基于LE-SVM的切削顫振識別*
2012-10-23 05:51:06陳澤宇
制造技術與機床 2012年7期
陳澤宇
(廣州鐵路職業技術學院,廣東廣州 510430)
切削顫振是金屬切削過程中刀具與加工工件間自發的振動現象,它是影響工件表面質量的主要原因之一,是現代精密加工中必須解決的重要問題之一[1]。為了消除或抑制切削顫振的影響,多年來國際上眾多學者對其機理、預報及控制等方面做了大量的研究,也取得了一些重要成果。文獻[2]對比了多種顫振識別方法,并提出了結合PCA與SVM的識別方法。在實際聲場中,顫振信號具有非線性、時變性和不確定性等特點,對這種非線性問題使用線性降維方法,難以得到滿意的結果。本文對比了信號降維的方法,提出基于LE-SVM的切削顫振識別方法,并將其應用到實際切削加工識別中,獲得較為滿意的結果。
降維是指將樣本從高維觀測空間通過線性或者非線性映射投影到一個低維特征空間,從而便于從數據中提取用于識別的特征和壓縮數據提高運算速度[3]。非線性降維(NLDR)方法很多,如等度規映射(ISOMA)、局部線性嵌入(LLE)、Laplace特征映射(LE)和局部保持投影(LPP)[4]。由于切削顫振信號集具有非線性特性,才有非線性降維方法能保持原始數據的拓撲結構不變,并能較好地解決數據處理中的“維數災難”問題,本文利用這種優勢建立了基于LE-SVM的識別方法[5]。
1 LE-SVM 方法
1.1 LE特征映射基本原理
一般的非線性維數約簡方法簡單描述如下:在Rl空間中給定一個有n個點的數據集合x1,x2,…,xn,則在Rm(m≤l)空間中找到對應的一套數據集合y1,y2,…,yn,使得yi代表xi[6]。
LE特征映射是一種使用特征向量求解的方法,它能保持數據點間的相對距離不變。由以下三步組成:
(1)構建鄰域圖
如果通過ε鄰域法或K點最近鄰域法確定xi和xj是鄰近點,則把節點i和j連接起來。
(2)選擇權重
有兩種方法給邊確定權重。其一,核函數方法:如果節點i和j被連接,則

否則,wij=0。
式中:e為指數函數的底值,為固定值2.718 28;t為高斯徑向基核函數中心參數。
其二,簡單方法:如果節點i和j被連接,則wij=1;否則,wij=0。
(3)特征映射
作為一般的特征矢量問題計算特征值和特征矢量的方程為

式中:D是對角權重矩陣,它的元素是權重矩陣W的行或列的總和,即:
式中:拉普拉斯矩陣是:

通過特征矢量問題式(2),可求得特征值λ和特征矢量f的值。并按特征值λ的大小排列特征矢量f,把對應特征值零的特征矢量刪去,把余下的m個特征矢量嵌入m維歐拉空間中,如式(3)所示:

1.2 SVM支持向量機
再構造Lagrange函數求解,根據Wolfe對偶規則轉化為凸二次規劃問題:
整理為標準形式,可得最優解:

根據最優解構造決策函數:

此即支持向量回歸機的決策函數。根據決策函數能對樣本集之外的新輸入精確估計出相應的輸出。文中選取應用最廣泛的高斯徑向基核函數。
1.3 基于LE-SVM的顫振訓練和識別流程
基于LE-SVM的顫振識別方法主要包括兩個階段:訓練階段和識別階段。訓練階段的工作流程:
(1)采集切削顫振的信號,構成信號樣本集。(2)對采集信號進行小波濾波和歸一化處理。(3)用LE算法對樣本集進行分析,得到各狀態下顫振信號的特征向量矩陣。
(4)把特征向量矩陣輸入到支持向量機里進行訓練,建立起切削顫振識別模型。
識別階段的流程:
(1)采集切削顫振的信號,作為待識別的信號樣本。
(2)對待識別的信號進行小波濾波和歸一化處理。
(3)通過投影矩陣,把待識別的信號樣本投影到訓練階段建立特征空間,得到待識別信號的特征向量。
(4)根據訓練階段建立的切削顫振識別模型對待識別信號的特征向量進行正常切削、顫振孕育、顫振爆發等分類。

2 顫振識別試驗
2.1 試驗的硬件和軟件
為了檢驗LE-SVM算法識別的效果,需要進行顫振信號識別的試驗。試驗條件為:在TNL500數控機床上進行,工件材料為45鋼,硬度為243 HB,無切削液潤滑。電動機主軸轉速300 r/min,進給速度30 mm/min,切削深度3 mm,刀具直徑16 mm,其他切削參數為刀具前角 γo=12°,主偏角 κ=45°,后角 αn=8°,刃傾角λs=0。
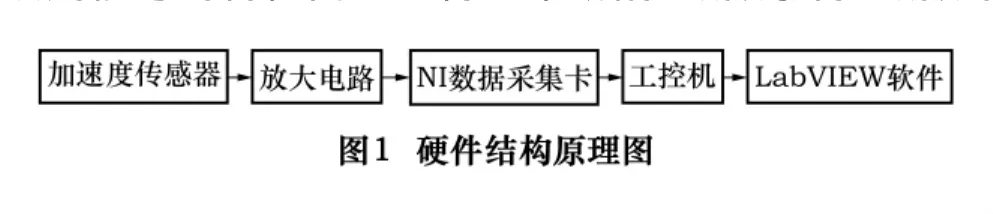
試驗過程中,采用加速度傳感器(HK9102)測量振動加速度信號,所測量的結果經過放大處理,輸入到NI公司的數據采集卡USB-6221。硬件結構原理如圖1所示。
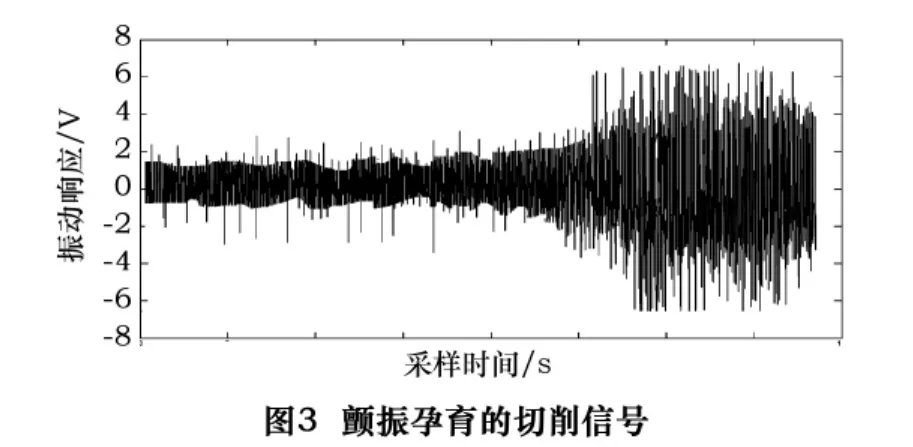
根據轉速和采樣定理要求,數據采集的采樣頻率為10 000 Hz,每個信號周期為1 024點,足以完整表達切削信號的特征。使用LabVIEW軟件進行程序開發,其流程圖如圖2所示。圖3為切削顫振孕育的切削信號。
2.2 顫振信號識別試驗
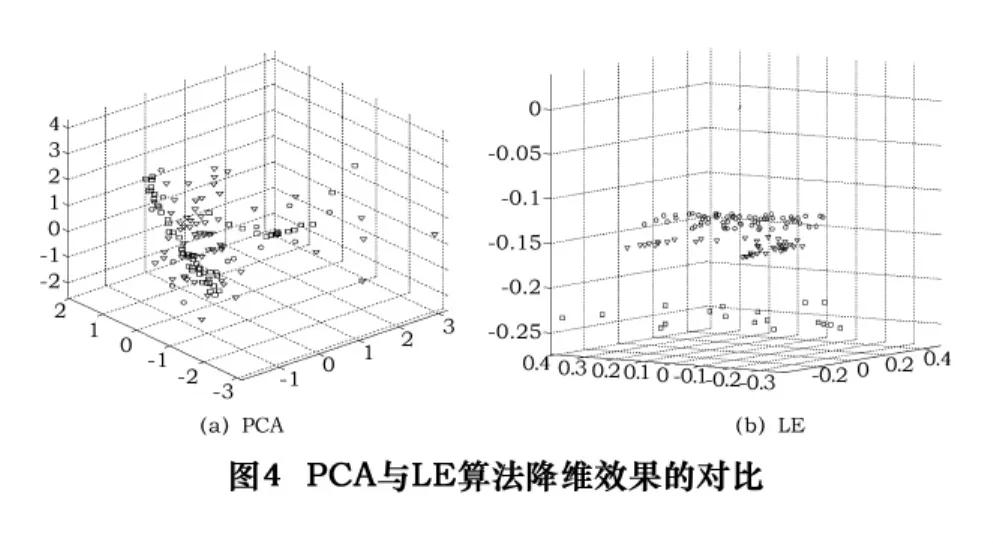
由于NI數據卡數據采集卡的采樣頻率為10 000 Hz,那么每個識別周期的切削顫振信號包含1 024個點,即為一個1 024維的向量。識別算法的運行速度與向量維數有直接的聯系,向量維數越大運行速度越慢。1 024維的切削顫振信號作為識別模型的輸入,將影響到識別系統運行時的反應時間。根據文獻[5]可知,顫振識別信號中包含了大量的冗余并隱藏了重要關系的相關性,經過降維算法來消除冗余,減少被處理數據的數量。采集到的信號的長度為1 024維,經過降維算法分析信號樣本,投影到可視的3維特征空間,圖4為PCA與LE算法降維效果的對比。圖4a為PCA降維后的效果,圖中的三角形,圓形,方形分別代表正常切削、顫振孕育以及顫振爆發下的切削顫振信號。從圖4a中可見,不同狀態下的信號重疊,難以正確分類,將會提高SVM識別的準確度和運行速度。從圖4b中可知,LE能成功地將多維非線性數據映射到三維空間中。分布在三維空間中的數據樣本均不混疊,信號樣本在三維維空間中仍能保持其相對獨立性,證明LE算法降維效果是有效的。
為了檢驗LE-SVM算法分類模型的準確性,把90組數據集分為60組訓練集和30組測試集。訓練集用于基于LE-SVM分類模型的訓練,測試集用于檢驗LE-SVM所建分類模型的識別效果。表1為切削顫振識別的結果。從結果上,識別的正確率高達為96.7%,滿足正常使用;從運行速度上看,基于LE-SVM的平均運行時間只需0.093 s,能更高效快速識別出切削狀態。

表1 切削狀態LE-SVM識別結果
3 結語
在刀具顫振識別的建模過程中,利用LE算法進行降維,提高算法的泛化性和計算效率,建立了基于LE-SVM的刀具顫振識別模型,并將該模型應用于實際試驗中。經實驗結果分析表明,所建模型能正確反映刀具不同切削狀態,識別正確率達96.7%,平均運行時間只需0.093 s,因此使用LE-SVM算法建立的切削顫振識別模型,可以快速有效識別出刀具切削狀態。
[1]費仁元,王民.切削顫振在線監控的現狀及進展[J].中國機械工程,2001,12(9):1075-1079.
[2]邵強.切削加工過程中顫振的監測與識別方法研究[D].大連:大連理工大學,2010.
[3]李妍妍,李媛媛,葉世偉.基于流形正則化的支持向量回歸及應用[J].計算機應用,2007,27(8):1955-1958.
[4]賈明興,趙春暉,王福利,等.基于RBF神經網絡的非線性主元分析方法[J].儀器儀表學報,2008(3):453-457.
[5]潘明清,周曉軍,吳瑞明,等.基于主元分析的支持向量數據描述機械故障診斷[J].傳感技術學報,2006(1):128-131.
[6]Belkin M,Niyogi P.Laplacian eigenmap and spectral techniques for embedding and clustering[C].In:Proceeding of IEEE Advances in Neural Information Processing Systems.Canda:IEEE,2001:1373-1396.
[7]Sch?lkopf B,Smola A,Williamson R,et al.New support vector algorithms.NeuroColt2 - TR,1998[OL].http://eiteseer.nj.nee.eom/276248.html
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
數學物理學報(2020年2期)2020-06-02 11:29:24
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
電子制作(2018年11期)2018-08-04 03:25:42
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
光學精密工程(2016年6期)2016-11-07 09:07:19
