一種新型連鑄機用輥縫測量儀
2012-11-18 08:03:04陳建峰李平菊何保衛田麗華
重型機械 2012年4期
陳建峰,李平菊,丁 鋒,劉 江,何保衛,田麗華
(1.中國重型機械研究院有限公司,陜西 西安 710032;2.西安泰富西瑪電機有限公司,陜西 西安 710016;3.西安計量技術研究院,陜西 西安 721400)
0 前言
連鑄機用輥縫儀是用來測量二冷段導輥輥縫值、輥列對弧精度、導輥旋轉等參數的專用儀器。所獲得的測量結果可供連鑄機維護人員使用,及時維修參數超標的輥列,同時可用于分析造成鑄坯質量降低,鑄坯拉漏,鑄坯產生表面缺陷、裂紋或中心疏松的原因,以達到優化鑄機參數的目的。目前市場上常見的整體式輥縫儀重約1.5 t,測量工作須在停產檢修期間進行,用輥縫儀更換引錠鏈端部的引錠頭,測試完成后再將輥縫儀卸下,將引錠頭恢復原位準備生產,檢測過程需要多名工人協同完成,勞動強度大、耗費時間長。
本文介紹一種新型的輥縫儀,一套輥縫儀由多個分體單元組成,各分體單元固定連接于引錠鏈,測量時不需要更換引錠頭,可在正常生產過程中進行輥縫數據的測量,簡單易用,測量完成后,專門的數據處理軟件分析出檢測結果。
1 輥縫測量儀裝置
根據二冷段分節輥的結構,設置了相應數量的輥縫儀分體單元,來檢測每一節導輥的輥縫值,如圖1所示。六個分體式單元安裝于引錠鏈,測量3分段輥的參數,不需要更換引錠頭。分體式輥縫儀如圖2所示,輥縫儀分體單元由殼體、張緊蓋、彈簧、氣缸、旋轉檢測裝置、輥縫檢測裝置、傾角檢測裝置、數據采集板和電池等組成。
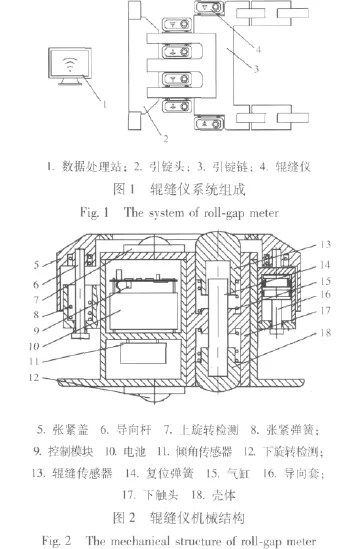
張緊蓋和導向桿通過彈簧連接于殼體,連鑄機采用上裝引錠時,向氣缸通高壓氣體,活塞桿推動張緊蓋向下運動,從而避免輥縫儀劃傷結晶器內壁,使輥縫儀安全的通過結晶器。測量裝置到達檢測位后,打開氣閥,放掉高壓氣體,彈簧釋放壓縮,張緊蓋和殼體緊靠輥列,彈簧壓力可消除軸承間隙,提高檢測精度。輥縫檢測裝置得出輥列輥縫值。傾角傳感器測量數據通過計算得到對弧精度。輥縫儀殼體上下分別裝有旋轉檢測裝置,測量輥子的轉動情況。
電子采集板記錄數據,測量完成后,通過無線或有線發送數據到數據處理站,供數據分析使用。當一次測量完成后,數據可通過無線立即發送到數據處理站,分析出測量結果,如發現某區域偏差超出了許用值,可不拆卸輥縫儀,待操作工調整完問題區域,再次送入輥縫儀檢測,直至連鑄機參數符合設計值。
采集板和傳感器通過電池供電。輥縫儀各連接處采用防水處理,保證了輥縫儀使用的安全性。
2 輥縫測量原理
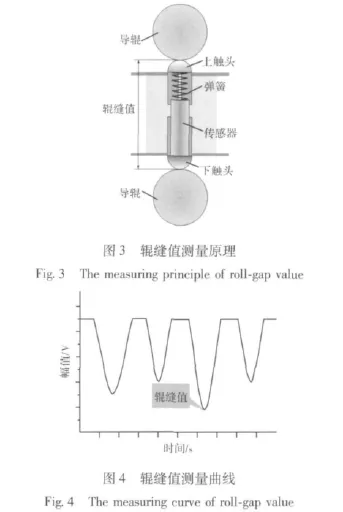
如圖3所示,當輥縫儀平穩地通過連鑄機各扇形段時,輥縫測量裝置上下觸頭通過彈簧緊靠輥子,與觸頭連接的傳感器隨之產生電壓變化,電子采集板記錄連續變化值,測量完成后,專用軟件分析連續變化值,取各段最小值即為輥縫值,如圖4所示。在導輥長度方向,分布有多個輥縫儀單元,據每個單元測得的輥縫值,可判斷導輥的彎曲狀況。張緊彈簧提供足夠的彈力以消除輥子軸承間隙,精確的反映實際輥縫值。輥縫測量采用高精度線性位移傳感器,具有很高的可靠性和測量精度,分辨率可達0.01 mm。輥縫儀使用一段時間后,采用專門的校驗裝置進行精度校驗和標定。
3 外弧導輥對弧精度測量原理
如圖5所示,輥縫儀殼體內安裝有傾角傳感器,當輥縫儀通過連鑄機輥列時,輥縫儀殼體底面緊靠連鑄機外弧輥子,記錄此時的傾角值φ,測量完成后,利用連鑄機基準和測量得到的導輥角度值分析得出導輥外弧對弧精度。傾角傳感器測量范圍±60°,測量精度0.01°,保證了對弧檢測精度。
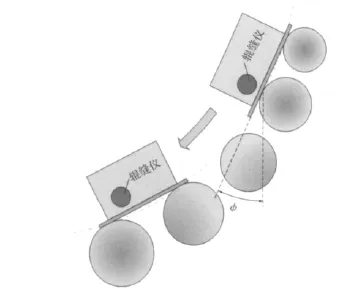
圖5 外弧導輥對弧精度測量原理Fig.5 The measuring principle of arc-precision
4 導輥旋轉狀況檢測
在輥縫測量儀的上下側均安裝了輥子旋轉檢測裝置來檢測內弧和外弧導輥的旋轉情況。旋轉檢測裝置采用霍爾傳感器,輥子轉動良好時,霍爾傳感器無信號輸出,輥子轉動有卡阻時,傳感器輸出脈沖信號,卡組嚴重時,輸出脈沖數多,卡組不嚴重時,輸出脈沖數少,據此即可判斷導輥的旋轉情況,如圖6所示。

圖6 導輥旋轉狀況檢測原理Fig.6 The measuring principle of roller-rotation
5 結論
分體式輥縫儀可以實現正常生產過程中對二冷段輥列參數的檢測,有體積小、重量輕,利于安裝使用等特點,相比于整體式輥縫儀具有非常大的優勢,可顯著地提高連鑄機調試維修進度,減輕工人勞動強度。
[1] 干勇.現代連續鑄鋼實用手冊 [M].北京.冶金工業出版社,2010.
[2] 左力,許晞.輥縫測量儀檢測原理及典型測量圖形分析 [J].連鑄,2001(5).
[3] 王覃,刁紅敏.輥縫儀傳感器的設計原理與應用[J].可編程控制器與工廠自動化,2009(2).
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12