移動式鑄鐵孕育機的運用
2012-11-20 09:57:08包相鋒陳明元黃永高
鑄造設備與工藝 2012年6期
關鍵詞:設備
包相鋒,陳明元,黃永高,李 澤
(1.大連機車車輛有限公司,遼寧大連 116022;2.大連鑄造工程技術有限公司,遼寧大連 116022;3.上海冠元機電設備有限公司,上海 201906)
孕育處理是向鐵液中添加少量物質,促使液體內部生核的方法。在鑄鐵中,加入少量的FeSi,能在液體中瞬時形成很多的富硅區,造成局部過共晶成分迫使石墨提前析出,而硅的脫氧產物SiO2以及孕育劑中的某些微量元素形成的化合物可能作為石墨析出的襯底。這種生核作用在剛加入孕育劑時作用最強,隨時間的延長,這些不平衡的狀態下析出的石墨質點逐漸重新溶解,其襯底的結構也可能發生變化,導致孕育作用的減弱以致消失,此現象稱為孕育衰退。為發揮其孕育作用,應盡量縮短從孕育到凝固的時間。
我公司大多數高牌號鑄鐵件和球鐵件的澆注中,一般采用爐前孕育和澆口杯二次孕育。孕育時均采用人工添加孕育劑的辦法。由于人工添加孕育劑時孕育壺在前端有一定重量,在爐前孕育時翻灑不均勻。在二次澆口杯孕育孕育壺中雖有固定孔板可控制流量,但前端的孕育壺重量增加了勞動強度。同時,上述人工孕育的方法,由于是重力加料,孕育劑在鐵水表面便隨鐵水流進入澆口杯,均勻化程度較差。
為解決以上問題,公司于2012年6月購進了某公司設計制造的FS-500移動式孕育機。
1 FS-500孕育機的工作原理
孕育機采用以壓縮空氣為動力,將定量的孕育劑以一定的壓力噴入鐵水表面,完成孕育工作。由于壓縮空氣中含有水分,對鐵水將產生嚴重影響,故對壓縮空氣采用嚴格的去除水分的措施。用于二次澆口杯孕育的設備外形見圖1.

圖1 二次澆口杯孕育的設備
孕育機由空氣壓縮機、氣源處理、壓力控制、電控系統、供料系統、供電系統、移動推車、手持噴管等部分組成。
孕育機為移動式,可將孕育機移到要澆注件的附近,輸送距離可在30 m的半徑內覆蓋澆注件。
為適應不同鑄件的需求,手持噴管前端可選用直管噴頭、彎管噴頭、旋風卸料器等類型。
噴灑壓力 0.1 MPa~0.6MPa可調;流量0.5 g/s~300 g/s可調。(流量大小分為幾種機型)。由于噴灑時有壓力,一定粒度的孕育劑有一定的質量和速度可進入鐵水流一定的深度,提高了均勻化程度。噴灑時伴隨的壓縮空氣雖有一定的速度,但由于上升熱空氣的阻力使其速度大大降低,對鐵水流影響微弱。旋風卸料器使空氣自上部排出,基本無向下氣流。
流量控制可選擇自動和手動二種方式。自動控制時間精度為0.1 s.
該設備使用簡單,開機初始化后,使用時隨澆注需要按動啟動按鈕即可,機器將按設定時間自動停止。也可以手動隨時停止。每包澆注多箱時,只需移動噴管,按動啟動按鈕,十分方便。也可加設遙控控制裝置。
該設備定量精度高,誤差小于總劑量的1%。
該設備適合孕育劑粒度:0.5~1、1~3、3~8、8~15(每種粒度均需不同機型方能適應)。
記錄(選項):可自動記錄和打印,也可聯網上傳結果,下傳作業通知。
2 效果
表1 是齒輪箱鑄件手工二次孕育和孕育機孕育的對比,從對比結果來看,手工孕育均勻性要比孕育機孕育差一些,過冷度會略高,造成硬度或強度偏高。而孕育機孕育則綜合性能都比較均勻,石墨球圓整度也要好于手工孕育。
3 結論
經過鑄造車間實際運行,移動式鑄鐵孕育機孕育效果良好,使用方便,重復精度好,避免了人為因素,在大面積地攤式的澆注工況下,值得在隨流孕育中采用。
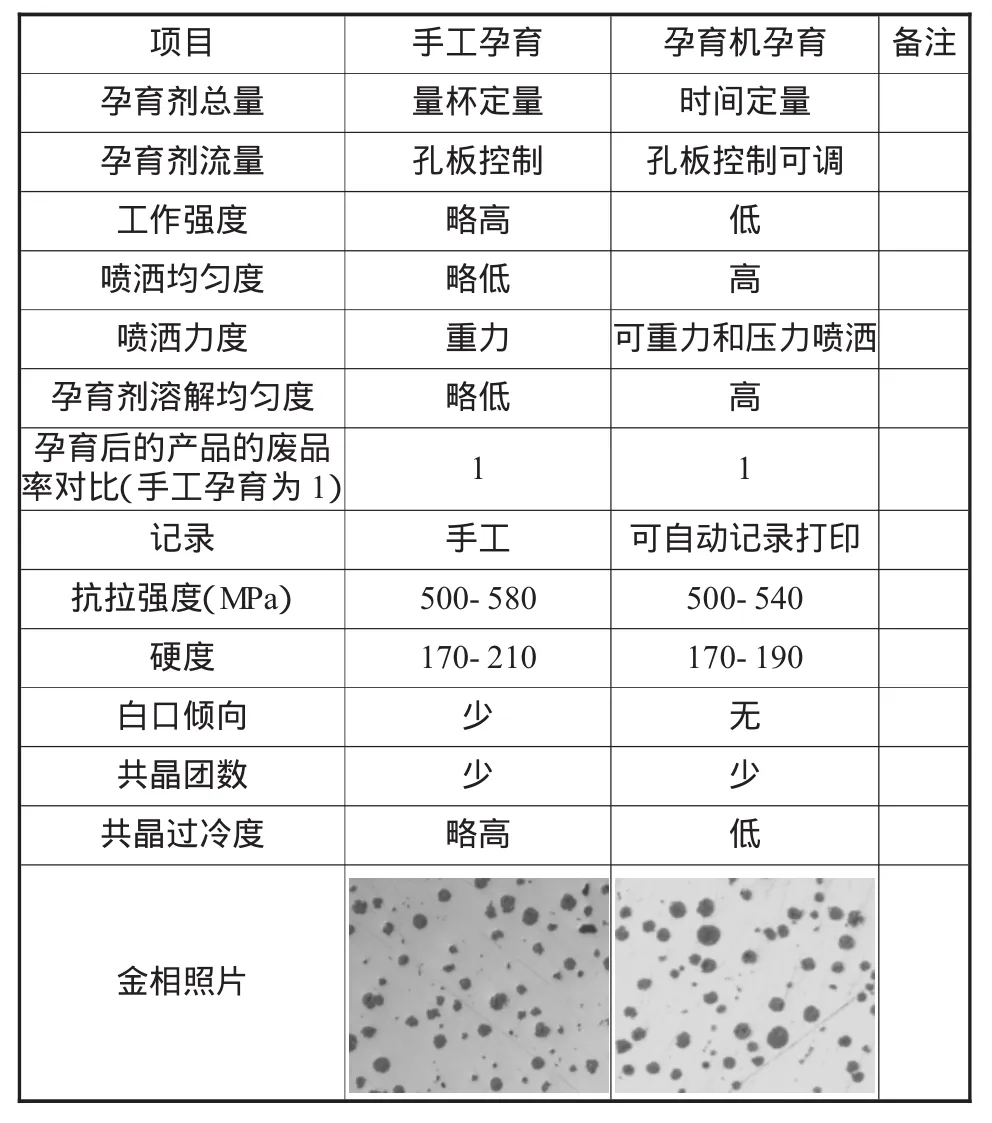
表1 手工孕育與孕育機孕育對比
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00