φ 407 mm冷軋圓盤剪切機間隙和重合度對剪切質量的影響分析
2012-11-18 08:03:14劉書浩
重型機械 2012年4期
楊 競,劉書浩,范 云
(北京科技大學機械工程學院,北京 100083)
0 前言
剪切機作為鋼鐵加工工業中重要的輔助設備,不但決定帶鋼剪切質量的高低,也對隨后加工流程起著重要的作用。圓盤剪切機剪切效率高,因而被廣泛應用。但是由于工作參數配合等因素的限制,其剪切質量較差。本文針對國內某鋼鐵企業在冷軋作業線上,利用φ 407 mm的雙邊圓盤剪(圖1所示)進行切邊時,發生切邊不齊現象,探究影響剪切質量的原因。
本文借助計算機輔助分析手段,利用Deform-3D有限元分析軟件對該剪切系統進行CAE分析,得到了被剪切帶鋼的邊界應力分布情況。根據仿真結果并結合理論知識分析,得出了剪切參數與剪切質量之間的影響關系及規律[1]。
1 圓盤剪切機工作原理
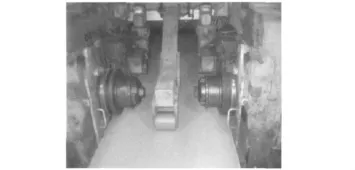
圖1 圓盤剪實際工作圖Fig.1 Picture of disc shearing machine
圓盤剪切機工作原理如圖2所示,帶鋼受到張緊力的作用,水平向右移動,通過壓緊輥并持續向前運動(由于剪切過程中存在帶鋼與剪刃之間的摩擦,會使帶鋼受力不平衡而產生上下跳動,所以必須通過壓緊輥使帶鋼不能上下跳動,壓緊輥與帶鋼之間是只接觸不受力)。最后通過存在側向間隙和豎直方向重合度的上下剪刃,使帶鋼邊緣被剪切下來,由于是無動力圓盤剪(剪刃是沒有動力驅動的),所以在剪切過程中,帶鋼與剪刃之間的摩擦力使圓盤剪被動旋轉[1]。

圖2 工作原理圖Fig.2 Working principle of disc shearing machine
2 有限元模型的建立
在Pro/E軟件中建立與實際比例為1:1的實體模型。利用圓盤剪切機幾何對稱、工作對稱特性建立半邊模型,不但可以減少計算量,還可以加密剪切區網格,使仿真數據更接近真實數據,系統模型如圖3所示。
2.1 模型幾何尺寸
模型尺寸按1:2建立,尺寸見表1。

表1 剪刃和帶鋼尺寸表Tab.1 List of cutting blade and strip dimensions

圖3 模型圖Fig.3 Diagram of shearing model
2.2 材料特性
被剪切帶鋼材料選用45#鋼,選取材料庫中的 AISI-1045,COLD[70F(20C)]。斷裂準則選用當今和有限元代碼結合最好的Cl準則,選取軟件 Fracture 中的 Cockcroft&Latham[2-3]。
式中,εf是斷裂的等效應變;εmax是最大等效拉伸應力;d ε是等效應變增量;c是由壓縮實驗得到的材料常數。
2.3 網格劃分及載荷施加
采用Deform提供四面體網格單元對帶鋼進行網格劃分。約束如下:
(1)帶鋼頭部施加300 mm/s的速度以及施加1000 N的張緊力;
(2)帶鋼左側(剪切測)水平位移約束;
(3)帶鋼右側(遠離剪切側)豎直位移約束;
(4)剪刃5自由度位移約束(只可以做繞中心的回轉運動);
(5)剪刃與帶鋼接觸面摩擦系數為0.12。剪切效果如圖4所示。

圖4 剪切效果圖Fig.4 Shearing effect chart
3 工況仿真及分析
3.1 剪刃重合度對帶鋼剪切影響
在實際剪切過程中,帶鋼與剪刃之間的沖擊、進給過程中帶鋼速度均勻性以及張緊力的平穩性等都會對剪切質量造成影響。其中重合度、間隙是影響剪切質量最為重要的參數,本文以重合度、間隙為變量建立重合度工況表進行分析,見表2。
(1)剪刃重合度對帶鋼邊部應力分布及其彎曲影響。圖5為從表2的1A、1D、1G三組工況中取第18-22,28-32,38-42三組數據的應力分布圖。從圖5的三組應力分布圖的對比中可以看出,當重合量增大時,邊部所受應力減小,邊部受力后彎曲的程度明顯。
(2)剪刃重合度對剪切力的影響。根據圖5對應工況下的剪切力隨剪刃重合度的變化歷程可以得出表3。
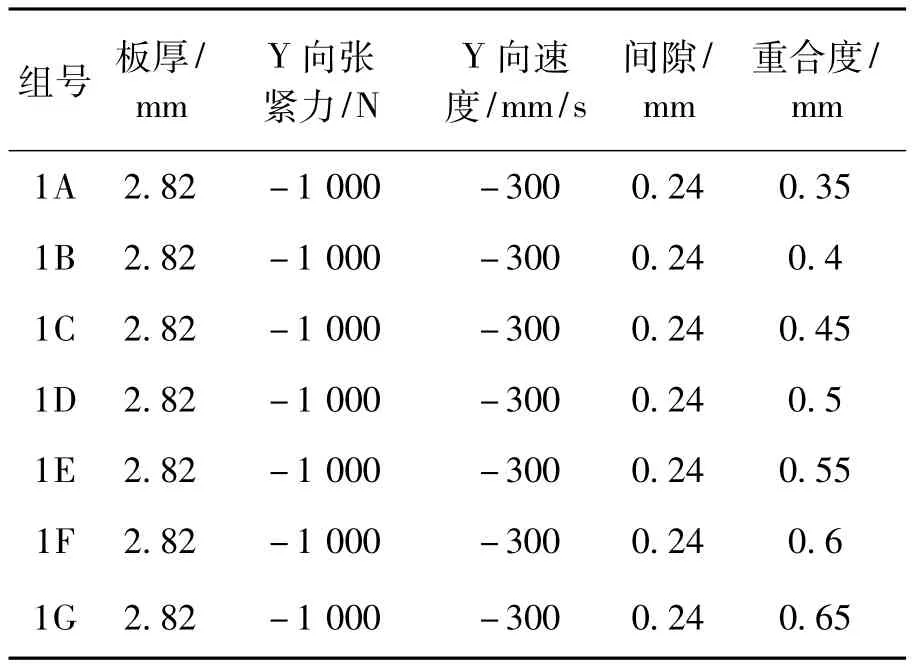
表2 重合度變量工況表Tab.2 working condition of contact ratio variables
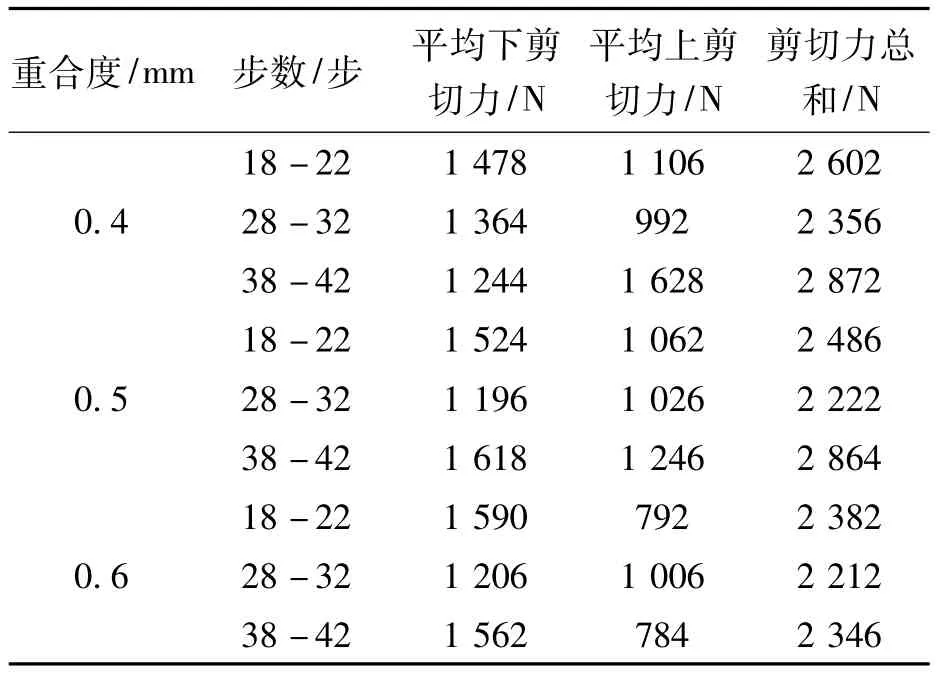
表3 剪切力大小隨重合度變化表Tab.3 Variation of shearing force with contact ratio
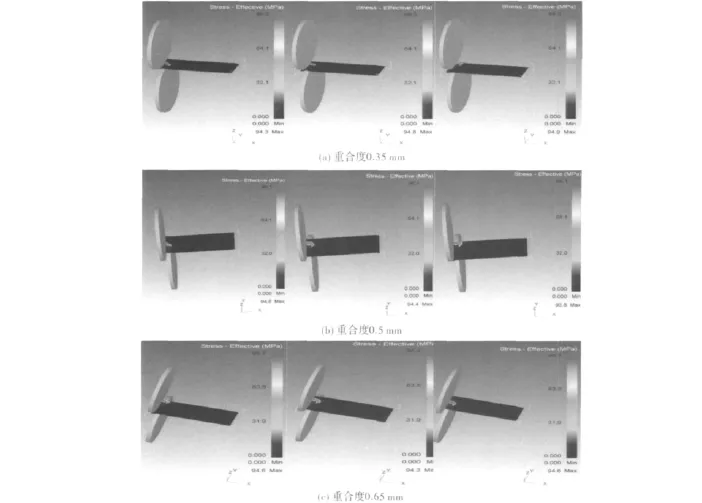
圖5 剪刃重合度對帶鋼邊部應力分布圖Fig.5 Stress distribution at strip cutting edge at different contact ratio
從表3中可以看出隨著剪刃重合度的增大,剪切力不斷減小。而且帶鋼受上剪刃的剪切力小于下剪刃,且波動程度也沒有下剪刃劇烈,可推出在剪切過程中,帶鋼所受上下剪切力不平衡導致上下剪刃進入帶鋼剪切位置不對稱,是導致產生毛刺的重要原因。此外當重合度過小時,會產生很大的剪切力,造成邊部彎曲和叩頭現象[4]。
(3)公式論證。建立如圖6所示的帶鋼被剪切過程力學模型。

圖6 剪切示意圖Fig.6 Shearing diagram
由文獻[5]可知剪切力p的計算公式。
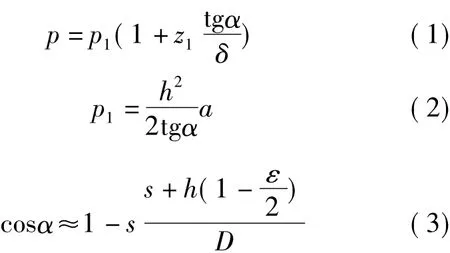
式中,p1為純剪切力;α為弦AB與CD間夾角的一半;z1為由被剪掉的板邊寬度與板厚的比值確定的系數;ε為斷裂時的相對切入深度;δ為材料的延伸率;a為平行剪單位剪切功;h為鋼板厚度。
當重疊量s增加時,式(3)中cosα減小,說明α變大(0~90°內),隨之tgα增加,使式(2)中純剪切力減小,帶入式(1)中可知總剪切力減小,所以當重疊量增加時,剪切力下降[5]。
3.2 剪刃間隙對帶鋼剪切影響
根據以往現場數據及實驗可知,在剪切過程中剪刃的側向間隙對帶鋼的剪切質量要比重疊量的影響要敏感得多,所以對合理的側隙值的研究是探求提高剪切工藝的關鍵,建立間隙工況表見表4。
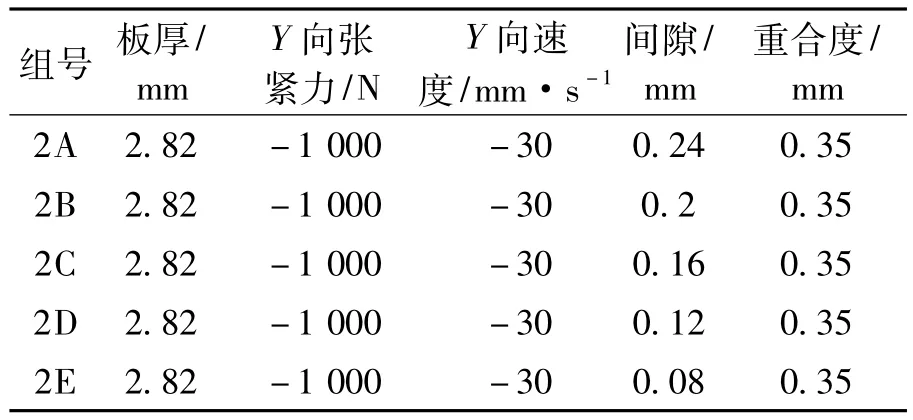
表4 間隙變量工況表Tab.4 Working condition of gap variables
(1)剪刃間隙對邊部應力分布及其彎影響。圖7為從表4的2A、2C、2E三組工況中取第18-22,28-32,38-42步三組數據的應力分布圖。從以上三組圖上可以直觀看出當間隙減小時時,邊部所受應力增大,使邊部褶皺的程度也更加明顯[6]。
(2)剪刃間隙對剪切力的影響。根據圖7對應工況下的剪切力隨剪刃間隙的變化歷程可以得出表5。
由表5看出,隨著剪刃間隙的減小,剪切力不斷增加。說明當剪刃間隙減小時,帶鋼受到的應力更大,剪切力也更大,更容易剪斷帶鋼;反之如果剪刃間隙過大時,帶鋼不容易被剪斷,而是被撕裂。這是因為當剪刃間隙較小時,更加接近理論剪切情況,兩個剪刃之間的間隙減小,就是減小了無效剪切力矩,使上線剪刃對帶鋼剪切位置更加接近,因此提高了邊部剪切質量,減少毛刺、鋸齒形裂紋等現象的發生;反之如果剪刃間隙過大,上下剪刃對帶鋼剪切產生的裂縫間距較大,廢鋼側對帶鋼內側產生撕裂作用,出現“魚鱗紋”現象,導致切邊質量的降低[7-8]。
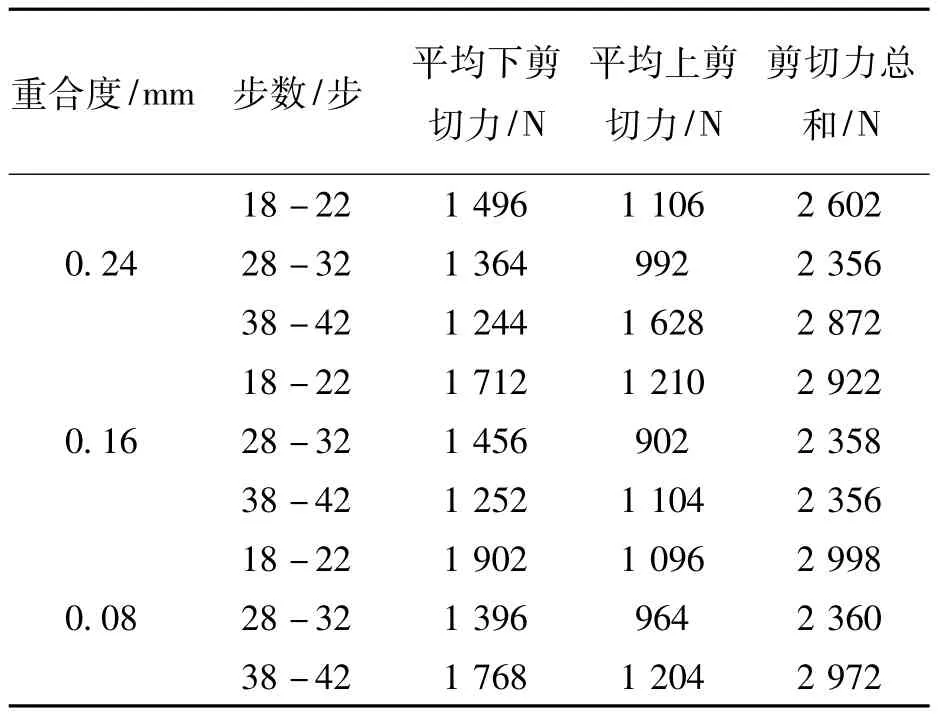
表5 剪切力大小隨間隙變化表Tab.5 Variation of shearing force with gap

圖7 剪刃間隙對被剪帶鋼邊部應力分布圖Fig.7 Stress distribution at strip shearing edge at different blade clearances
4 結論
(1)當剪刃重合度增大時,剪切力、剪切邊界應力減小。但如果重合度過小時,會使剪切邊部產生叩頭現象;反之,重合度太大,會造成帶鋼剪不斷而是被撕裂現象。
(2)當剪刃間隙減小時,剪切力、帶鋼邊界應力增大。但如果間隙太小時,由于剪切力過大,由于剪切力過大,會產生二次剪切現象,在斷面產生兩條光亮帶;反之,如果間隙太大,則會造成帶鋼被撕裂,產生“撕裂型”毛刺。
[1] 黃文化.提高圓盤剪切質量探討[J].梅山科技,2011,(3):1-3.
[2] TAYLOR P M,POLLET D M.A novel technique to measure stick-slip in fabric[J].Materials Engineering,2007(3):1-4.
[3] ROSITO V M,BRISOTTO D de S,EDUARDO B.Numberical simulation of cracking in reinforced concrete members by an embedded model[J].Studies of Crack,2008(5):2-15.
[4] 吳健強,馬乙靜,王占軍,王占理,王靜.圓盤剪的剪切質量分析[J].技術交流,2008(3):2-3.
[5] 鄒家祥,施東成.軋鋼機械理論與結構設計[M].北京:冶金工業出版社,1993:196-258.
[6] 吳志斌.圓盤剪最佳剪切間隙調整的研究[J].南鋼科技與管理,2005,(1):1-3.
[7] 王永強,孫清泉,董凱,圓盤剪間隙調整及切邊質量改進[J].山東冶金,2007,29(3):1-3.
[8] 王勇勤,吳沙,嚴興春,趙才華.剪刃側隙對飛剪剪切斷面質量影響的有限元分析[J].機械設計與制造,2010(8):3-4.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
汽車觀察(2016年3期)2016-02-28 13:16:26