鍵槽銑床工件專用卡具設(shè)計(jì)
2012-10-23 05:51:08季衛(wèi)東李立強(qiáng)
制造技術(shù)與機(jī)床 2012年7期
季衛(wèi)東 李立強(qiáng)
(齊重?cái)?shù)控裝備股份有限公司,黑龍江齊齊哈爾 161005)
目前機(jī)床軸類工件鍵槽銑削加工工藝中,高效率專用卡具非常缺少,還普遍采用將軸類工件直接放在V形墊鐵上用壓板壓緊固定的人工手動(dòng)操作方式,每次更換工件時(shí),首先需要工人手動(dòng)松開壓板螺釘卸下工件,然后再裝上另一個(gè)工件,重新鎖緊壓板螺釘并拉表找正工件。在工件更換過程中,夾緊、放松和找正時(shí)間長,工人勞動(dòng)強(qiáng)度大,工作效率低。為了解決上述問題,我們?cè)O(shè)計(jì)了鍵槽銑床工件專用卡具,機(jī)動(dòng)夾緊、放松、找正工件,節(jié)省了工件的裝卡及找正時(shí)間,降低了工人的勞動(dòng)強(qiáng)度,大大提高了機(jī)床的工作效率。
1 卡具總體結(jié)構(gòu)和工作原理介紹
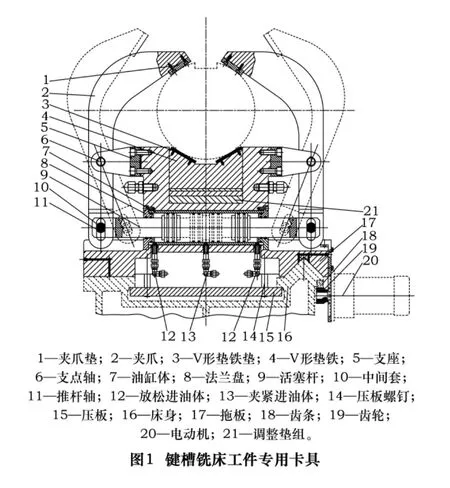
該鍵槽銑床工件專用卡具(見圖1)安置在床身上,卡具上置有卡具鎖緊及驅(qū)動(dòng)裝置的拖板,拖板由下至上橫向固定有雙向式夾緊油缸及支座,支座中間軸向凹槽內(nèi)由下至上置有調(diào)整組墊及V形墊鐵,夾緊油缸通過管路與機(jī)床液壓系統(tǒng)相連通,夾緊油缸活塞桿上通過鉸鏈聯(lián)接有倒L形夾爪,夾爪上端固定連接有夾爪墊。
借鑒蟹爪鉗抱緊、放松的動(dòng)作原理,將工件置于V形墊鐵上,V形墊鐵下部水平放置一個(gè)夾緊油缸,油缸雙活塞伸向兩端,活塞桿與夾爪的下端用鉸鏈結(jié)構(gòu)中間套、推桿軸聯(lián)接,雙活塞桿分別驅(qū)動(dòng)夾爪繞中間支點(diǎn)軸回轉(zhuǎn),使夾爪的上爪頭將工件抱緊在V形墊鐵內(nèi)。拖板可沿床身導(dǎo)軌長向方向移動(dòng),可以滿足不同長度規(guī)格的軸類工件的夾緊需要。采用液壓油缸通過活塞桿傳遞動(dòng)力,在最大額定負(fù)荷切削力作用下,卡具仍能保持良好的夾緊剛度和重復(fù)定位精度,工件的放松和夾緊安全可靠。
2 卡具的調(diào)整和工作過程
同一種規(guī)格軸類工件在卡具上的縱向位置和中心高只需調(diào)整一次,不同種規(guī)格的軸類工件需要相應(yīng)調(diào)整工件在卡具上的縱向位置和中心高。
軸類工件縱向位置的調(diào)整:先松開壓板螺栓,放松拖板,由按鈕站控制電動(dòng)機(jī)旋轉(zhuǎn),驅(qū)動(dòng)齒輪與齒條嚙合,并帶動(dòng)拖板沿床身導(dǎo)軌長向方向移動(dòng)到合適位置后,由按鈕站控制電動(dòng)機(jī)停止,鎖緊壓板螺釘,將拖板通過壓板壓緊在床身上。
軸類工件中心高的調(diào)整:根據(jù)不同直徑的軸類工件,通過更換不同厚度的V形墊鐵和調(diào)整墊組,來調(diào)整軸類工件在V形墊鐵上的中心高,以適應(yīng)不同直徑軸類工件的變化范圍。
卡具的夾緊、放松過程:液壓系統(tǒng)提供的液壓油由夾緊油路通過夾緊進(jìn)油體進(jìn)入油缸體的無桿腔內(nèi),推動(dòng)兩個(gè)活塞桿向兩端運(yùn)動(dòng),活塞桿通過中間套、推桿軸推動(dòng)夾爪繞固定在支座上的支點(diǎn)軸回轉(zhuǎn),夾爪頭將工件抱緊在V形墊鐵內(nèi)。需要放松工件時(shí),液壓系統(tǒng)的換向閥換向,液壓油路切換到放松進(jìn)油體內(nèi),液壓油進(jìn)入油缸體的有桿腔,上述動(dòng)作逆轉(zhuǎn),夾爪放松工件。
3 結(jié)語
該鍵槽銑床工件專用卡具采用杠桿原理機(jī)動(dòng)夾緊、放松軸類工件,更換工件方便、快捷。本卡具經(jīng)在我公司生產(chǎn)的專用銑床上使用后證明,該卡具結(jié)構(gòu)合理、工作效率高、夾緊工件安全可靠,得到了用戶的充分認(rèn)可,為我公司取得了良好的社會(huì)效益和經(jīng)濟(jì)效益。
