壓裂機組定排量控制系統算法的研究
2012-11-21 10:06:15唐軍
長江大學學報(自科版) 2012年16期
唐 軍
(四機賽瓦石油鉆采設備有限公司,湖北 荊州 434024)
壓裂機組定排量控制系統算法的研究
唐 軍
(四機賽瓦石油鉆采設備有限公司,湖北 荊州 434024)
對國內壓裂機組定排量控制系統結構組成、控制對象進行了深入地研究,在此基礎上提出相應的控制方案,建立了控制系統數學模型。提出基于bang-bang-PI算法的復合控制方法來改進控制效果。現場應用表明,該控制算法具有良好控制精度與穩定性能,取得了預期效果。
壓裂機組;定排量控制;bang-bang控制
壓裂是目前提高油氣井采收率的有效措施之一, 廣泛應用于油、氣井增產和注水井的增注。壓裂設備是實施壓裂施工改造的核心設備, 其技術性能的高低, 直接關系到壓裂施工作業的效果。大型復雜壓裂作業對壓裂設備的要求更高。國內壓裂設備控制系統存在的問題主要體現在[1-2]:①液位無法精確控制,當施工排量發生變化時易抽空和漫罐,操作人員需時刻觀察和調整液位,勞動強度大;②響應速度無法滿足復雜施工需要。筆者重點研究壓裂車組定排量控制模式的數學模型及其控制算法。
1 自動定排量模式控制系統結構設計
泵車定排量自動控制就是將某些泵車設置為自動定排量模式,然后設定一個排量值,設置為自動定排量模式的泵車將根據設定的排量值自動調節檔位和油門,讓機組內所有泵的實際瞬時排量之和達到設定的排量。作業過程中如有個別泵車出現故障,設置為自動定排量的其他泵車能自動提高排量,維持機組內所有泵車的瞬時排量之和為設定排量。
根據作業階段施工工藝設計的極限壓力值,在設定機組工作總排量后,控制系統跟據壓力反饋值適當分配各臺壓裂泵裝備輸出排量,以達到在一定壓力范圍內(小于極限壓力值)實現定排量作業要求。

圖1 排量控制系統結構圖 圖2 排量控制系統框圖
(1)
由式(1)可知,排量環是穩定的。又因為系統屬于零型系統,會有一定的穩態誤差,因此對于排量控制器Gc(s)的設計選用PI控制算法,以消除穩態誤差。
2 自動定排量控制算法研究
2.1PI控制算法
采用頻率響應法來確定PI控制器的參數[2-3]。設PI控制器的傳遞函數為:
(2)
則加上PI校正裝置后系統的開環傳遞函數為:
(3)
令τ=Tq=5,可得:
(4)
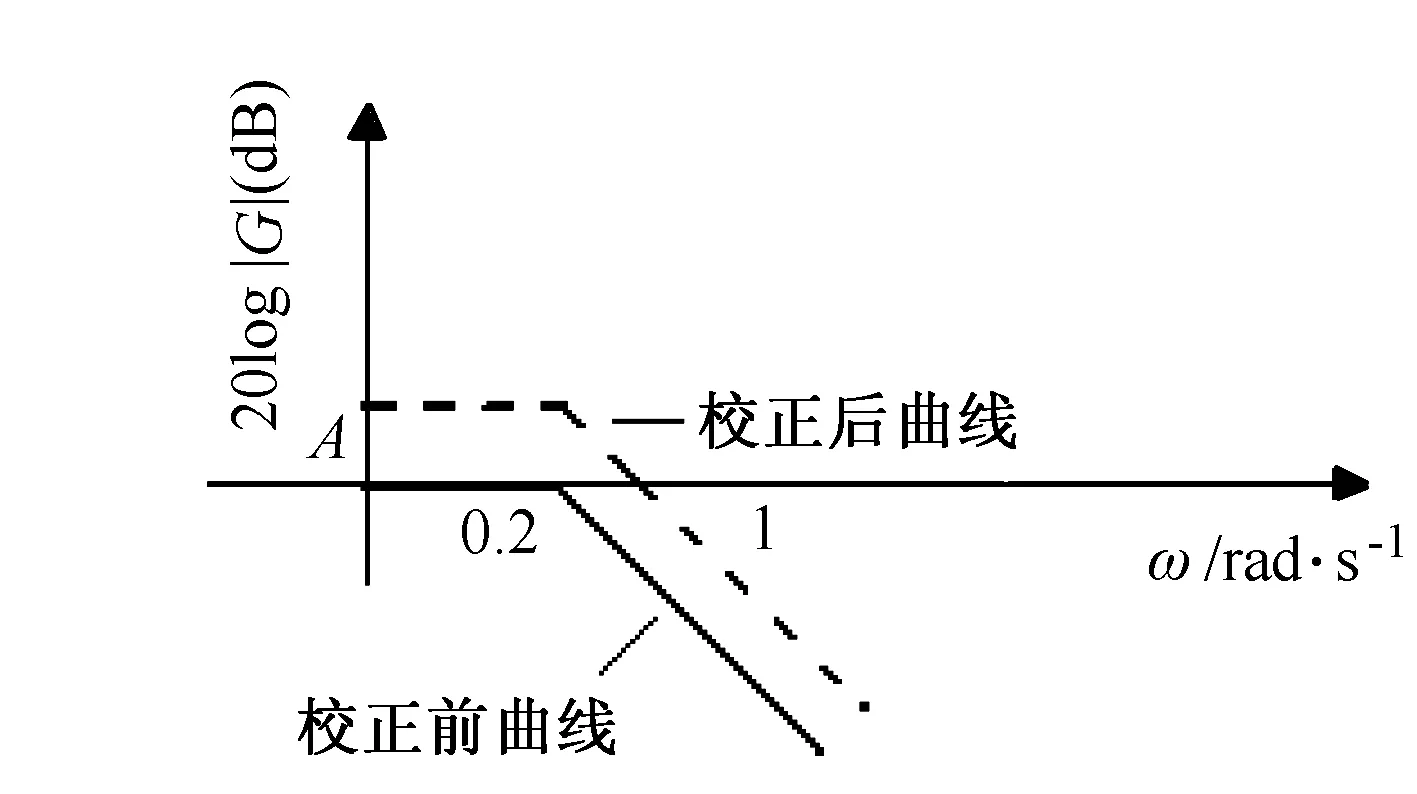
圖3 排量控制系統波特圖
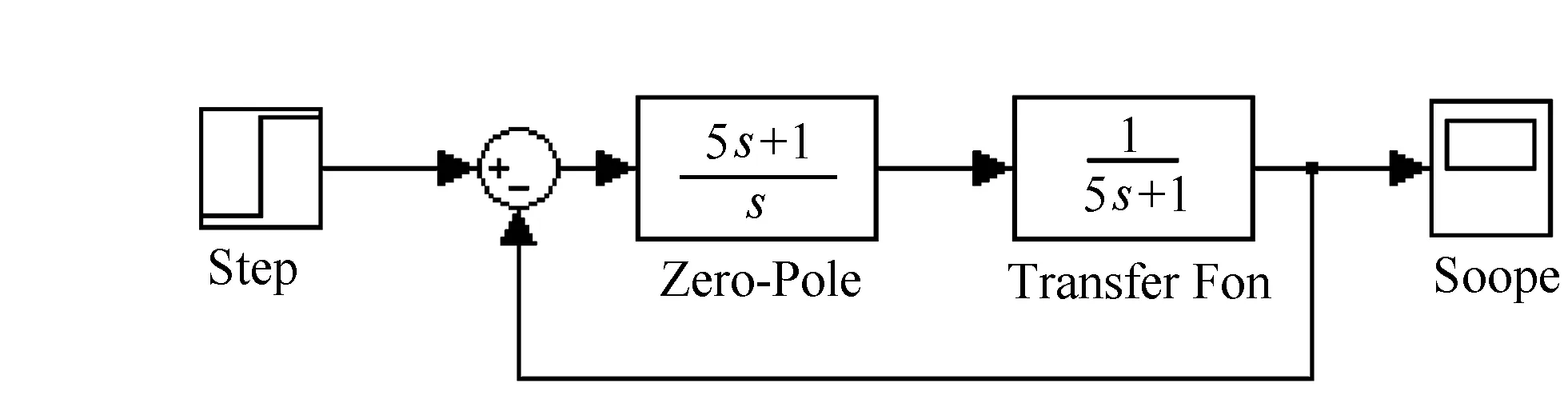
圖4 排量控制系統仿真結構圖
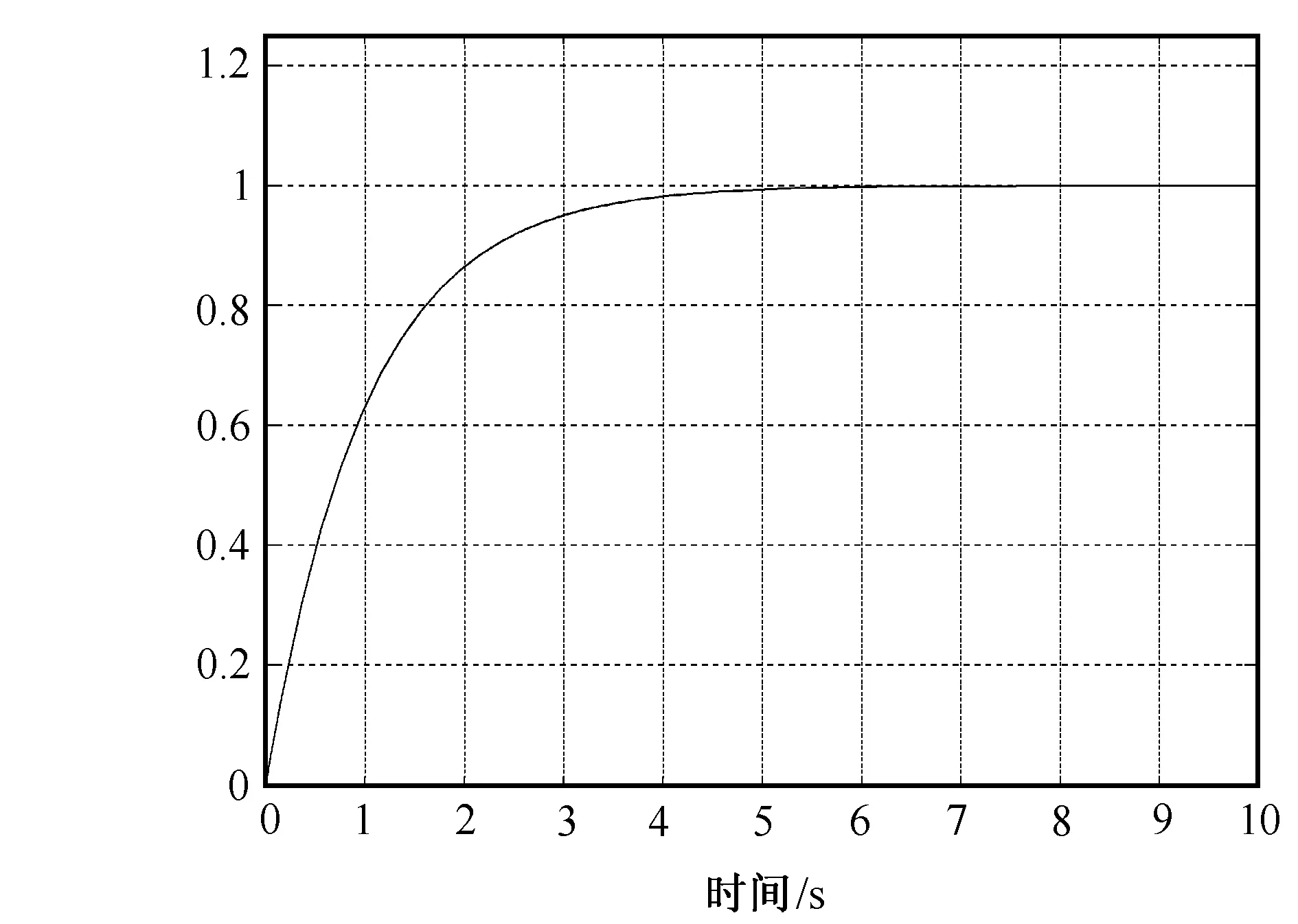
圖5 排量控制仿真波形圖
繪制開環系統加校正前后的波特圖如圖3所示。由圖3可知,校正前截止頻率為0.2rad/s。為了提高系統的動態特性,將校正后截止頻率定為1rad/s,可求的Kpi=1。由此可得PI控制器的傳遞函數為:
(5)
校正后流量環的閉環傳遞函數為:

(6)
圖4給出了流量控制系統仿真結構圖,在Matlab/Simulink中進行了動態仿真,圖5是仿真結果。從系統單位階躍輸入仿真結果來看,系統能夠在5s內達到設定值并穩定下來,而且整個系統輸出無超調,無靜差。
2.2復合控制
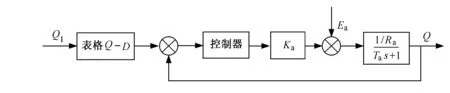
圖6 定排量控制系統結構圖
如果系統特性發生變化,控制將發生失誤,從而產生大的誤差,并使系統不穩定。自動定排量控制采用帶死區的Bang-Bang加PI的復合控制,Bang-Bang控制是一種時間最優控制,又稱快速控制法。它的輸出只有開和關2種狀態。在輸出低于設定值時,控制為開狀態(最大控制量),使輸出量迅速增大。在輸出預計達到設定值的時刻,關閉控制輸出,依靠系統慣性,使系統輸出達到設定值。它的優點是控制速度快,對執行機構控制比較簡單(只有開、關2種狀態)。系統結構如圖6所示。
首先通過查表法,快速獲取使得輸出排量距離給定排量最近的傳動箱檔位[4],剩下的誤差通過調整發動機的油門來實現。在發動機油門控制時,采用比例積分調節器(PI),可提高系統的抗干擾能力,減小靜差。為了避免油門控制動作過于頻繁,消除由此引起的震蕩,人為設置一個不靈敏區B,既采用帶死區的非線性控制。當排量誤差|ek|≤B時,控制器輸出維持不變;只有當|ek|>B時,才按Bang-Bang-PI復合控制算式計算控制量。其中,死區B是一個可調參數。B值太小,調節動作過于頻繁,達不到穩定控制過程的目的;B值太大,又會產生很大的誤差和滯后。所以應根據實際情況來設定B的數值。
因此,定排量的控制可綜合PI和Bang-Bang 2種控制方式,即:
其中,Q是一個可調參數。Q取得小,Bang-Bang控制范圍大,過渡過程時間短,但超調量可能變大。Q取得大,則情況相反。在實際控制算法中,當|ek|>Q時,控制量取與偏差同符號的最大值,因此,當偏差較大時,該最大的控制量將使偏差迅速減小,可加速過渡過程。
3 控制系統仿真及結論分析
圖7給出了控制系統的仿真波形圖,設定排量值為120L/min,可以看到該算法對給定值跟蹤迅速,調節時間短,具有一定的自適應性。
圖8給出了實際測得的草27-平25井施工試驗數據。當控制排量為2.7m3/min時,控制精度為0.5%,說明系統具有良好的控制精度和穩定性。
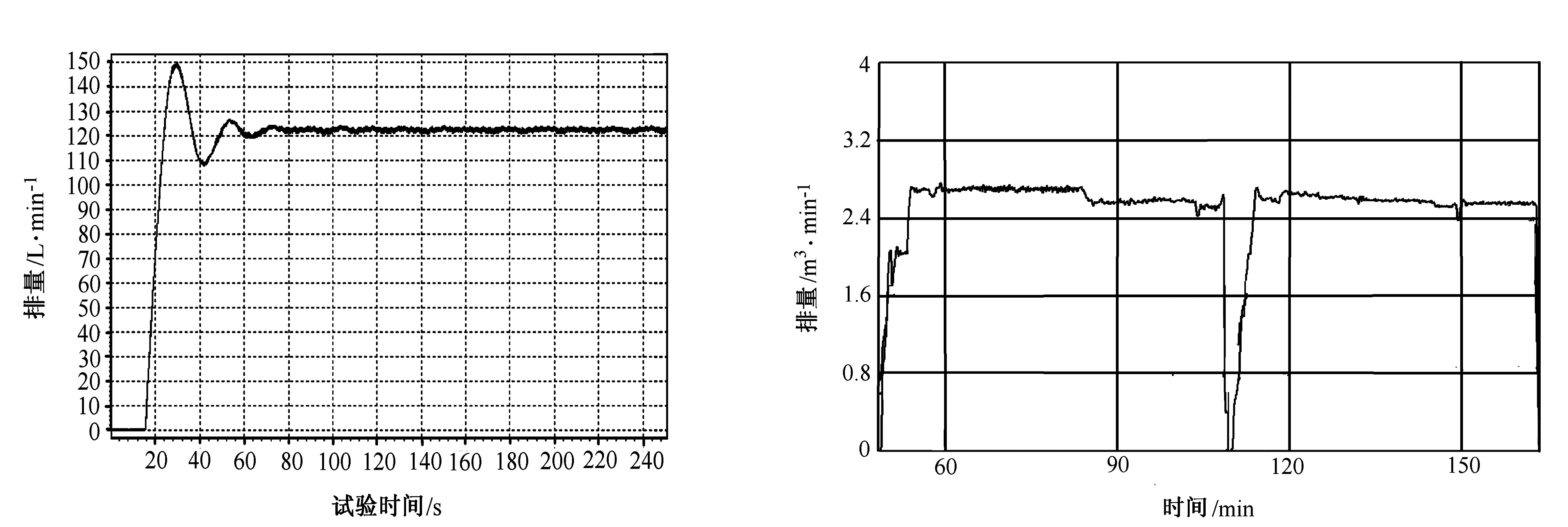
圖7 定排量控制系統仿真波形圖 圖8 草27-平25井施工試驗數據
4 結 語
定排量壓裂作業是提高油氣井采收率的有效措施之一,廣泛用于油、氣井增產和注水井增注。通過科技攻關,將壓裂作業所需配備的機械設備包括泵車組、混砂車、儀表控制室和遙控箱等20余臺壓裂設備聯網并最終實現機組的協同作業,實現統一、快捷的施工管理和指揮。從定排量壓裂工業現場數據可以看到壓力和排量控制誤差在0.5%之內,滿足定排量壓裂作業要求。
[1]任勇.新型壓裂酸化實時監測系統及應用 [J].天然氣工業,2007(8):32-34.
[2]杜衛平.用PLC技術改造傳統的壓裂車組[J].石油機械,2003(7):49-50.
[3]盛超華.壓裂車組遠程監控系統設計[J]. 計算機測量與控制,2010 (11):2497-2498.
[4]李家強.油田壓裂車組控制系統的改進 [J]. 機械工程師,2005(10):144-145.
[編輯] 易國華
10.3969/j.issn.1673-1409(N).2012.06.045
TP393
A
1673-1409(2012)06-N138-03
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
故事大王(2016年7期)2016-09-22 17:30:08
