超音速等離子噴涂沉積可磨耗封嚴涂層研究
2012-11-18 08:03:00吳秀英韓志海趙玉良
重型機械 2012年5期
吳秀英,韓志海,趙玉良,白 宇
(1.陜西工業技術研究院,陜西 西安 710054;2.西安交通大學金屬材料強度國家重點實驗室,陜西 西安 710049;3.中國重型機械研究院股份公司,陜西 西安 710032)
0 前言
在透平機械中,間隙密封的可靠性對于壓縮機或鼓風機機組的安全、高效運行及節能環保具有重要意義。目前,先進機組正在向大容量、高效率、高壓縮比,以及在特殊介質 (如工業煤氣、硫化氫、硝酸、醋酸、氫溴酸等)應用的方向發展。在傳統的級間迷宮式密封技術中,高流速的腐蝕介質及硬質顆粒會造成密封面的磨損腐蝕,導致間隙變大、損耗增加及機組效率降低,嚴重時必須停機檢修,影響安全生產。目前改進的方案是在軸端采用干氣密封、碳環密封或蜂窩密封等,但這些材料成本高昂,應用受到限制,難以大范圍推廣應用。
自上世紀80年代以來,隨著航空工業的迅速發展,對航空發動機性能提出了越來越高的要求。大推力、高效率、低油耗已成為發動機設計和制造的總體目標。為此,應盡量提高渦輪機進口氣體溫度,減少轉子與靜子部件之間的間隙,提高壓縮比。當結構與材料已經確定時,減少壓氣機、渦輪機葉尖與機匣之間氣隙損耗,提高間隙和軸密封技術水平,已成為提高發動機性能的重要手段。采用熱噴涂技術在間隙處制備可磨耗封嚴涂層由于其生產工藝簡便,修復和性能調整簡易,封嚴效果好,并為機匣提供絕熱保護,減少高溫、高速燃氣引起的擾動或喘振等不穩定現象而得到迅速發展[1-2]。
目前用于航空發動機上的可磨耗封嚴涂層大致有20多種,大多由各種金屬基材料 (Al基、Cu基、Ni基、Co基等)加不同比例的各種固體潤滑劑 (如石墨、氮化硼、高分子材料等)構成[3-5]。按使用部件的溫度區分,可分為低溫類(325℃以下)、中溫類 (325~480℃)和高溫類(480~815℃)三類。按材料組成,低溫類封嚴涂層通常由鋁基合金 (如Al-Si合金)與一定比例的自潤滑高分子材料 (如聚酯、聚酰亞銨等)組成;中溫類由鋁基合金 (Al-Si)、鎳基合金(Ni、NiCrAl等)與石墨或氮化硼組成;高溫類則由Ni基、Co基 (CoNiCrAlY)、Cu基 (CuAl-Fe,鋁青銅)合金與高溫潤滑劑 (硅藻土、氮化硼等)組成。這類涂層一個共同的特點就是要求涂層不能太硬 (通常可通過調整軟性固體潤滑劑的比例或涂層的孔隙率來控制表面洛氏硬度),并具有良好的自潤滑性能。當密封偶件的韌尖刮削封嚴涂層時的沖力和摩擦力較小,并盡可能不刮傷工件,即具有好的可磨耗性;另一方面可磨耗涂層還必須保證一定的硬度,能抵抗間隙流道中高速氣流 (通常含有一些固體粒子)的沖蝕磨損,即要求有好的抗沖性能。因此,對可磨耗封嚴涂層而言,其可磨耗性和抗沖性是一對重要而又互相矛盾的性能,只有針對具體工況,在材料設計、工藝優化、涂層性能考核評價等方面進行綜合試驗研究,才能找出最佳點,保證涂層既有好的可磨耗性,又有足夠的抗沖蝕性和工作壽命。要實現上述目標,需要從新工藝、新方法入手,研究沉積組織結構細密的新型可磨耗封嚴涂層。
最新的超音速等離子噴涂 (Supersonic atmospheric plasma spraying,SAPS)技術由于射流速度大幅提高,使得噴涂原料粒子飛行速度超過音速,比普通等離子噴涂提高1~2倍以上,從而獲得的細密柱晶片層組織的特點[6-8]。因此,本文采用超音速等離子沉積Ni-C及NiCr-BN可磨耗封嚴涂層,對比研究兩種涂層的結合強度、表面硬度及在不同沖蝕角下的沖蝕磨損性能。
1 實驗過程
1.1 實驗原料
用于噴涂的兩種原料粉末均由Sulzer Metco公司生產,分別為Ni-C粉末及NiCr-BN粉末,兩種粉末的外觀形貌如圖1所示。

圖1 原料粉末的外觀形貌Fig.1 Appearance of raw material powder
1.2 噴涂過程
基體為2Cr13不銹鋼,試樣尺寸為40 mm×60 mm×3 mm,噴涂前采用丙酮去除試樣表面的油污、采用20目金剛砂,用無油、干燥的0.6 MPa的壓縮空氣對基體金屬表面進行噴砂處理,以去除基體表面的氧化層及增加涂層與基體的有效結合面積、提高涂層的結合強度。采用HEPJet-II型超音速等離子噴涂系統沉積涂層,具體的噴涂參數如表1所示。
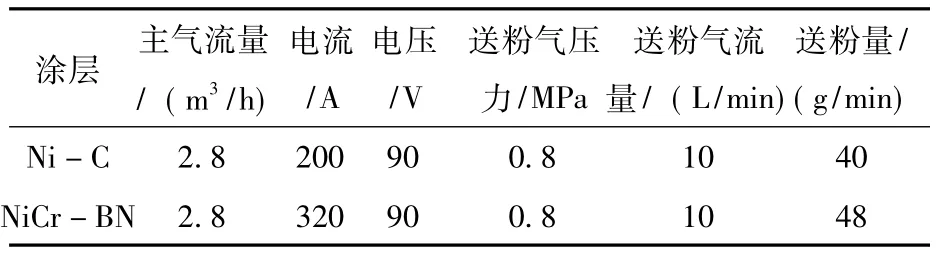
表1 超音速等離子噴涂工藝參數Tab.1 Process parameters of supersonic atmospheric plasma spraying
1.3 結合強度及表面硬度
采用拉伸法測量涂層的結合強度,儀器為萬能材料拉伸試驗機 (Instron1196,USA),測試過程中參照ASTM C633-79標準,所用粘接劑為固體膠膜 (FM-1000,USA),其拉伸強度在60 MPa以上。此外,實驗中按照ASTM E18標準測定涂層的表面洛氏硬度。
1.4 沖蝕實驗
沖蝕磨損實驗原理示意圖如圖2所示。其中,選用標稱尺寸100目 (150 μm)的棕剛玉為磨料。實驗過程中,通入一定流量及壓力的清潔壓縮空氣在加速腔中形成負壓,從腔外吸入磨料用以沖擊試板,磨料的用量可以通過入砂口調節。砂粒進入腔體后被壓縮空氣加速后以一定角度沖擊試樣表面,引起試樣表面的沖蝕磨損,通過精度為萬分之一克的電子天平測量沖蝕前后試樣的失重量,以此評價涂層的抗沖蝕磨損性能。沖蝕角度為30°及90°,實驗參數如表2所示。需要注意沖蝕磨損開始有一段跑合階段,在進入穩定沖蝕磨損階段后,開始記錄磨料的使用量。每次用砂量為20 g,每種涂層均測量兩片試樣,每次沖蝕后記錄平均失重,重復沖蝕五次,獲得5個數據點的沖蝕磨損曲線。用單位質量磨料所對應磨損失重量來評價試樣的耐沖蝕磨損性能。在相同實驗條件下,失重量越小,說明被測試樣品的耐沖蝕磨損性能越高。
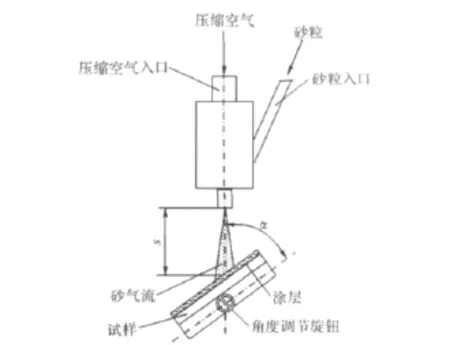
圖2 沖蝕磨損實驗原理示意圖Fig.2 Principle diagram of erosion wear experiment
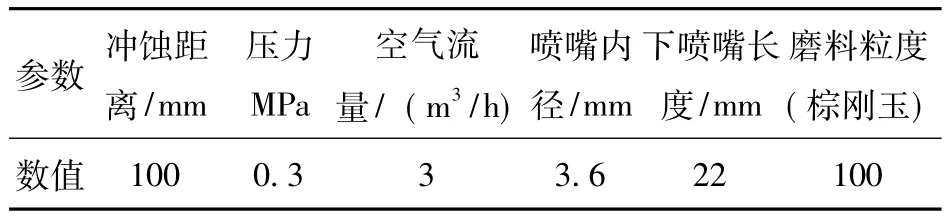
表2 沖蝕磨損試驗參數Tab.2 Parameters of erosion wear experiment
2 實驗結果及討論
采用圖1所示的原料粉末,超音速等離子噴涂沉積涂層的剖面SEM圖像如圖3所示。從圖3可以看出,兩種涂層中的潤滑相 (石墨或BN)均勻分布在金屬連續相之中,但與Ni-C涂層相比,NiCr-BN涂層中的潤滑相尺寸更為細小。
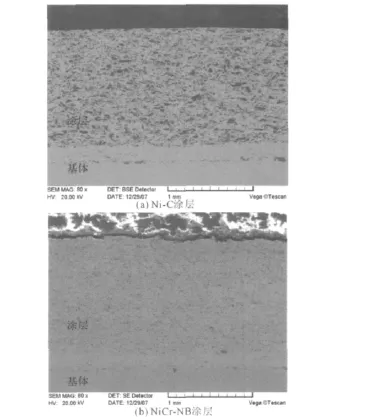
圖3 噴涂涂層的剖面SEM圖像Fig.3 SEM images of spraying coating cross-section
涂層的結合強度及表面硬度如表3所示,從表3可以發現,NiCr-BN的結合強度及表面硬度均高于Ni-C涂層,這主要是由于Ni-C涂層中的石墨潤滑相較為粗大,降低了金屬連續相之間有效的結合面積,使涂層整體結合強度及表面硬度值下降。

表3 涂層的結合強度及表面硬度Tab.3 Bonding strength and surface hardness of spraying coatings
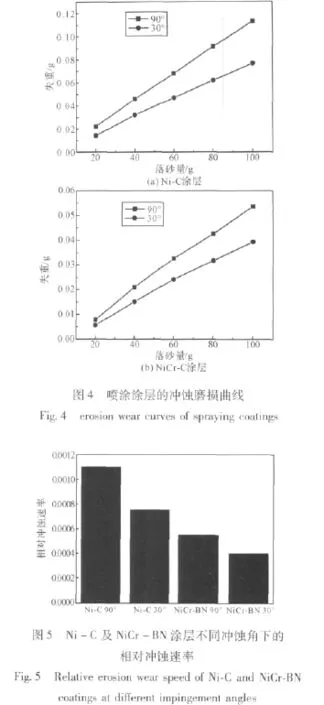
圖4所示的是兩種涂層在不同落砂量下的沖蝕磨損失重量,從該圖可以看出,兩種涂層的沖蝕失重量隨落砂量的增加而線性提高,并且無論是Ni-C涂層還是NiCr-BN涂層,當沖蝕角度由30°增加到90°后,其沖蝕磨損失重量明顯提高。圖4中曲線的斜率反映的是涂層的相對沖蝕速率 (每克砂粒對應下的涂層沖蝕損失量),通過計算,兩種涂層不同沖蝕角下的相對沖蝕速率如圖5所示。從圖5可以發現,Ni-C涂層在不同沖蝕角下,其相對沖蝕速率與NiCr-BN涂層相比較高。例如,30°下Ni-C涂層的相對沖蝕速率為7.81×10-4而 NiCr-BN涂層為4.21×10-4,后者為前者的54%;90°下Ni-C涂層的相對沖蝕速率為1.14×10-3而NiCr-BN涂層為5.72×10-4,后者為前者的50%。由此可見,在目前的研究范圍內,NiCr-BN涂層的抗沖蝕性能要優于Ni-C涂層。前期的一些研究表明,對于金屬陶瓷復合涂層在低沖蝕角度 (30°)時,涂層的沖蝕磨損主要表現為微觀切削,犁溝變形和微觀疲勞剝落等特征,而在高沖蝕角度(90°)時,則主要表現為沖蝕磨粒對涂層的錘擊效應引起的疲勞剝落特征[9]。此外,一些研究表明,涂層沖蝕磨損較大的質量是由粒子沖擊壓痕內材料的低周疲勞引起的,認為磨粒 (砂粒)對涂層的微切削和犁溝變形作用主要是由于磨粒的切向分速度引起的,而錘擊效應則是由垂直分速度引起的[10]。微觀切削和犁溝變形對塑性材料的破壞較大,而錘擊效應對脆性材料破壞更大。因此隨著沖蝕角度的變化,粒子對涂層的微觀切削作用和錘擊效應的比例也會改變,涂層的沖蝕機理也隨之改變。封嚴涂層中既有塑韌性較好的金屬連續相,也有硬度較低的潤滑相,因而涂層的抗沖蝕性能取決于這兩相的共同作用。NiCr-BN涂層由于具有較高的結合強度及硬度,因此其抗沖蝕性能要優于Ni-C涂層。由于超音速等離子噴涂可在較大范圍內調節噴涂工藝參數,因此完全可以對Ni-C及NiCr-BN涂層進行結構優化,以期得到抗沖蝕性能更加良好的封嚴涂層,這將是以后研究的重點。
3 結論
本文采用超音速等離子噴涂沉積Ni-C及NiCr-BN可磨耗封嚴涂層,對比研究兩種涂層的結合強度、表面硬度及在不同沖蝕角下的沖蝕磨損性能,得到的主要結論如下:
(1)兩種涂層中的潤滑相 (C或BN)均勻分布在金屬連續相之中,但與Ni-C涂層相比,NiCr-BN涂層中的潤滑相尺寸更為細小;
(2)由于Ni-C涂層中的石墨潤滑相較為粗大,降低了金屬連續相之間有效的結合面積,使得NiCr-BN的結合強度及表面硬度均高于Ni-C涂層;
(3)30°沖蝕角下Ni-C涂層的相對沖蝕速率為7.81×10-4,而 NiCr-BN涂層為4.21×10-4,后者為前者的54%;90°沖蝕角下Ni-C涂層的相對沖蝕速率為1.14×10-3,而NiCr-BN涂層為5.72×10-4,后者為前者的50%,表明NiCr-BN涂層的抗沖蝕性能要優于Ni-C涂層。
[1] 田曄,張淑婷,馬江虹,等.可磨耗封嚴涂層發展及應用 [J].有色金屬 (冶煉部分),2006年增刊,96-99。
[2] 王剛,滕佰秋,王志宏,等.航空發動機上可磨耗封嚴涂層的應用及需求 [M].熱噴涂技術,2012,4(1)20-23。
[3] 易茂中,何家文.可磨耗封嚴涂層粉料、噴涂工藝及基本性能的研究 [J].粉末冶金技術,1999,17(1):29-35。
[4] R.E.Johnston,Mechanical characterisation of Al-Si-hBN,NiCrAl-Bentonite,and NiCrAl-BentonitehBN freestanding abradable coatings[J]Surface&Coatings Technology,2011,205:3268-3273.
[5] Cunguan Xu ,Lingzhong Du,Bin Yang,Weigang Zhang,The effect of Al content on the galvanic corrosion behaviour of coupled Ni/graphite and Ni-Al coatings[J]. Corrosion Science 2011,53:2066-2074.
[6] Zhihai Han,Bingshi Xu,Haijun Wang,Shikui Zhou,A comparison of thermal shock behavior between currently plasma spray and supersonic plasma spray CeO2-Y2O3-ZrO2graded thermal barrier coatings[M].Surface& Coatings Technology,2007,201:5253-5256.
[7] X.C.Zhang,B.S.Xu,S.T.Tu,F.Z.Xuan,H.D.Wang,Y.X.Wu,Effect of spraying power on the microstructure and mechanical properties of supersonic plasma-sprayed Ni-based alloy coatings[J]. Applied Surface Science, 2008, 254:6318-6326.
[8] Y.Bai,Z.H.Han,H.Q.Li,C.Xu,Y.L.Xu,C.H.Ding,J.F.Yang.Structure-property differences between supersonic and conventional atmospheric plasma sprayed zirconia thermal barrier coatings[J]. Surface & CoatingsTechnology,2011,205:3833-3839.
[9] 王海軍,蔡江,韓志海,超音速等離子與HVOF噴涂WC-Co涂層的沖蝕磨損性能研究[J].材料工程,2005,4:50-54。
[10] S.Matthews,B.James,M.Hyland.The role of microstructure in the mechanism of high velocity erosion of Cr3C2-NiCr thermal spay coatings [J].Surface & Coating Technology 2009,203:1086-1100。
