石墨密封裝置制造技術研究
2012-11-17 05:27:48劉明銘甕濱濱權晉亮
中國新技術新產品 2012年21期
劉明銘 甕濱濱、權晉亮
(沈陽黎明航空零部件有限公司,遼寧 沈陽 110043)
1 概述
2 研制任務
2.1 任務來源
石墨密封裝置是某機的密封件,由國外進口,單臺數量較大,成本較高,為了降低成本,提升石墨密封制造技術,經上級批準立項研究。
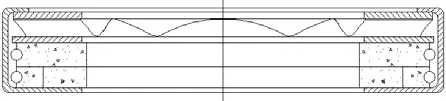
圖1 石墨密封裝置剖切圖
2.2 零件分析
從圖片上看,該密封裝置是由密封座、定位銷、三組石墨環、圍簧、墊片、波形彈簧組成,密封座上端通過收口,保證其各個零件的相對位置。每組石墨環都是由三瓣組成,石墨環分內環、外環和后環。內環是主要密封環,端面與內孔是主要密封面,對密封性能影響較大。外環是輔助密封,其內孔與內環外圓共同起密封作用,端面也起到密封作用。內環與外環用圍簧箍成整圓,后環裝配到內環、外環之上,在外圓處用圍簧箍成整圓,起到輔助密封的作用。
2.3 技術難點
2.3.1 石墨密封裝置零組件測繪
2.3.2 密封座上端收口技術
2.3.3 波形彈簧制造技術
2.3.4 靜態泄露試驗
3 技術攻關
3.1 石墨密封裝置零組件測繪
3.1.1 零組件尺寸測繪
由于進口密封裝置為收口結構,只有在破壞后才能檢測零件尺寸,為了保證尺寸的真實性,在破壞前對密封座輪廓尺寸進行了檢測和記錄。三個石墨環零件,不能按照測量尺寸數值給定尺寸,需要一定的專業經驗,確定最終的零件尺寸。利用彈力檢測儀檢測波形彈簧和圍簧的彈力。為了保證檢測零件尺寸的正確性,使用了三坐標測量儀等先進的測量儀表和儀器,通過反復的驗證,確定最終零組件尺寸。
3.1.2 零組件材料的確定
“昆南”陰平聲字“他”的唱調(《南西廂·佳期》【十二紅】“愛他兩意和諧”,687),其中的即為兩節型過腔。雖然這個過腔的音樂材料都相同,都來自于本唱調音階的級音,但由此組成的樂匯或句型可以分作兩節,為第一節級音性過腔,為第二節級音性過腔。這個過腔即是由同一種音樂材料組成的兩節型過腔。
對于零組件金屬材料進行了光譜檢測,以確定材料的成分,再通過對比國產的材料手冊,確定國產材料牌號。對于沒有相對應國產材料的零件,按照材料成分和使用環境,確定了較好的國產材料代替。石墨材料由于工件尺寸的限制,無法進行理化分析,因此選用了近期研制出的國內最好的軍用石墨材料,共確定了六種材料的牌號。
3.1.3 繪制零組件圖紙及工裝設計
根據測繪尺寸、技術條件和選定的材料,完善了設計圖紙的技術條件,并根據國家標準確定石墨環開口尺寸,共繪制設計圖紙66張。根據零組件圖紙編制工藝文件及設計工裝,本項目共編制工藝文件54套,自行設計工裝122套,其中機械加工波形彈簧工藝及工裝設計、壓邊的工藝及工裝設計、靜態泄露試驗工裝的設計、研磨工裝的設計等都是創新的成果。
3.2 制造技術
3.2.1 波形彈簧制造技術
波形彈簧在組件中的功能是產生軸向力,用于隨時補償軸向力,使石墨密封環端面與密封座端面保持密接,實現端面密封的性能。由于研制批量較小,因此沒有選用模具沖壓成型的工藝,而是采用機械加工的工藝路線(經濟性考慮)。按照確定的材料,先后進行了兩種材料制造波形彈簧的試驗,由于兩種材料的熱處理過程不同,使工藝路線和工裝都有所區別,共設計兩套工藝和五套工裝,完成了試驗加工。通過對兩種材料進行試驗加工,最終制造出彈力、尺寸與原件相同的波形彈簧。選定材料為高溫合金,其工藝路線為:毛料-切環-壓型-熱處理-加工內外圓-穩定熱處理-彈力檢測-光整加工。
3.2.2 收口技術
密封座收口的目的是保證組件中每個零件的相對位置。要求收口后外觀平整、圓滑轉接,收口后石墨環隨動性良好。對滾壓收口和壓邊收口進行了分析和討論,認為滾壓收口質量不穩定,選用壓邊收口進行進一步研究。通過多次的試驗加工,認為一次壓邊收口無法保證收口要求,確定了分兩次壓邊收口的工藝方法。第一次壓邊,使壓邊收口成40°到50°之間,再次壓邊收口完成90°最終加工。這樣能保證收口外觀的美觀,也能保證軸向尺寸的穩定。設計了12套壓邊收口夾具,實現在電動壓力機上加工。
3.2.3 泄露試驗
靜態泄露試驗的目的是檢驗密封組件的密封性能。為了檢驗制造的石墨密封裝置是否合格,泄露試驗是該類零件的最終檢驗方法,由于沒有相關具體要求,靜態泄露試驗的標準只有我們制定。因此通過對進口件進行多種方法的反復試驗,得到穩定的試驗數據,獲得廠家的認可,可用于檢驗零件的標準。在整個工藝安排時,考慮到如果壓邊收口后進行,在靜態泄露試驗不合格的情況下,密封組件只能報廢。因此把靜態泄露試驗提前至壓邊收口前。但是對靜態密封試驗的夾具要求提高,必須在沒有壓邊收口時,確保石墨密封組件各個零件的位置正確。經過研究設計出可以確保零件正確位置的夾具,滿足了靜態密封試驗的要求。
3.2.4 石墨研磨
石墨密封環端面研磨的目的是提高表面粗糙度和平面度,滿足密封性能的需要。按機械加工的要求,粗糙度0.2,平面度0.0009,只有進行超精加工---端面研磨保證。由于該組件的石墨密封環較小,又是雙端面研磨,因此設計了分體式研磨工裝。該工裝的優點是保證雙端面研磨質量,同時在夾具內端面磨損后也可以修復。研磨采用手動濕研法,軌跡為橫向“8”字,自配研磨液。通過工藝設計較好的完成了雙端面石墨密封環的研磨,保證了密封質量。
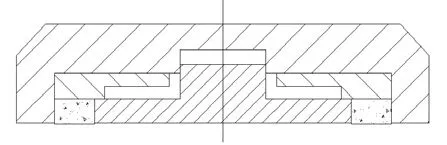
圖2 分體式研磨工裝示意圖
3.3 結果
經過攻關組的一致努力,完成了石墨密封裝置制造技術研究全部工作,靜態泄露試驗已經驗證產品的質量。在壓邊收口、波形彈簧、泄露試驗、研磨等方面用于創新,保證了該產品的研制。在某廠通過了動態密封試驗。石墨密封裝置運行150小時后(全壽命為300小時),經分解后分析,石墨環的磨損量小于0.025mm,并且是均勻磨損,進一步說明我們生產的蜜蜂裝,質量可靠,選材正確,滿足了裝機要求。
結語
通過對關鍵制造技術的研究,完全掌握了收口、波形彈簧等制造技術,圓滿完成了研制任務,制造出合格的石墨密封裝置,在外觀質量和密封性能上到達了進口件的水平,通過動態密封試驗等方面的檢驗,滿足了裝機要求。
[1]王忠志.精密研磨[M].中國計量出版社.
[2]宋正芳.碳石墨制品的性能及其應用.機械工業出版社.
[3]顧永泉.機械密封實用技術.機械工業出版社.
