帶鋼熱連軋精軋過程軋制力模型研究
2012-11-18 08:02:58李永輝馬莉莉
重型機械 2012年5期
李永輝,王 濤,張 磊,高 璐,郭 琦,肖 宏,馬莉莉,邊 靖
(1.中國重型機械研究院股份公司,西安 710032;2.國家冷軋板帶裝備及工藝工程技術(shù)研究中心,秦皇島 066004;3.天津辰耀化學(xué)工程設(shè)計服務(wù)有限公司,天津 300400)
0 前言
軋制力是帶鋼熱連軋過程中的重要工藝參數(shù),不僅廣泛應(yīng)用于機械設(shè)備的設(shè)計與強度校核,而且是實現(xiàn)生產(chǎn)過程計算機控制的重要原始參數(shù)。在現(xiàn)代板帶鋼生產(chǎn)中,由于對產(chǎn)品厚度和板形的要求不斷提高,軋制力模型作為厚度控制和板形控制的基礎(chǔ),其計算精度更顯得尤為重要。
1 軋制力數(shù)學(xué)模型
1.1 平均單位壓力計算模型
目前在熱軋中使用較多的軋制力模型是SIMS壓力公式[2],其假設(shè)條件是變形區(qū)全粘著,精軋末幾道次即薄板坯軋制力時,計算值與實測值誤差較大。本文根據(jù)燕山大學(xué)連家創(chuàng)教授的理論[3],認(rèn)為摩擦力隨著軋制過程的變化而變化,并把摩擦力在不同的軋制條件下,分成了三種情況,得到了較為準(zhǔn)確的軋制力模型。
影響單位壓力的大小及分布的主要因素,是變形區(qū)長度lc與軋件厚度h(軋件厚度可取代數(shù)平均值,或者按積分計算)的比值。在精軋軋性狀態(tài),單位壓力的計算,很大程度上決定于接的大小,可分為以下三種情況:
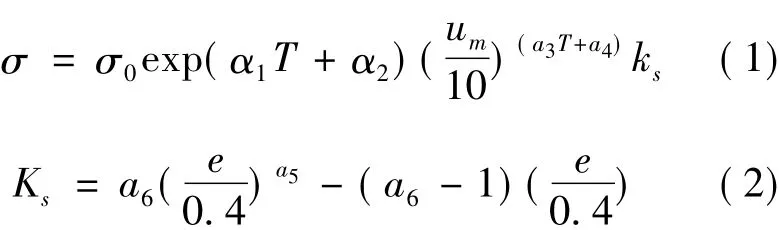
由于按接觸表面摩擦力不同的分布規(guī)律來計算單位壓力的方法比較復(fù)雜,不便于工程中使用。因此,假設(shè)接觸表面的摩擦力τ=mK,并且當(dāng)作軋件在兩個平行平面中壓縮計算,可得下式力;m為摩擦力影響系數(shù)。
摩擦力影響系數(shù)m與軋件變形情況、軋件軋輥材質(zhì)、變形速度、潤滑條件、軋制溫度等均有聯(lián)系。其取值直接關(guān)系到摩擦力τ的大小,進預(yù)測起著重要的作用。本文以普碳鋼某次精軋第4道次為例,在相同工藝條件下,不同m的取值對軋制力大小的影響,見表1。

表1 摩擦力影響系數(shù)對軋制力的影響Tab.1 Influence of different friction influence coefficient on rolling force
從表1可以看出,在0.4~0.8的變化范圍內(nèi),軋制力計算結(jié)果相差了4 000 kN以上,大約為實際軋制力的20%~30%,所以建立合理的摩擦力影響系數(shù)模型對軋制力的計算精度至關(guān)重要。由于摩擦力的影響因素較多,且不易通過試驗測定,因此,本文在針對某一鋼種的通用軋制條件下 (即假設(shè)同一鋼種軋制時摩擦系數(shù)變化規(guī)律相同),選取軋件變形情況作為主要影響因素對摩擦力影響系數(shù)m進行了非線性回歸。
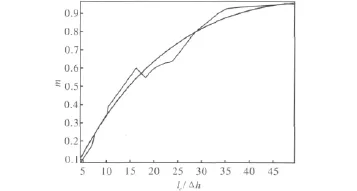
圖1 普碳鋼摩擦力影響系數(shù)回歸曲線Fig.1 Regression curves for friction influence coefficient of normal carbon steel
1.2 變形抗力計算模型
北京科技大學(xué)管克智、周紀(jì)華教授利用自己設(shè)計的高速形變凸輪試驗機對上百種鋼進行了高溫、高速變形阻力試驗。為適應(yīng)計算機控制對變形抗力模型的要求,把各種鋼的數(shù)據(jù)進行非線性回歸,得出了以下回歸公式[4]。
1.3 殘余應(yīng)變計算模型
在熱連軋精軋過程中,軋件溫度逐漸降低,軋制速度不斷提高,回復(fù)和再結(jié)晶變得不完全,產(chǎn)生了加工硬化現(xiàn)象[5-7]。這種現(xiàn)象可以看作由軋件前一道次的殘余應(yīng)變造成,因此,在進行變形抗力計算時,變形程度不能以軋件變形尺寸計算得出的應(yīng)變表示,而應(yīng)以考慮殘余應(yīng)變的實際應(yīng)變來表示。
第i道次殘余應(yīng)變的表達(dá)式為

式中,λi為第i道次殘余應(yīng)變率;εi為第i道次實際應(yīng)變。
因此,第i+1道次實際應(yīng)變?yōu)?/p>

式中,ε0i+1為第i+1道次以軋件尺寸計算得出的應(yīng)變值。
為了方便工程計算,許多學(xué)者根據(jù)實驗數(shù)據(jù),近似認(rèn)為第i道次殘余應(yīng)變率λi隨溫控時
式中,Δti為恢復(fù)時間,近似等于機架間距與速度的比值;τi為時間常數(shù)。
時間常數(shù)與溫度、化學(xué)成份等因素有關(guān)。對于某一鋼種,當(dāng)溫度高于某一溫度值,普碳鋼大約為890~900℃,金屬再結(jié)晶完全,不考慮殘余應(yīng)變對軋制力的影響,此時λi為零;當(dāng)溫度低于這個溫度值時,可以從金屬熱力學(xué)角度分析,得出以兩道次間平均溫度為變量,τi為因變量的回歸公式,代入上式得出 λi。
在軋制壓力的作用下,軋輥將產(chǎn)生局部彈性壓縮,使接觸弧的幾何形狀發(fā)生改變,接觸弧長增加,軋輥與帶鋼接觸面積增大。壓扁半徑通常采用Hitchcock公式[2]計算。本文通過單位軋制壓力公式與軋輥壓扁公式迭代計算,得出接觸弧長。
2 軋制力的計算機離線模擬計算
2.1 計算界面
本文在以上軋制力模型的基礎(chǔ)上,編寫了熱連軋軋制過程的計算機模擬程序。由于無法獲得實際生產(chǎn)中各道次的軋制溫度,本文在保證精軋入口溫度FET與出口溫度FDT與某鋼廠實際軋制基本相同的條件下,采用了有限差分法對溫度進行模擬計算,得出各道次的軋制溫度,用于金屬變形抗力的計算。其它軋制制度參照現(xiàn)場工藝參數(shù),界面如圖2所示。
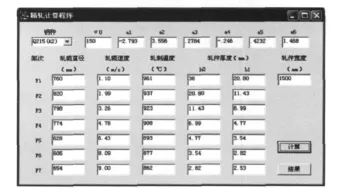
圖2 精軋計算程序界面Fig.2 Interface of finish rolling force calculation program
2.2 計算結(jié)果
本文在圖2所示的工藝條件下,分別計算了以下三種數(shù)學(xué)模型為計算依據(jù)的軋制力。
模型1:西姆斯公式模型,未考慮殘余應(yīng)變。
模型2:本文模型,未考慮殘余應(yīng)變。
模型3:本文模型,考慮殘余應(yīng)變影響。
計算結(jié)果與實測結(jié)果見表2。
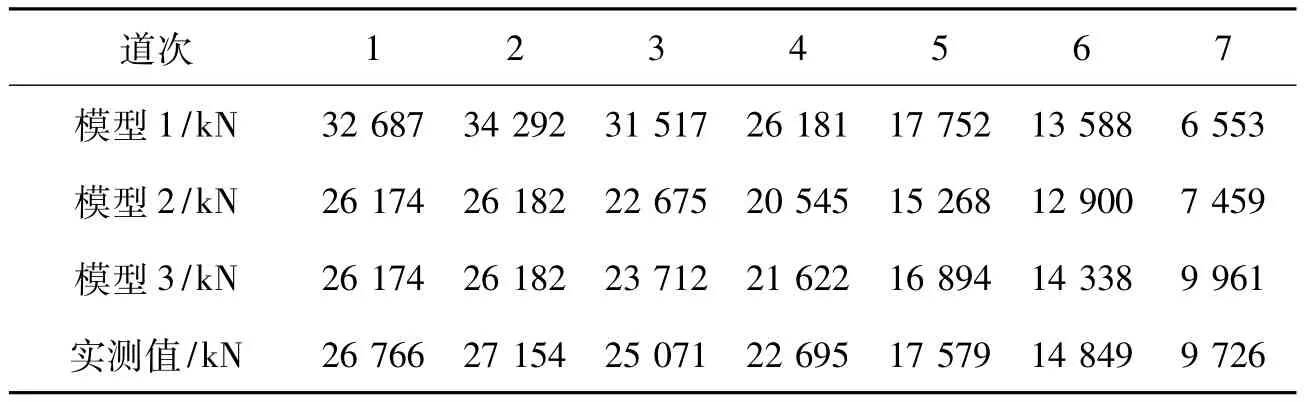
表2 三種模型計算得到的軋制力與實測值對比Tab.2 Rolling force comparison between measured values and calculated values from three models
由表2可以看出,模型1的計算誤差較大;模型2由于未考慮殘余應(yīng)變的影響,在精軋末幾道次的計算中誤差逐漸增大;模型3具有較高的計算精度,最大誤差僅為5.4%。
3 結(jié)論
(1)本文在平均單位軋制壓力計算中考慮了摩擦力影響系數(shù)的變化,并給出了特定鋼種軋制時,該系數(shù)隨軋件變形情況的變化規(guī)律,在工程計算中可以通過回歸得出。
(2)本文考慮了精軋過程中的加工硬化現(xiàn)象,并把這種現(xiàn)象歸結(jié)為殘余應(yīng)變的產(chǎn)生,進而影響變形抗力的計算。
(3)本文模型可用于熱軋帶鋼軋制力的離線模擬計算。在鋼廠實際生產(chǎn)中,若能對摩擦力影響系數(shù)自學(xué)習(xí),可以得出精度更高的結(jié)果,亦可用于在線控制模型。
[1] 黃守漢.塑性變形與軋制原理 [M].北京:冶金工業(yè)出版社,1991:231-232.
[2] 孫一康.帶鋼熱連軋的模型與控制 [M].北京:冶金工業(yè)出版社,2007:38-44.
[3] 連家創(chuàng).熱帶鋼連軋機 [M].北京:機械工業(yè)出版社,1976:49-54.
[4] 周紀(jì)華,管克制.金屬塑性變形阻力 [M].北京:機械工業(yè)出版社,1989:222-230.
[5] 任勇,程曉茹.軋制過程數(shù)學(xué)模型 [M].北京:冶金工業(yè)出版社,2008:138-145.
[6] 候立剛,張國民,肖宏.熱連軋過程中的軋制力模擬[J].鋼鐵研究學(xué)報,2006,18(9):26-28.
[7] 李海軍,徐建忠,王國棟.熱軋帶鋼精軋過程高精度軋制力預(yù)測模型 [J].東北大學(xué)學(xué)報,2009,30(5):669-672.
[8] Saito Y,Enami T,Tanka T.The Mathematieal Model of Hot Deformation Resistance with Reference to Microstrictual Changes during Rolling in Plate Mill[J].Transactions ISIJ,1985,25(11):1146-1150.
[9] Kwon O.A technology for the prediction and control of microstructural changes and mechanical properties in steel[J].IS IJ International,1992,32(3):350-358.
[10] 邱紅雷,胡賢磊,矯志杰等.中厚板軋制過程中高精度的軋制力預(yù)測模型 [J].鋼鐵,2005,40(5):49-53.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
