多轉(zhuǎn)速拋光機(jī)創(chuàng)新設(shè)計(jì)及振動(dòng)實(shí)驗(yàn)研究
2012-09-15 08:48:18邵俊鵬
振動(dòng)與沖擊 2012年4期
邵俊鵬,徐 斌
(哈爾濱理工大學(xué) 機(jī)械動(dòng)力工程學(xué)院,哈爾濱 150080)
陶瓷拋光磚是現(xiàn)代建筑裝修工程中應(yīng)用最為廣泛的陶瓷制品之一。拋光機(jī)是瓷磚主要的機(jī)械加工設(shè)備。目前國(guó)內(nèi)外瓷磚拋光機(jī)都是單一轉(zhuǎn)速。這種類型的拋光機(jī)的加工過(guò)程,國(guó)內(nèi)外已有研究。文獻(xiàn)[1-8]通過(guò)試驗(yàn)得出拋光瓷磚在拋光過(guò)程中表面粗糙度的變化規(guī)律,同時(shí)得出拋光瓷磚氣孔的減少對(duì)機(jī)械加工的難度有很大的影響。李松等[9]通過(guò)試驗(yàn)得出瓷磚的拋光軌跡以及磨頭轉(zhuǎn)速對(duì)瓷磚拋光質(zhì)量的影響。目前應(yīng)用最為廣泛的是擺動(dòng)式瓷磚拋光機(jī),但是該拋光機(jī)在拋光過(guò)程中出現(xiàn)了表面粗糙度不均勻,瓷磚碎裂等情況。針對(duì)這些故障,湯迎紅等[10]優(yōu)化了拋光盤的凸輪曲線,解決了柔性沖擊問(wèn)題。吳南星等[11]用加水方法控制噪聲。
隨著機(jī)械加工成本的增加、能耗的加大。提高拋光機(jī)的加工效率成為了企業(yè)研發(fā)的重中之重。提高拋光機(jī)的加工效率有兩種途徑:一是在同一拋光機(jī)上采用多種轉(zhuǎn)速;二是增大磨頭直徑。但是磨頭直徑的增大,受到空間和成本限制,不是理想的解決途徑。鑒于此,對(duì)多轉(zhuǎn)速拋光機(jī)的研發(fā)顯的尤為重要和迫切。
本課題提出一種多轉(zhuǎn)速拋光機(jī),設(shè)計(jì)磨頭變速結(jié)構(gòu)。建立模型分析在高轉(zhuǎn)速下磨頭的平面慣性振動(dòng)和垂直振動(dòng),通過(guò)振動(dòng)實(shí)驗(yàn)室和磨削量實(shí)驗(yàn)確定拋光機(jī)不同磨頭的轉(zhuǎn)速。并確定多轉(zhuǎn)速拋光機(jī)高效、節(jié)能加工時(shí)轉(zhuǎn)速、壓力的最佳組合。
在原理和運(yùn)行上驗(yàn)證多轉(zhuǎn)速拋光機(jī)的可能性。
1 多轉(zhuǎn)速拋光機(jī)的結(jié)構(gòu)設(shè)計(jì)和原理
1.1 多轉(zhuǎn)速拋光機(jī)結(jié)構(gòu)
多轉(zhuǎn)速拋光機(jī)的主要部件有:瓷磚輸送部件、橫梁擺動(dòng)部件、磨頭部件等,結(jié)構(gòu)如圖3所示。
瓷磚輸送部件由傳送帶電機(jī)10、主動(dòng)滾輪9、從動(dòng)滾輪18、傳送帶12、瓷磚17組成。瓷磚17在傳送帶12的帶動(dòng)下,輸入輸出。傳送帶12的輸送快慢由主控面板控制。

橫梁擺動(dòng)部件由橫梁擺動(dòng)電機(jī)14、橫梁7、橫梁支撐座8組成。
磨頭部件是拋光機(jī)的最主要部件,由磨頭電機(jī)3、磨頭主軸4、氣缸5、磨頭16、冷卻水管2組成。每臺(tái)多轉(zhuǎn)速拋光機(jī)配置12~20個(gè)磨頭,配置磨頭的個(gè)數(shù)由廠家的生產(chǎn)能力確定。每個(gè)磨頭配置6~8個(gè)磨塊,磨塊的軟硬由加工的瓷磚材質(zhì)確定。
多轉(zhuǎn)速拋光機(jī)工作時(shí),由傳送帶電機(jī)10驅(qū)動(dòng)主動(dòng)滾輪9、從動(dòng)滾輪18、傳送帶12轉(zhuǎn)動(dòng),帶動(dòng)置于傳送帶之上的瓷磚進(jìn)給。同時(shí),磨頭16在磨頭電機(jī)3的帶動(dòng)下旋轉(zhuǎn),氣缸5帶動(dòng)磨頭16垂直壓在瓷磚上。磨頭16及其主軸4固定在橫梁7上,為了完整的加工整個(gè)瓷磚,橫梁7以及固定其上的磨頭16在橫梁擺動(dòng)電機(jī)的驅(qū)動(dòng)下在橫梁支撐座8上做往復(fù)的移動(dòng)。往復(fù)的行程略大于瓷磚的寬度。
1.2 多轉(zhuǎn)速拋光機(jī)變速結(jié)構(gòu)設(shè)計(jì)
磨頭部件的變速結(jié)構(gòu)采用的是塔式帶輪變速,如圖1所示。這種結(jié)構(gòu)傳動(dòng)平穩(wěn)、結(jié)構(gòu)簡(jiǎn)單、制造容易、對(duì)軸的安裝精度要求不高、成本低廉。變速級(jí)數(shù)為4級(jí)變速。
1.3 多轉(zhuǎn)速拋光機(jī)磨頭的運(yùn)行軌跡
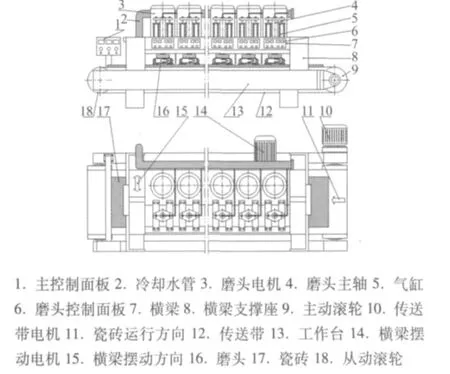
圖3 多轉(zhuǎn)速拋光機(jī)結(jié)構(gòu)Fig.3 Schematic diagram of the structure of multi-speed polishing machine
由多轉(zhuǎn)速拋光機(jī)結(jié)構(gòu)和磨頭變速結(jié)構(gòu)的分析可知,結(jié)構(gòu)圖如圖3和多轉(zhuǎn)速拋光機(jī)磨頭的運(yùn)動(dòng),有兩種運(yùn)動(dòng)組成:一種運(yùn)動(dòng)是,磨頭電機(jī)3驅(qū)動(dòng)主動(dòng)帶輪1,主動(dòng)帶輪1通過(guò)皮帶7帶動(dòng)塔式從動(dòng)帶輪6旋轉(zhuǎn),塔式從動(dòng)帶輪6驅(qū)動(dòng)磨頭16旋轉(zhuǎn)。(塔式從動(dòng)帶輪6與磨頭主軸4以及磨頭16是聯(lián)接在一起的);二種運(yùn)動(dòng)是,氣缸5驅(qū)動(dòng)磨頭主軸4以及磨頭16作向下運(yùn)動(dòng)。運(yùn)行軌跡如圖2所示。
設(shè)磨塊上一點(diǎn)A(x,y,z),距磨頭中心軸的距離為r,當(dāng)多轉(zhuǎn)速拋光機(jī)變速機(jī)構(gòu)運(yùn)行時(shí),該點(diǎn)所形成的軌跡為一條螺旋線。其方程[12]為:
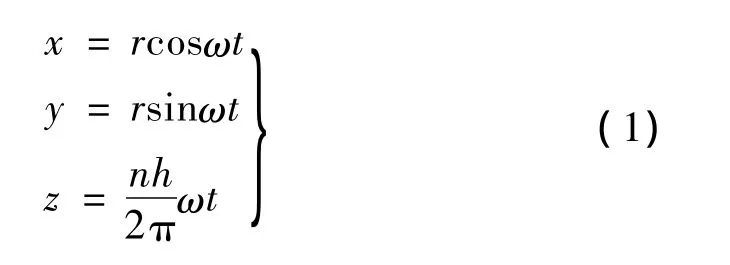
式中,h為磨塊磨入瓷磚的深度;n為磨塊數(shù)。nh為磨頭每轉(zhuǎn)一轉(zhuǎn)磨削瓷磚的深度;ω為磨頭旋轉(zhuǎn)角速度。
A點(diǎn)在t時(shí)間內(nèi)所形成螺旋線軌跡為W:

對(duì)式(1)求導(dǎo)得:

把式(3)代入式(2)得:


1.4 多轉(zhuǎn)速拋光機(jī)加工工藝
瓷磚的拋光是在瓷磚刮平之后,進(jìn)行拋光的階段。瓷磚拋光的工藝分三個(gè)階段:粗加工、精加工、拋光加工。這三個(gè)加工程序在一臺(tái)多速拋光機(jī)上實(shí)現(xiàn)。以12磨頭拋光機(jī)為例,拋光機(jī)上的磨頭四個(gè)為一組。從瓷磚進(jìn)給方向起,前四個(gè)磨頭是粗加工,磨塊粒度號(hào)為80#,切除量是主要的指標(biāo)。中間四個(gè)磨頭是精加工,磨塊粒度號(hào)為240#~320#,較少切除量是主要的指標(biāo)。最后四個(gè)磨頭是拋光加工,磨塊粒度號(hào)為1 000#~1 200#,保證光潔度是主要指標(biāo)。
2 多轉(zhuǎn)速拋光機(jī)磨頭部件的動(dòng)力學(xué)分析
2.1 磨頭部件平面振動(dòng)
由多轉(zhuǎn)速拋光機(jī)磨頭的運(yùn)行分析可知,多轉(zhuǎn)速拋光機(jī)磨頭在運(yùn)行時(shí),有兩種運(yùn)動(dòng),一種是磨頭的旋轉(zhuǎn)運(yùn)動(dòng),一種是磨頭垂直向下的運(yùn)動(dòng)。由于磨頭的磨塊材料不是絕對(duì)均勻,又因設(shè)計(jì)制造、安裝方面的缺陷,導(dǎo)致磨頭在高速旋轉(zhuǎn)運(yùn)行時(shí)產(chǎn)生動(dòng)不平衡。此振動(dòng)屬于平面運(yùn)動(dòng),不考慮垂直方向的分運(yùn)動(dòng)。磨頭動(dòng)力學(xué)模型如圖4所示。
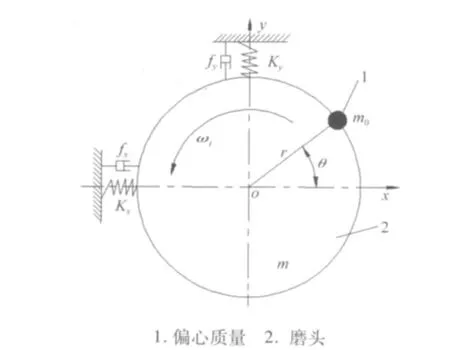
圖4 磨頭動(dòng)力力學(xué)模型Fig.4 Schematic diagram dynamics model of grinding head
磨頭的運(yùn)動(dòng)微分方程為:

式中:m為磨頭質(zhì)量;m0為作用在磨頭上的偏心質(zhì)量;kx、ky為磨頭沿 x,y 方向的剛度;fx、fy為磨頭在 x,y 方向的阻尼系數(shù);ω為磨頭回轉(zhuǎn)角速度;r為偏心質(zhì)量的偏心距;y″,y',y為磨頭在 y方向上的加速度,速度,和位移;x″,x',x為磨頭在x方向上的加速度,速度,和位移。
設(shè)磨頭在x,y方向的位移為:
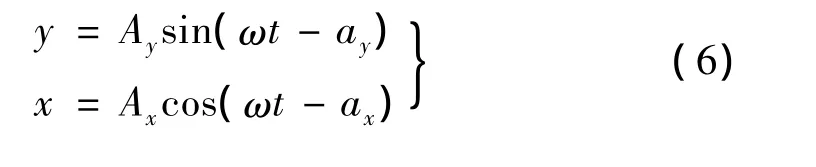
式中:Ax、Ay為磨頭在 x,y 方向的振幅;ax、ay為磨頭在x,y方向的激振力對(duì)位移的相位差角。
經(jīng)整理計(jì)算得磨頭在x,y方向的振幅Ax、Ay和相位差角 ax、ay。

ax、ay通常在170°~180°之間[13-14]。因此 cos(ax)=cos(ay)≈1。
當(dāng)ky→0及kx→∞時(shí)振幅為:
因此,磨頭在x方向的振幅較大,在y方向的振幅較小。
2.2 頭垂直振動(dòng)
圖5(a)為磨頭簡(jiǎn)化模型,磨塊座和磨塊合體簡(jiǎn)化成為刀體,磨頭簡(jiǎn)化為刀座。磨塊一點(diǎn)0的動(dòng)態(tài)切削力T分解為垂直切削力P和切削阻力F。P遠(yuǎn)遠(yuǎn)大于F。由于磨頭存在著垂直方向的振動(dòng)Z(t)而引起動(dòng)態(tài)磨削力的變化[15-16],其變化值為:
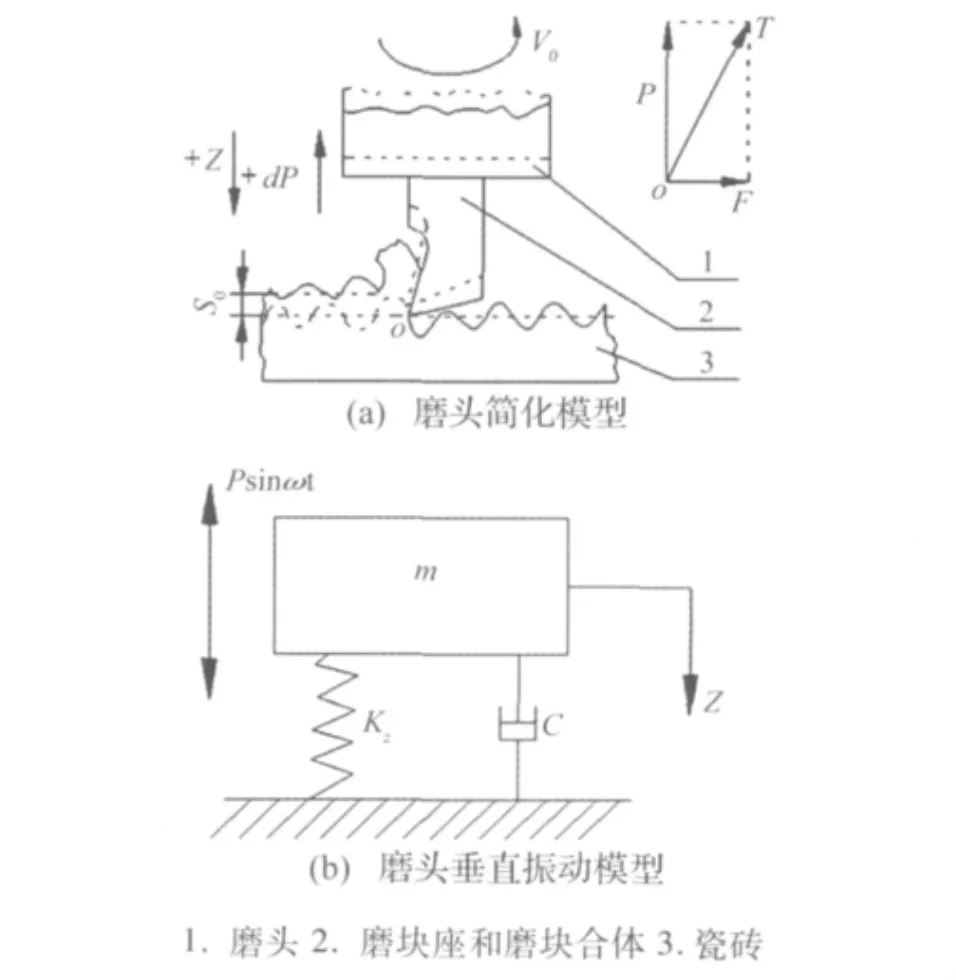
圖5 磨頭垂直振動(dòng)簡(jiǎn)化模型Fig.5 Schematic diagram of Simplified model of vertical vibration of grinding head

式中,Ω為磨頭的角速度;T為磨頭每轉(zhuǎn)時(shí)間;k1為磨削厚度系數(shù);μ為重疊系數(shù),μ≤1.0;z1為同時(shí)工作的磨塊數(shù);z2為磨塊總數(shù);K為切入系數(shù);Z(t)為磨頭垂直方向的擾動(dòng);Z為垂直方向。
圖5(b)為磨頭垂直振動(dòng)簡(jiǎn)化模型,磨頭的主要磨削力在垂直方向的,因此磨頭垂直方向的運(yùn)動(dòng)學(xué)方程為:

式中:m為磨頭質(zhì)量;kz為磨頭沿z方向的剛度;C為磨頭在z方向的阻尼系數(shù);z″,z',z為磨頭在z方向上的加速度,速度,和位移;P為磨頭z方向磨削力;ω為磨頭z方向激振力角頻率。
設(shè)磨頭在z方向的位移為:

式中:Az為磨頭在z方向的振幅;az為磨頭在z方向的激振力對(duì)位移的相位差角。
經(jīng)整理計(jì)算得磨頭在z方向的振幅Az和相位差角az。
由于磨頭具有自適應(yīng)性,適應(yīng)瓷磚表面的形狀特征,因此磨頭在垂直于瓷磚方向的阻尼比較小,隔振彈性裝置的剛度也比較小,即kz?ω2m,az通常在170°~180°之間[14],因此 cos(az)≈1。由此可以看出 Az>Ax>Ay。
3 磨頭振動(dòng)和磨削量實(shí)驗(yàn)
為了確定多轉(zhuǎn)速拋光機(jī)粗、精、拋光加工階段磨頭的轉(zhuǎn)速以及在不同轉(zhuǎn)速下的振動(dòng)、磨削量、壓力等,按照表1參數(shù)進(jìn)行了磨削振動(dòng)試驗(yàn),機(jī)床為SD-281型12磨頭的瓷磚拋光機(jī)。
實(shí)驗(yàn)時(shí)按照表1的參數(shù)進(jìn)行,利用壓電式傳感器測(cè)量X,Y,Z三個(gè)方向的振動(dòng)加速度。所用儀器和測(cè)試系統(tǒng)簡(jiǎn)圖如圖6所示。
從所得測(cè)量數(shù)值中取X,Y,Z三個(gè)方向的振動(dòng)加速度最大和最小值。其結(jié)果如表2所示。
試驗(yàn)所用的瓷磚規(guī)格是800 mm×800 mm,磨削時(shí)間為11分鐘。瓷磚和磨塊磨損量的測(cè)量應(yīng)用稱重法得出數(shù)值,其結(jié)果如圖7所示。
3.1 粗磨階段的磨頭轉(zhuǎn)速與壓力確定
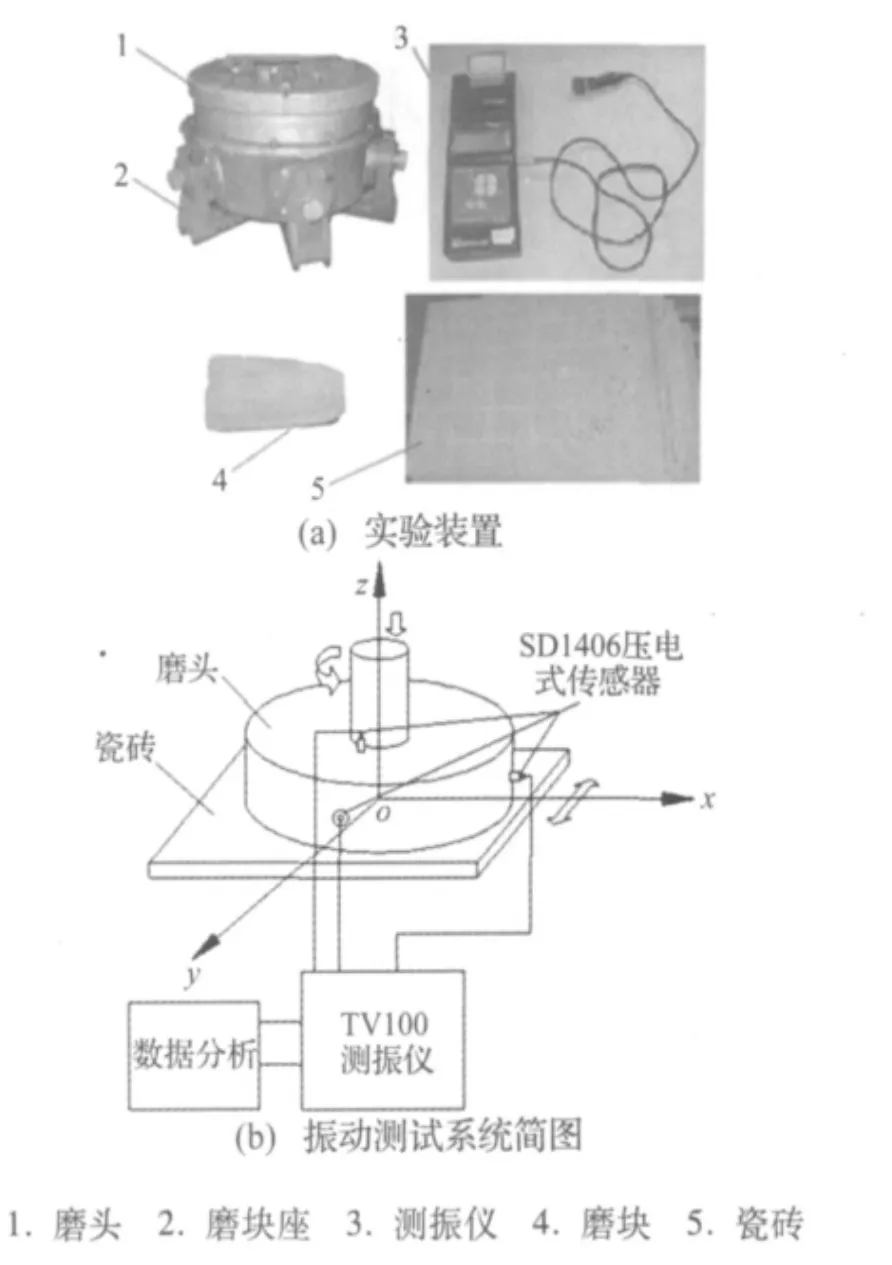
圖6 實(shí)驗(yàn)裝置和振動(dòng)測(cè)試系統(tǒng)簡(jiǎn)圖Fig.6 Schematic diagram of experimental equipment and vibration testing system
從表2和圖7(a)分析得出磨頭轉(zhuǎn)速為522 r/min時(shí)瓷磚的磨除量為最大,磨頭在X、Y、Z三個(gè)方向的振動(dòng)加速度為最大。磨頭轉(zhuǎn)速為570 r/min時(shí)瓷磚的磨除量比較大,而磨頭在X,Y,Z三個(gè)方向的振動(dòng)加速度比磨頭轉(zhuǎn)速為522 r/min時(shí)的振動(dòng)要小。同時(shí)得出磨頭轉(zhuǎn)速與瓷磚和磨塊的磨損累積量成正比。磨頭轉(zhuǎn)速與磨頭的振動(dòng)加速度成正比。但是磨頭轉(zhuǎn)速為522 r/min時(shí),瓷磚的瓷磚和磨塊的磨損累積量要大于磨頭轉(zhuǎn)速為522 r/min時(shí)。
原因是轉(zhuǎn)速為570 r/min的磨頭施加的氣缸壓力要小于轉(zhuǎn)速為522 r/min的磨頭壓力。磨頭壓力大時(shí),磨塊參與的磨粒增多,磨削量就大,同時(shí)造成的磨削振動(dòng)也就越大。
因?yàn)榇帜ルA段的指標(biāo)是瓷磚的磨除量,磨頭轉(zhuǎn)速為427 r/min和475 r/min時(shí),瓷磚的磨除量比較小,不符合粗磨階段的指標(biāo)。
綜上分析得出粗磨階段的前四個(gè)磨頭的轉(zhuǎn)速為570 r/min,磨頭壓力在2.6 ~3.2 MPa之間。
3.2 精磨階段的磨頭轉(zhuǎn)速與壓力確定
多轉(zhuǎn)速拋光機(jī)的精磨階段是中間6個(gè)磨頭,采用的磨塊粒度號(hào)數(shù)為240#和320#。從表2和圖7(b),圖7(c)分析得出采用磨塊粒度號(hào)數(shù)為240#和320#的磨頭的振動(dòng)加速度為最大,特別是Z軸的振動(dòng),Z方向的振動(dòng)是造成瓷磚碎裂的主要原因。因此加工過(guò)程要避免Z方向過(guò)大的振動(dòng),降低碎磚率。

圖7 磨塊與瓷磚磨損量Fig.7 Wear weight loss of ceramic tile and grinding block
對(duì)比實(shí)驗(yàn)6和實(shí)驗(yàn)10磨頭轉(zhuǎn)速為475 r/min,實(shí)驗(yàn)6的磨頭振動(dòng)要比實(shí)驗(yàn)10的磨頭振動(dòng)小。原因是實(shí)驗(yàn)10磨頭的壓力大于實(shí)驗(yàn)6磨頭壓力。這兩個(gè)實(shí)驗(yàn)的瓷磚磨除量相差不多。
為了降低碎磚率,并達(dá)到精磨階段的低磨損量和瓷磚光潔度同時(shí)兼顧的目的。精磨階段中間6個(gè)只用240#和320#磨塊的磨頭轉(zhuǎn)速為475 r/min,磨頭壓力為2.6 MPa。
3.3 拋光階段的磨頭轉(zhuǎn)速與壓力確定
從表2和圖7(d)分析得出拋光階段磨削不占主導(dǎo),磨頭壓力對(duì)拋光影響不大,文獻(xiàn)[17]通過(guò)實(shí)驗(yàn)得出瓷磚光潔度與磨頭的轉(zhuǎn)速成正比。磨頭的振動(dòng)會(huì)使已經(jīng)加工好的表面造成二次劃傷。
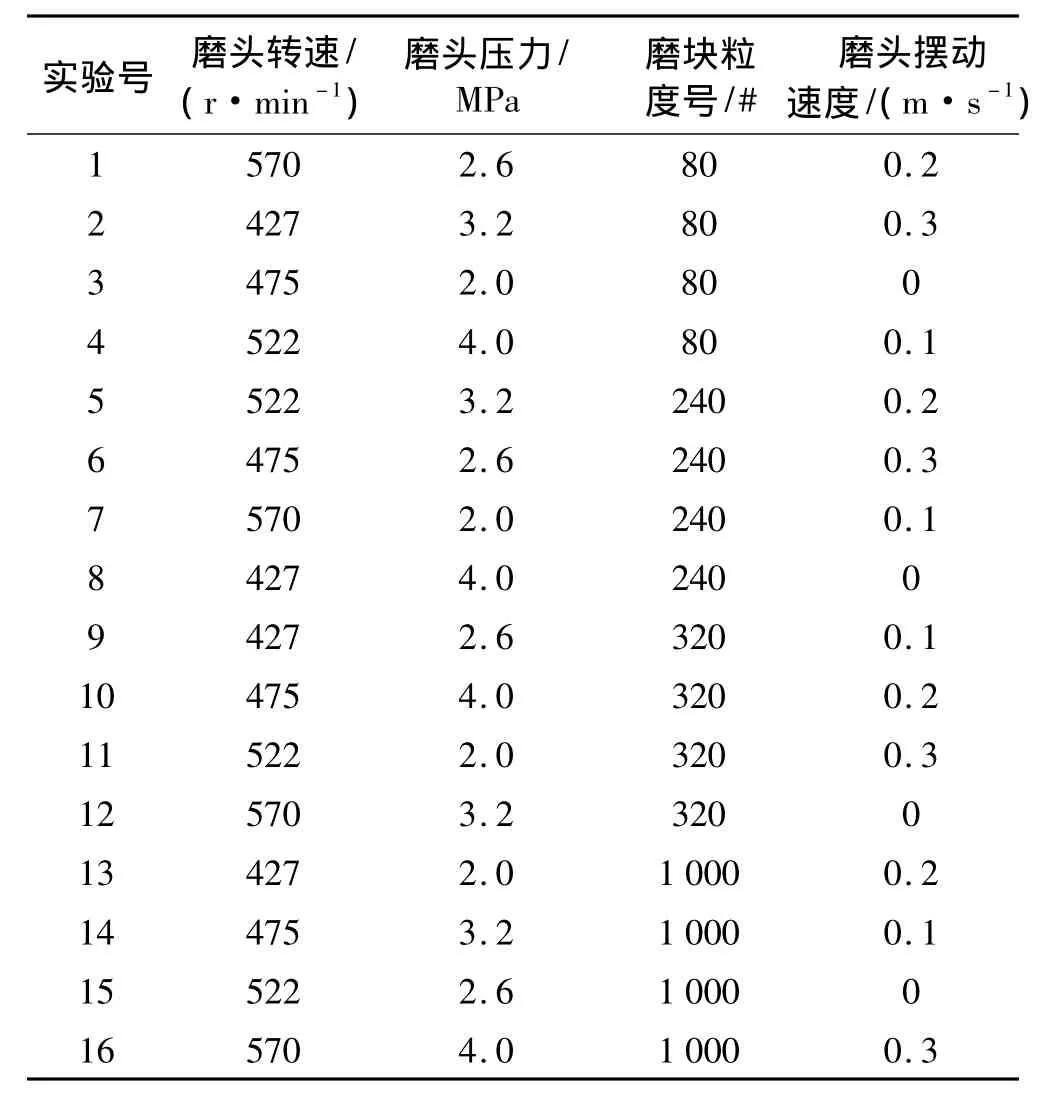
表1 磨頭振動(dòng)加速度實(shí)驗(yàn)參數(shù)Tab.1 Vibration acceleration experimental parameter of grinding head
綜上分析得出,在拋光階段后三個(gè)磨頭的轉(zhuǎn)速為570 r/min,磨頭壓力為 3.2 MPa。
通過(guò)表2可以看出磨頭振動(dòng)加速度Z方向?yàn)樽畲筮h(yuǎn)大于X、Y方向的振動(dòng),X方向大于Y方向的振動(dòng)。實(shí)驗(yàn)結(jié)果驗(yàn)證了磨頭振動(dòng)的理論分析結(jié)果。
磨頭在工作時(shí),在沿著X方向擺動(dòng),瓷磚沿Y方向進(jìn)給。因此這個(gè)兩個(gè)方向的振動(dòng)對(duì)瓷磚的加工沒(méi)有影響,對(duì)橫梁的影響也很小。

表2 磨頭振動(dòng)加速值對(duì)比表Tab.2 Numerical contrast of vibration acceleration of grinding head
4 結(jié)論
(1)試驗(yàn)結(jié)論驗(yàn)證了,對(duì)磨頭振動(dòng)的理論分析結(jié)果。
(2)多轉(zhuǎn)速拋光機(jī)的轉(zhuǎn)速搭配形式是拋光機(jī)兩頭的磨頭轉(zhuǎn)速高,中間磨頭的轉(zhuǎn)速低。
(3)磨頭在X,Y方向的振動(dòng)對(duì)瓷磚加工沒(méi)有影響,而且有利于瓷磚加工。這兩個(gè)方向的振動(dòng),對(duì)瓷磚加工起輔助作用。
(4)磨頭為了完整的加工瓷磚需要在瓷磚的兩端稍作停留,但是不能停留時(shí)間過(guò)程,通過(guò)表2可以看出,磨頭不擺動(dòng)時(shí),振動(dòng)很大。停留時(shí)間不能超過(guò)2秒。
(5)多轉(zhuǎn)速拋光機(jī)的轉(zhuǎn)速搭配可以降低振動(dòng),提高效率。同時(shí)也驗(yàn)證了其可行性。
[1] Orts M J,S’anchez E,Gareia-Ten,et al.Porcelain tile behavior during polishing[J]. Bol.delaSoe. EsP. de Ceramicay Vidrio,2001,40:447-455.
[2] Hutchings I M,Xu Y,Sanchez E,et al.Porcelains tile microstructure:implications for polishability[J].Journal of the European Ceramic Society,2006,26:1035-1042.
[3 ] Sanchez E,Ibanez M J,Garcia-Ten J,et al.Porcelain tile microstructure:implications for polished tile properties[J].Journalofthe European Ceramic Society,2006,26:2533-2540.
[4] Sousa J P F,Aurich C J,Walter L,et al.Kinematics of a single abrasive particle during the industrial polishing process of porcelain stoneware tiles[J].Journal of the European Ceramic Society,2007,27:3183-3190.
[5] Xu X P,Huang H,GaoY,et al.Processes for the generation of glossiness on ground granites and ceramics[J].Key Engineering Mater.,2003,238(2):99-104.
[6] Wang C Y,Kang T C,Qin Z,et al.How abrasive machining affects surface characteristics of vitreous ceramic tile[J] .American Ceramic Society Bulletin,2003,82(10):9201-9208.
[7] Tucci A,Esposito L,Malmusi L,et al.Wear resistance and stain resistance of porcelain stoneware tiles[J].Key Engineering Mater.,2002,206(2):1759-1762.
[8] Braganca S R,Bergmann C P.A view of whitewares mechanical strength and microstructure [J]. Ceramics International,2003,29:801-806.
[9] 李 松,鄭 超.拋光磚面磨拋均勻性淺析[J].陶瓷,2005,(7):19-21.
[10] 湯迎紅,吳運(yùn)新,周 鵬.陶瓷拋光機(jī)拋光盤凸輪的改進(jìn)設(shè)計(jì)[J].機(jī)械設(shè)計(jì),2006,(3):58-60.
[11] 吳南星,朱金貴,肖任賢.陶瓷用拋光機(jī)磨頭聲-結(jié)構(gòu)分析及噪聲控制[J].陶瓷學(xué)報(bào),2009,30(1):101-105.
[12] B.C.柳克辛(蘇).刀具設(shè)計(jì)的螺旋面理論[M].北京:機(jī)械工業(yè)出版社,1984:3-20.
[13] 張競(jìng)寰.振動(dòng)給料斗[M].北京:水利電力出版社,1988:74-75.
[14] 周林森.機(jī)械振動(dòng)技術(shù)的理論和應(yīng)用[M].河南:河南科學(xué)技術(shù)出版社,1997:156-157.
[15] 楊 橚,唐恒齡,廖伯瑜.機(jī)床動(dòng)力學(xué)[M].北京:機(jī)械工業(yè)出版社,1983:199-205.
[16] 徐耀信.機(jī)床振動(dòng)學(xué)[M].江西:江西高校出版社,1991:251-260.
[17] 于思遠(yuǎn),林 濱,李世杰,等.工程陶瓷超精密鏡面加工新方法的研究[J].兵工學(xué)報(bào),1997,18(2):143-147.
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
天天愛(ài)科學(xué)(2020年6期)2020-09-10 07:22:44
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
