回轉工作臺和圓周進給
2012-10-20 14:10:20張炳生衛美紅
制造技術與機床 2012年1期
張 曙 張炳生 衛美紅
1 圓周進給裝置是多軸加工的關鍵
機床在加工復雜形狀表面時,為了提高加工效率、保證加工質量和防止干涉,除了3個笛卡爾坐標系X、Y和Z軸的進給外,還需有控制刀具與工件相對姿態的回轉坐標系A、B或C軸的圓周進給,即第4軸和第5軸,加上3個直線軸,構成5軸聯動加工,如圖1所示。
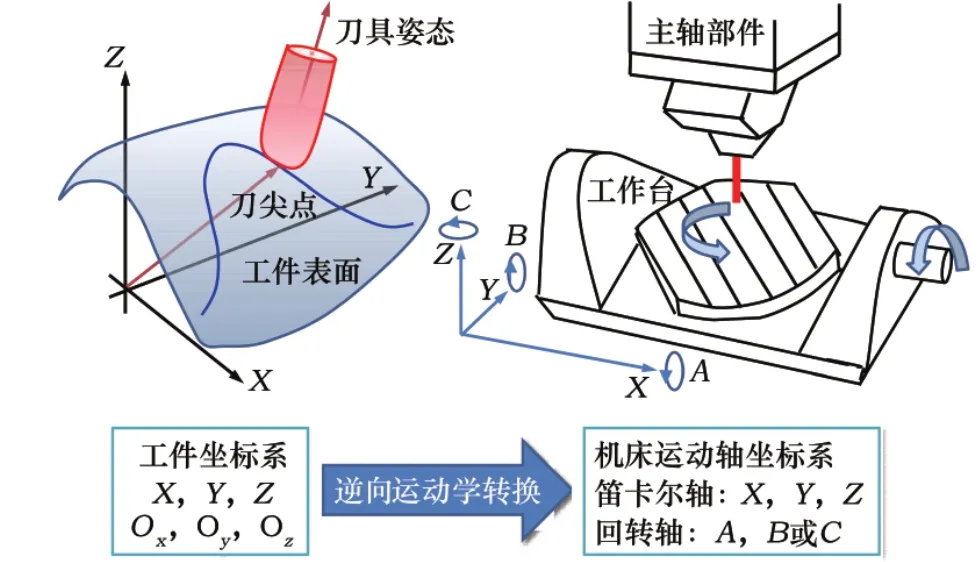
圖1 5軸聯動機床加工示意圖
第4和第5軸的圓周進給是5軸聯動機床的關鍵技術之一,它可以是AC聯動、AB聯動或BC聯動。這兩種圓周進給可由安裝工件的工作臺完成,也可以由裝有刀具的主軸部件來完成,或者由兩者共同完成。
本文闡述高端數控機床的回轉工作臺及其圓周進給驅動。工作臺的圓周進給可以借助伺服電動機通過機械傳動或集成的電動機直接驅動來實現。具有機械傳動的圓周進給驅動由電伺服驅動、機械傳動和角度編碼器位置反饋3部分組成。
2 圓周進給的機械傳動
目前應用于回轉工作臺的機械傳動機構主要有:①蝸輪蝸桿副,②傘齒輪副,③滾珠傳動副,④滾柱凸輪副。
2.1 蝸輪蝸桿副
蝸輪蝸桿副是傳統的分度和圓周進給機構,廣泛用于鏜銑床和齒輪加工機床,其典型結構和外觀如圖2所示。
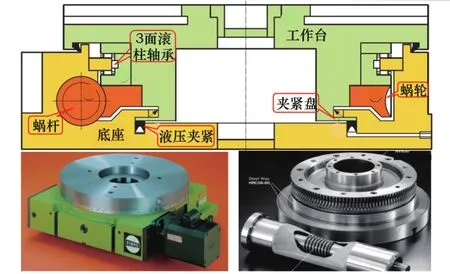
圖2 蝸輪蝸桿傳動的工作臺
用于數控回轉工作臺的蝸輪蝸桿傳動副通常需經熱處理,以減少較高的轉速和加減速所帶來的磨損。大多數制造商將蝸輪蝸桿傳動副的表面淬硬到45-60HRC。硬度低的蝸輪容易磨損,硬度高的蝸桿容易斷裂或刮傷蝸輪齒面和咬死,往往難以兼顧。
蝸輪蝸桿傳動副的回轉工作臺可以作為分度裝置,對于100 mm到500 mm直徑的工作臺分度精度一般為±20″左右。對于1 000 mm以上的大直徑回轉工作臺,分度精度需要提高到±15″,以減小圓周上的誤差。當工作臺處于傾斜工作位置時,由于附加載荷的影響,其分度和位置精度將明顯下降。
大多數回轉工作臺的實際轉動角度范圍有限,只有部分蝸輪齒處于經常工作狀態,從而造成磨損的不均勻。在使用一定時間后,可將蝸輪轉過180°重新安裝,使用另一半蝸輪齒。為了提高回轉精度,可在蝸輪軸安裝角度編碼器(圓光柵或磁柵),實現閉環控制。
許多機床部件供應商,如德國的Lehmann公司、美國的Hass公司和日本的Nikken公司等都提供基于蝸輪蝸桿傳動副的回轉工作臺,有不同的規格和配置形式:例如垂直回轉工作臺,BC軸雙擺工作臺、AC軸雙擺工作臺,以及多工位、多軸工作臺等,如圖3所示。
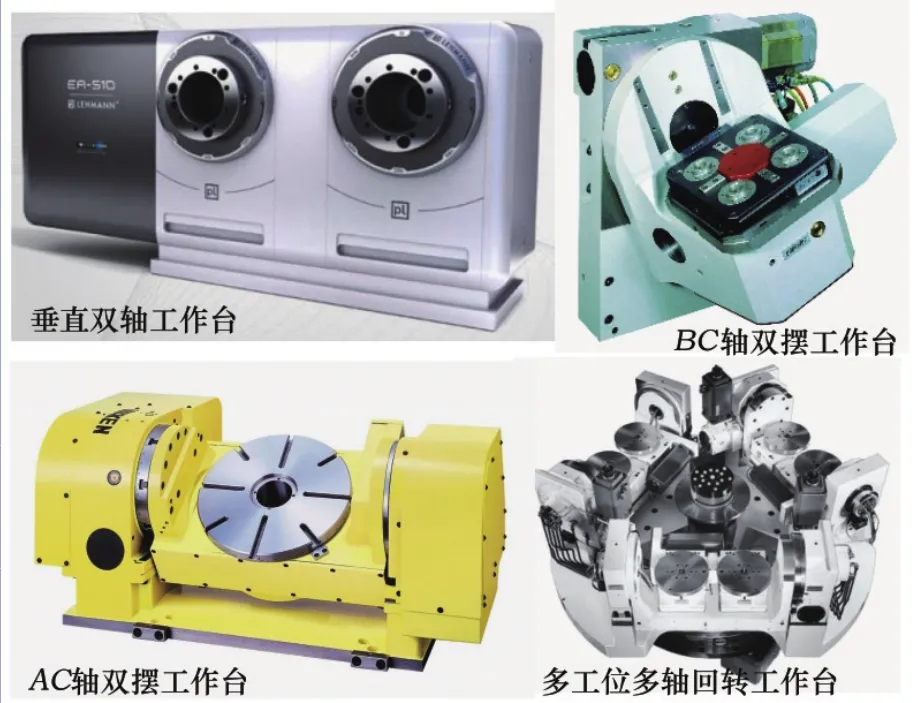
圖3 回轉工作臺的配置形式
蝸輪蝸桿傳動存在背隙,消除背隙對圓周軌跡精度的影響是設計回轉工作臺的關鍵。消除蝸輪蝸桿副背隙的方法有3種:①雙蝸桿同步驅動;②變螺距蝸桿驅動;③浮動蝸桿驅動。
采用小壓力前角(10°左右)浮動蝸桿消除背隙的原理和實例如圖4所示。
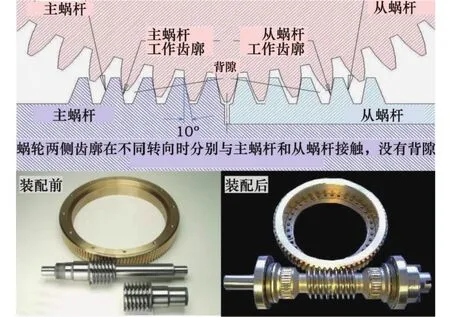
圖4 浮動蝸桿消除背隙的原理和實例
對消除蝸輪蝸桿副傳動背隙要求不太高時,可采用雙螺距蝸桿,通過移動蝸桿的軸向位置來調整反向背隙。這種蝸桿的左右兩側齒面具有不同的螺距,因此蝸桿的齒厚從頭到尾逐漸增厚或減薄。但由于齒廓同一側的螺距是相同的,所以仍可保持正常嚙合。其缺點是隨著蝸桿齒厚的減薄,蝸桿齒的強度降低。
雙蝸桿同步驅動是在蝸輪的180°位置處分別配置一個蝸桿,中間以差動輪系連接,使其保持同步,剛性好,但對輪系傳動精度要求較高,否則同樣會出現背隙。采用兩個同步伺服電動機的方案效果更好。
2.2 滾柱驅動
滾柱驅動(Roller Drive)是一種新型的無間隙傳動機構,可用于構建新型數控回轉工作臺。例如,日本三共機械(Sankyo Seisakusho)公司提供的RA系列精密驅動單元由具有弧面凸輪的輸入軸和圓周上均勻分布有若干個從動滾柱元件的轉輪組成,如圖5所示。
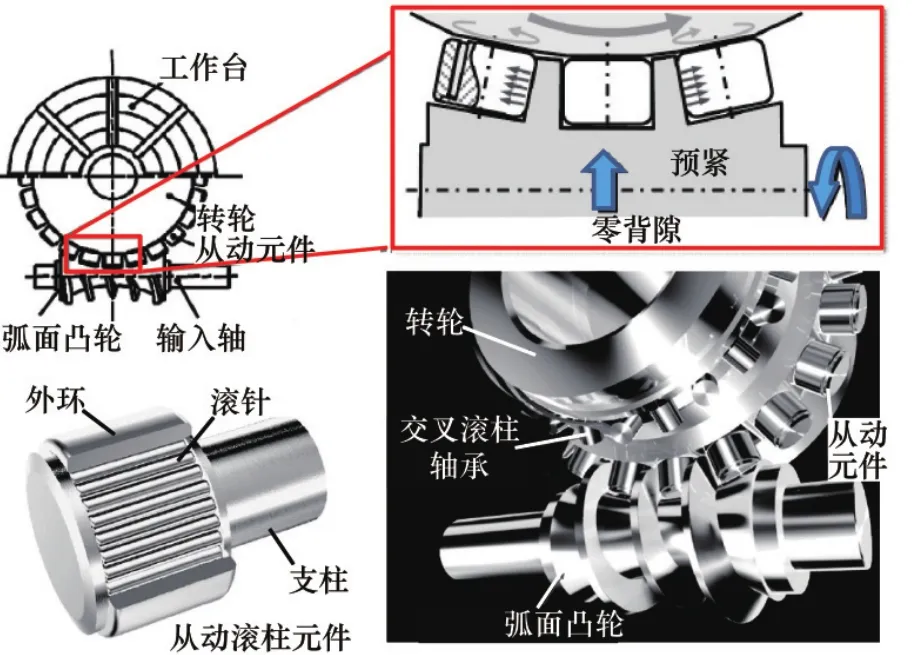
圖5 滾柱傳動機構的原理
從圖中可見,工作臺與轉輪是固定在一起的,輸入軸上的凸輪槽表面與轉輪上的從動滾柱元件外環表面呈線接觸嚙合,從而驅動轉輪(即工作臺)轉動。
從動滾柱元件的支柱端被冷壓配到轉輪的圓周分布孔中,由于中間有滾針軸承,其外環在嚙合過程中是旋轉的,將嚙合過程的滑動摩擦轉化為滾動摩擦,提高了傳動效率,明顯減少了磨損。轉輪與殼體之間安裝有交叉配置的滾柱作為承受軸向和徑向載荷支撐軸承,以保證其高剛度和高精度的回轉。
調整輸入軸(弧面凸輪)與輸出軸(轉輪)的軸間距,就可以消除傳動間隙或施加預載荷。
對比試驗表明,滾柱驅動的工作臺的靜態和動態性能皆明顯高于傳統的蝸輪蝸桿驅動的工作臺。兩種不同驅動形式的工作臺的試驗結果見表1。

表1 對比試驗的結果
對滾柱驅動工作臺進行性能試驗所獲得結果的曲線如圖6所示。
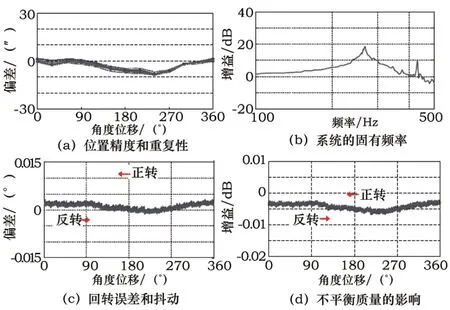
圖6 滾柱驅動工作臺的性能
定位精度及其重復性是機床檢驗標準規定的項目,在半閉環的條件下測量,從測量結果看,重復性很好,誤差具有規律性,可以設法補償。
系統的固有頻率響應描述了系統的剛度和阻尼性能,剛度和阻尼低,容易發生顫振。滾柱驅動工作臺不僅第一、第二固有頻率較高,而且峰值較低,系統的動態性能較好。
回轉誤差和抖動是由于機構的嚙合元件節徑誤差和沒有完全嚙合所造成的系統偏差。滾柱驅動工作臺回轉誤差正反向基本一致,且與靜態角度誤差曲線基本重合,沒有抖動。
機床的回轉工作臺可能在水平、垂直和傾斜位置工作,且工件形狀各異,存在回轉質量不平衡的問題。滾柱驅動工作臺對質量不平衡不敏感,且其所造成的誤差正反向基本一致。
滾柱驅動工作臺盡管有諸多優點,但元件精度高,工藝性差,制造成本高。
3 直接驅動回轉工作臺
3.1 直接驅動的特點
采用伺服電動機配合蝸輪蝸桿傳動副驅動的工作臺的缺點是體積大,電主軸和轉臺之間的干涉位置多,導致可用回轉半徑小,工件裝夾和機床操作不便。直接驅動的回轉工作臺是一項新技術,工作臺由專門設計的力矩電動機直接驅動,電動機的轉子與工作臺主軸直接連接在一起,中間沒有任何機械傳動機構,如圖7所示。
直接驅動回轉工作臺結構非常緊湊,動態性能好,慣性小,轉速高,除圓周進給外,還可用于車削。由于沒有機械傳動的背隙和磨損問題,維修方便,輔以直接測量系統,可獲得很高的回轉精度(約±5"),使用壽命遠比機械傳動回轉工作臺長。
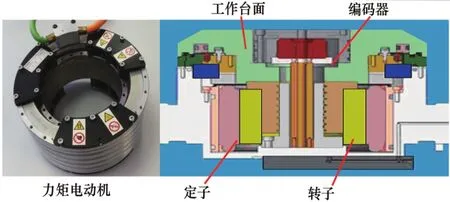
圖7 直接驅動工作臺和力矩電動機
3.2 直接驅動工作臺的類型
直接驅動回轉工作臺有不同的配置形式,除水平工作臺外,還有垂直工作臺、法蘭式、可傾式、搖籃式和多軸直接驅動等類型,如圖8所示。
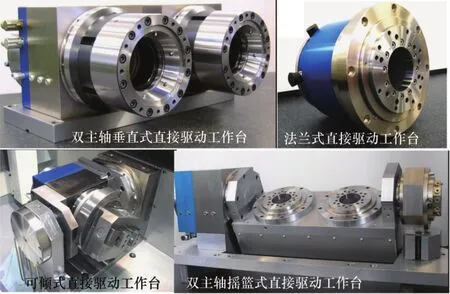
圖8 直接驅動工作臺的不同配置形式
搖籃式工作臺為大多數5軸機床所采用,其特點是擺動耳軸與工作臺重心偏離。但裝夾工件后,工件與搖籃的合成質心與搖籃的回轉軸線大體重合,以減小回轉所需的扭矩和不平衡質量的負面影響。特別是在專用機床設計時,則可準確地配置質量分布,提高機床的動態性能。
日本森精機(Mori Seiki)公司在其NTX系列車銑復合機床上采用B軸直接驅動和NMV系列立式加工中心上采用的直接驅動BC軸雙擺工作臺(如圖9)。
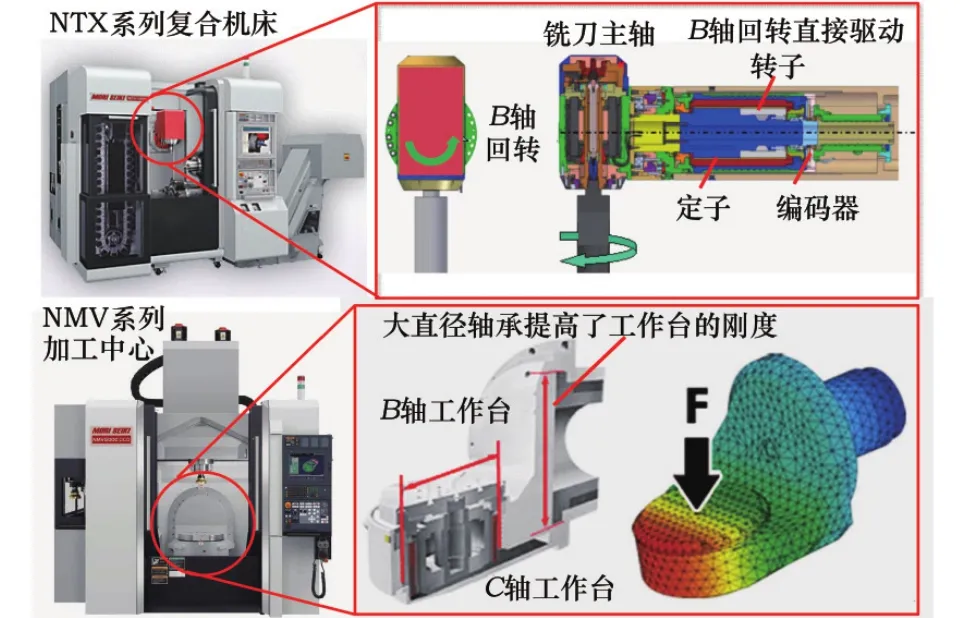
圖9 直接驅動的應用案例
4 3+2軸的優勢
5軸聯動加工被視為高端數控機床的象征,結構復雜,價格昂貴,編程困難。但是在很多情況下,除了復雜的曲面,如葉片或復雜模具外,實際需要的是5面加工,而非5軸聯動加工,采用3軸加工中心,配備2軸回轉工作臺,即3+2軸就可以滿足要求。3+2軸的配置方案設備占地面積小,能源消耗少,投資僅為5軸聯動機床的75%左右,特別適合中小零件的加工。3+2軸加工方案的綜合優勢如圖10所示。
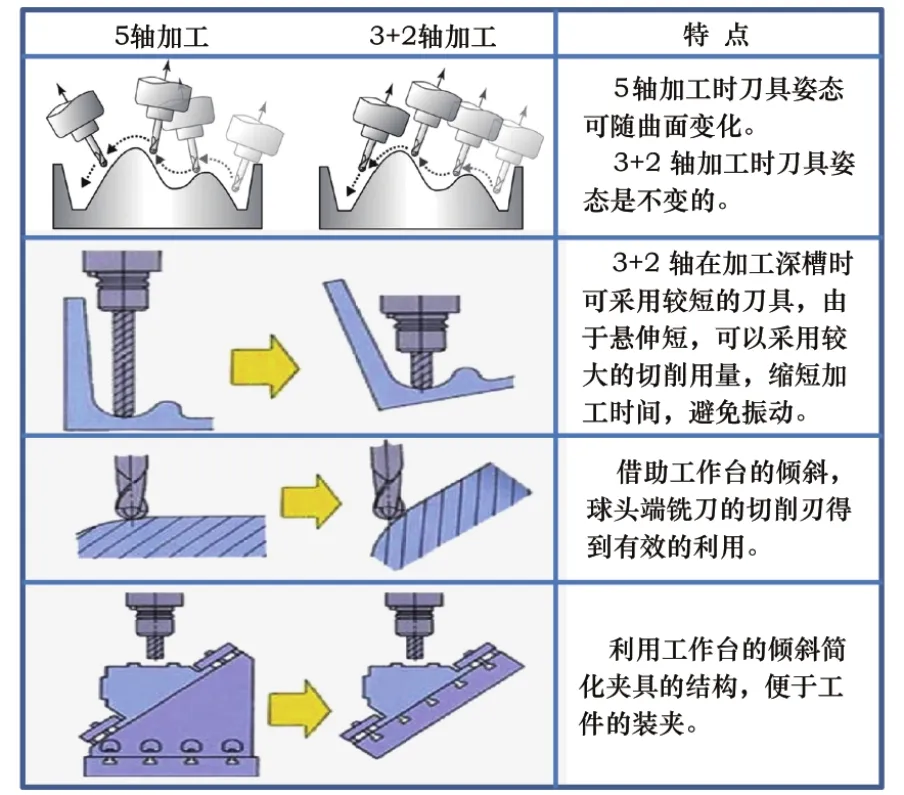
圖10 3+2軸加工的優勢
一臺3主軸3坐標軸聯動加工中心配置Lehmann公司的A軸+3個C軸的多軸回轉工作臺用于同時加工3個零件的案例如圖11所示。由于實現了多主軸多面加工,生產效率很高,適合于大批量生產。

圖11 高效率的3+2軸加工
5 混合驅動回轉工作臺
對于加工超精密的光學零件、航空航天儀表零件的多軸機床,往往只需要一定角度范圍內的圓周進給,而不需要連續的圓周運動。針對這種情況研發了一種混合驅動的回轉工作臺,其工作原理如圖12所示。
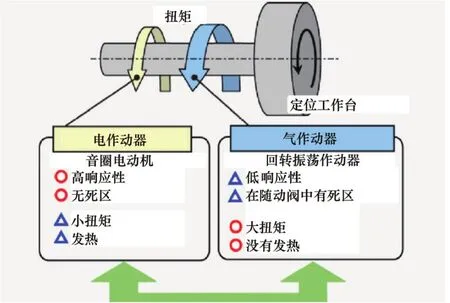
圖12 電、氣混合驅動的回轉工作臺
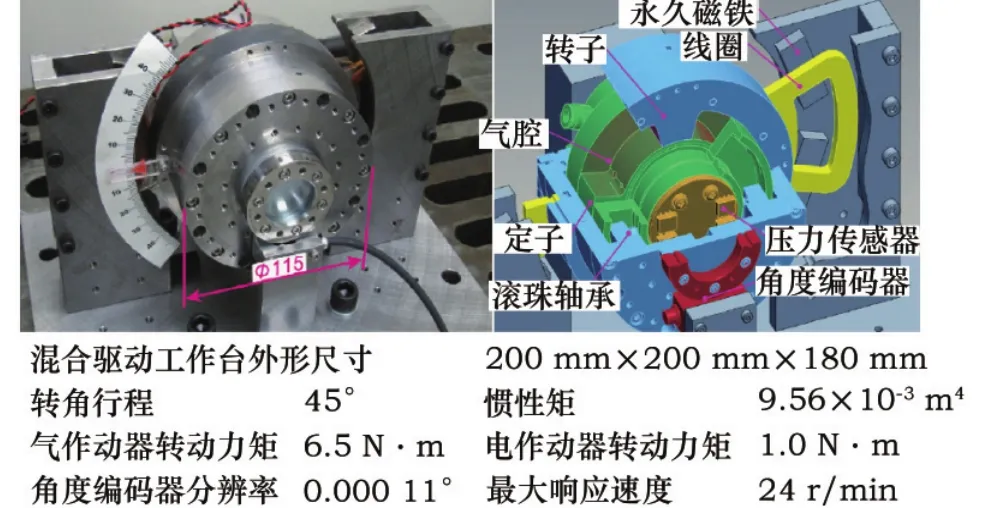
圖13 混合驅動的原理和主要性能
混合驅動轉臺采用電和氣兩種作動器同時驅動回轉工作臺,其工作原理和主要性能如圖13所示。
從圖中可見,電作動器采用音圈電動機原理,通有電流的線圈在磁場的作用下產生一個與電流成比例的轉角。它具有高響應性和無死區的優點,但力矩小和發熱。同時輔以氣作動器,借助相反氣腔中的壓力差,提供較大的力矩,且不會發熱,但反應慢,且控制閥在反向時有死區。混合驅動綜合了它們的優缺點,實現了優勢互補,是一種新型的高性能回轉工作臺。
6 結語和展望
回轉工作臺是5軸加工中心和復合加工機床的關鍵功能部件。傳統的伺服電動機通過蝸輪蝸桿傳動減速的驅動方法有一定的局限性。若干新的機械傳動機構正在研發之中,并已獲得實際應用。
電直接驅動具有結構緊湊、動態性能好等一系列優點,已經成為高端數控機床的首選,但成本問題有待進一步解決。
3軸聯動加工中心輔以2軸標準回轉工作臺的3+2軸控制方案在許多情況下是高生產率和較低成本的解決方案,值得加以重視。
