西服生產流水線的時間管理
2012-11-15 06:35:06劉雪林陳洪倩
絲綢 2012年6期
劉雪林,陳 雁,陳洪倩,丁 佳
(蘇州大學 紡織與服裝工程學院,江蘇 蘇州 215021)
西服生產流水線的時間管理
劉雪林,陳 雁,陳洪倩,丁 佳
(蘇州大學 紡織與服裝工程學院,江蘇 蘇州 215021)
采用觀察法測量某西服企業生產流水線工時,從流水線的生產節拍和流水線的平衡率兩指標對測量結果進行分析。結果認為,該企業西服生產的瓶頸工序節拍比較大,生產流水線的平衡率很低。針對問題,對西服生產流水線的時間管理提出了改進措施。對此可以考慮通過人員的調配,縫制工序的編排優化來提高生產效率。西服生產企業也可考慮測其他款式的西服生產時間,進行數據積累,從而提高西服生產線管理水平。
西服;工時測量;流水線平衡;時間管理
生產流水線是西服生產中最重要也是最難管理的環節之一,而流水線的時間管理是流水線平衡管理、流水線工序安排、生產地組織管理的基礎。姜志偉[1]以流水線的平衡作為工作的根本出發點,以襯衫的流水線的時間管理為例,對服裝縫紉流水線的時間管理的原則進行了討論;李引枝[2]根據服裝生產線平衡的理論,結合服裝生產中的不同條件,提出不同的縫紉生產流水線的平衡方法;李克兢等[3]在模塊化服裝快速生產設計系統中,對流水線平衡設計功能進行開發,同時還根據流水線平衡的數學模型對生產規劃進行優化設計。筆者根據某西服生產企業的實際狀況,對西服生產流水線的時間進行測定,并對測定的數據進行歸納分析,發現企業生產西服過程中的一些問題,為企業制定標準工時定額和規劃作業改進方法提供參考和依據。
1 西服生產現狀
西服工藝比較復雜,隨著科學技術的發展,一些先進的生產設備已經被應用到西服的生產中,如開袋機的應用很好地節約了西服口袋制作的時間,同時也提高了西服口袋制作的質量。但是,西服生產企業不光要利用先進的生產設備,也要科學合理地進行西服生產的管理,特別是時間的管理,這樣才能夠提高西服生產的效率,使得企業效益最大化。
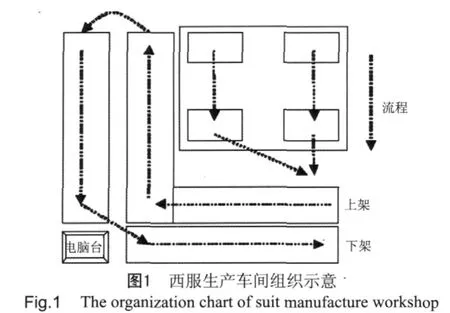
較大型的西服企業在西服工業化生產方面有著豐富的經驗,實力比較雄厚,擁有國內外先進的生產系統。某西服企業生產車間面積較大,生產規模也相對較大,是大型西服企業的代表。其西服生產主要采用傳統的捆扎式和現代的吊掛流水線式,生產車間的組織示意見圖1。右上方框表示傳統流水線,西服生產中如做口袋等工序,裁片小而且多,如果上吊掛線做,這些小裁片容易滑落,作業人員從吊掛線上拿取小的裁片也不方便,因此這樣的工序不適合在吊掛線上完成,故將這些工序安排在傳統流水線上。右下方和左邊為吊掛流水線,西服的前后片組合和裝領子與袖子這些工序在吊掛線上完成。
2 工時測定分析
流水線的生產節拍和流水線的平衡率是時間管理好壞的重要指標[2]。現對某西服生產企業的西服生產流水線工時進行測定,然后對測定的結果進行分析。
2.1 工時測定方法
工時測定主要采用觀察法,實際操作中常采用秒表法,即以工序作業時間為對象,按操作順序進行多次反復觀察。
1)首先準備一般常用工具,測時器與測時記錄表(圖2),鉛筆。

圖2 工時測定Fig.2 Time measurement
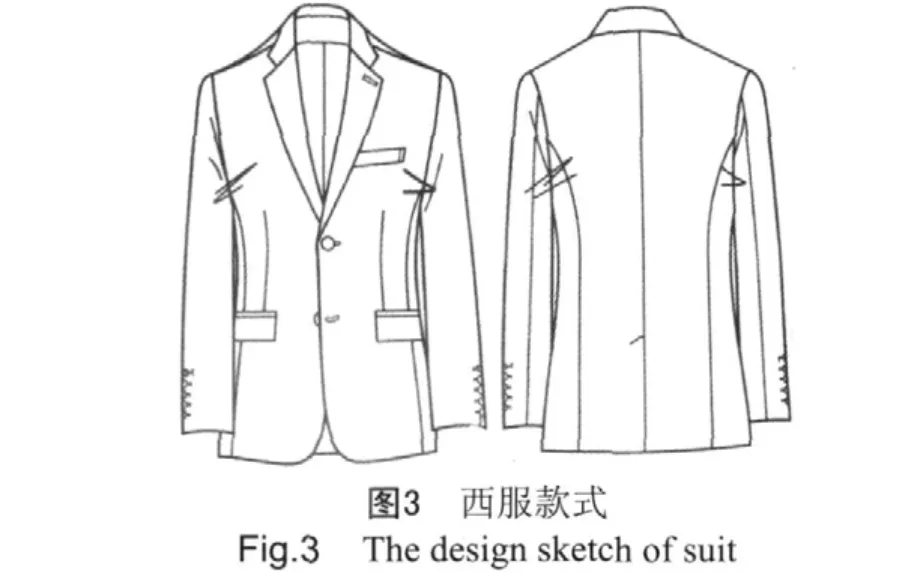
2)決定調查工序:測定過程中,正在加工的西服款式如圖3所示。此款西服的款式相對比較經典,有代表性。
3)決定觀測對象:對于同一工序,技能水平不一樣的工人會有不同的作業加工時間,所以,在測量某一工序所需要的加工時間時,要選擇熟練工進行測量。
4)決定觀測點:決定了觀測點以后,動作達到已定的觀測點時開始測定,到下一個觀測點時看秒表,并在觀測表上記錄。
5)決定觀測次數:通常服裝加工作業要素時間測定的觀測次數應該根據使用目的來確定。生產線的作業調整,5次以下;工序編制,10次以上;而標準時間制定、獎勵獎金的確定,20次以上[4]。本次測試的次數選擇25次。
6)統計數據:統計數據時將作業人員有不定期動作的個別時間去除掉。
2.2 測定結果
在前文準備的基礎上,對西服生產工序的時間進行測定,對測定的結果進行整理,得到表1數據。

表1 西服生產時間Tab.1 The time-consuming of suit manufacture

續表1
2.3 結果分析
2.3.1 流水線的生產節拍
流水線的生產節拍是生產兩件產品之間的時間間隔,生產上平均節拍的計算見式(1)[4]:

式(1)中:SPT為平均節拍,s;K為流水線的工序數;ti為第i道工序的標準工時定額,s;N為作業工人數,個;T為一天的作業時間,s;Q為目標日產量件。
通過表1測定的時間可知,西服生產工序總時間為3 911.4 s,西服生產流水線上的人數為146人,根據測定的西服生產流水線的數據,可以得出生產線的平均節拍=3 911.4/146=26.7 s,日產量約為1 075件(按一天工作8 h計算)。
2.3.2 流水線平衡率
流水線的平衡率表示作業分配時工序平衡程度優劣的系數,見式(2)[5]:

本生產流水線的各工序總時間是3 911.4 s,瓶頸工序時間是上墊肩的時間38.9 s,所以本流水線的平衡率/%=[3 911.4/(38.9×146)]×100=68.86 %。
實際生產中流水線的平衡率一般應達到85 %以上,若計算的平衡率偏低,應考慮重新組合工序[6]。
2.3.3 改進措施
雖然某企業利用了現代的服裝生產系統,生產效率有很大的提高,日產量達到一千多件,但是,通過對測定數據的分析可知,西服生產的瓶頸節拍比較大,生產流水線的平衡率很低,還有很大的提升空間。如工序:機定胸襯、修胸襯、燙掛面、點里袋位、加袋上襯、打面里袋套結、燙門襟止口等瓶頸工序。瓶頸工序的節拍時間遠大于生產線的平均節拍。
同時從測定的結果可以看出,此西服縫紉生產流水線平衡率低。為節省人力和提高產品質量,企業生產管理時應該努力提高縫紉流水線的平衡率。假設縫紉生產流水線共有k道工序,第i道工序的單件標準時間為ti(i=1,2,3k),單件標準總加工時間為T,生產流水線節拍為S,則t與S在生產中有下列3種情況:
1)ti>S這意味著第i道工序屬超負荷運轉,通常把該工序稱為“瓶頸工序”;
2)ti=S,這是最理想的狀態;
3)ti<S,表示該工序在每一個節拍時間里有一定的空閑生產時間[7]。
所以,應該根據實際情況,通過調整生產流水線的機器設備或人員使工序同步化。
工序同步化包括工序的拆分和組合。工序的組合參照工藝流程圖,按照加工順序依次嘗試合并,加工設備相同且在作業流程上前后連續的工序合并在一起[8]。首先在西服生產中第二道工序和第三道工序前后連續,并且都在燙臺上完成,所以,將這兩道工序合并在一起,安排人員7個,從而這道工序的節拍也能夠更靠近平均節拍。則合并后的工序的節拍為P2=(161.1+93.7)/7=36.4 s。然后服裝生產流水線中工序組合后,平均節拍時間分布越集中,流水線各工序的同步效果越好[9]。所以,要調整西服生產流水線上人員的安排。剪面大袋口、加面大袋墊、上面大袋布(三只袋),將6個人減少為5個人,則此處的節拍為P9=180.8/5=36.16 s;付掛面處只安排1個人,則此處的節拍為P22=32.3/1=32.3 s;后背的后背貼襯、拼后背縫、拉袖籠領口牽條、燙開叉、后背,縫底邊、做叉連里襟、切線、拼夾里后背縫、燙夾里背縫、釘商標尺碼、劃角、燙后背夾里眼皮、后背開叉車角處,將原來的12人減少為6人,則此處的節拍為P34=218.4/6=36.4 s;同理,拼袖內縫處的節拍為P38=268.4/8=33.5 s,拼面擺縫處節拍為P42=33.1/1=33.1 s,拼夾里擺縫處節拍為P44=33.8/1=33.8 s,拼面肩縫拉牽帶處節拍為P47=32.2/1=32.2 s,上袖子處節拍為P55=81.6/3=27.2 s,上墊肩處節拍為P60=38.9/2=19.45 s,車袖山頭夾里處節拍為P64=32.5/1=32.5 s。這樣改進后的流水線節拍為3 911.4/131=29.86 s,則改進后流水線的平衡率為29.86/36.4=82 %。通過對西服生產流水線的改進,有效地提高了流水線的平衡率仍,但是受西服企業車間布置、生產設備和人員安排等多方面的限制,流水線的平衡率仍未達到85 %以上。
3 結 論
服裝生產中的時間管理比較重要,時間的測定方法也比較多樣,可以根據需要選擇不同的時間測量方法。
西服的款式不同,生產時間的管理上也各有特點,但是時間管理的目的和流水線管理的方法基本相同。
針對西服生產流水線平衡率的問題,可以考慮通過人員的調配,縫制工序的編排優化來提高生產效率。西服生產企業也可考慮測量其他款式的西服生產時間,進行數據積累,從而提高西服生產線的管理水平。
[1] 姜志偉.服裝縫紉流水線的時間管理[J].江蘇紡織,2008(6):57-58.JIANG Zhiwei. Time management of cloth sewing assembly line[J]. Jiangsu Textile, 2008(6): 57-58.
[2] 李引枝.縫紉生產流水線平衡方法的研究[J].紡織學報,2002(6):218-220.LI Yinzhi. Research on the balane of sewing assembly line[J]. Journal of Textile Research, 2002(6): 218-220.
[3] 李克兢,崔世忠.模塊化服裝快速生產設計系統的開發[J].紡織學報,2006(1):50-53.LI Kejing, CUI Shizhong. Development of modular design and manufacture of apparel[J]. Journal of Textile Research,2006(1): 50-53.
[4] 楊以雄.服裝生產管理[M].上海:東華大學出版社,2005.YANG Yixiong. Manufacturing management of cloth[M].Shanghai: Donghua University Press, 2005.
[5] 吳杰明.應用 FOG方法提高生產線平衡率淺析[J].上海電力學院學報,2004(6):50-51.WU Jieming. Increasing line balancing rate by applying FOG method[J]. Journal of Shanghai Universit y of Electric Power, 2004(6): 50-51.
[6] 張宏仁.服裝流水生產平衡技術及應用研究[J].廣西輕工業,2007(2):71-72.ZHANG Hongren. Applied reaearch and balance technology of cloth sewing assembly line[J]. Guangxi Journal of Light Industry, 2007(2): 71-72.
[7] 陳雁,李棟高.服裝生產系統[M].南京:江蘇科學技術出版社,2004.CHEN Yan, LI Donggao. Cloth manufacturing system[M].Nanjing: Phoenix Science Press, 2004.
[8] 杜勁松.研究多款式服裝流水線的工序組合[J]. 輕紡工業與技術,2010(4):68-69,75.DU Jingsong. Porcess combination of multi-styles cloth sewing assembly line[J]. Light and Textile Industry and Technology, 2010(4): 68-69, 75.
[9] 陶海湄,陳雁.服裝縫制工序的編排與優化[J].江蘇紡織,2005(1):48-50.TAO Haimei, CHEN Yan. Arrangement and optimization of cloth sewing process[J]. Jiangsu Textile, 2005(1): 48-50.
The time management about suit sewing process
LIU Xue-lin,CHEN Yan,CHEN Hong-qian,DING Jia
(College of Textile and Clothing Engineering, Soochow University, Suzhou 215021, China)
This study adopts observational method to measure the time consumption of suit sewing process,the measuring result have been analyzed in aspects of the producing beat and balance rate of assembly lines.It finds that the bottleneck beat of producing suits is long and balance rate of assembly lines is low at the enterprise. To solve these problems, the improvement measures for the time management of assembly lines for suits are discussed. Aiming at the problem about the balance rate of suit manufactures, the production efficiency can be improved by allocating staffs and optimizing the arrangement of sewing process. Suit manufactures can also measure the manufacturing time of other types of suits to accumulate data and improve the management of assembly lines for suits.
Suit; Time measurement; Balance of assembly lines; Time management
TS941.712
A
1001-7003(2012)06-0036-05
2011-09-07;
2011-11-21
劉雪林(1985- ),女,碩士研究生,研究方向為服裝生產管理。通訊作者:陳雁,教授,博導,yanchen@suda.edu.cn。
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
雜文月刊(2016年1期)2016-02-11 10:35:51
現代企業(2015年8期)2015-02-28 18:54:47
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30