為了避免機械相位存在差動引起碰撞,可在上下長邊折疊器上各銑出2個凹槽缺口,槽的位置正對定位裝置的定位片。
3 應用效果
YB65A型硬條包裝機長邊折疊中段定位裝置的設計使用,解決了條盒長邊折疊因紙張壓痕、紙質差異等原因造成的折疊定位失效、散開等缺陷,有效保證了條盒的完整成型,且結構簡單,拆裝方便。因長邊折疊原因造成的條盒通道堵塞、設備零件損壞等故障由原來的2~5次/月降低為0,生產過程中避免了因材料差異導致的頻繁調整設備和條盒紙的人工預折疊等問題,機組有效作業率提高了1百分點。
[1]陳培生,楊曉勇.YP11自動裝封箱機膠帶紙粘貼外觀質量的改進[J].煙草科技,2011(2):23-24.
[2]呂小波,曾宏.YB46型包裝機組內、外盒皮輸送裝置結構改進及設計[C]//中國煙草學會2010年學術年會論文集.合肥:中國煙草學會,2010:104-106.
[3]劉湘君,王麗平,劉希,等.卷煙硬盒包裝折痕挺力與挺度檢測方法研究[J].煙草科技,2008(10):9-14,24.
[4]周景秋,喻樹洪,李誠,等.覆膜商標紙對FOCKE701包裝機組運行的影響[J].煙草科技,2010(7):17-19.
[5]黃溢清,曹文知,黃富,等.單頭轉移內襯紙組合折疊成型技術在GDX2包裝機組中的應用[J].煙草科技,2011(6):20-22,38.
[7]胡國勝,戎磊杰,張明秋.YB47硬盒包裝機二號輪接桿定位方法的改進[J].煙草科技,2011(4):23-26.
