高速銑削汽輪機(jī)葉片表面殘余應(yīng)力影響因素研究*
2012-11-24 04:42:04謝小正趙榮珍陳惠賢
組合機(jī)床與自動(dòng)化加工技術(shù) 2012年11期
謝小正,趙榮珍,陳惠賢
(蘭州理工大學(xué)a.機(jī)電工程學(xué)院;b.數(shù)字制造技術(shù)與應(yīng)用省部共建教育部重點(diǎn)實(shí)驗(yàn)室,蘭州 730050)
0 引言
葉片是汽輪機(jī)將蒸汽動(dòng)能轉(zhuǎn)換為轉(zhuǎn)子機(jī)械能的關(guān)鍵部件,其設(shè)計(jì)和制造水平很大程度上決定著汽輪機(jī)的性能[1]。由于葉片形狀復(fù)雜、尺寸跨度大、受力惡劣、承載大、在高溫、高壓和高速狀態(tài)下運(yùn)轉(zhuǎn),因此當(dāng)葉片表面質(zhì)量不高時(shí)嚴(yán)重影響汽輪機(jī)的動(dòng)力學(xué)性能[2],而且葉片榫槽表面質(zhì)量低時(shí)產(chǎn)生的振動(dòng)、沖擊會(huì)嚴(yán)重影響汽輪機(jī)整機(jī)使用性能,因此提高葉片表面及葉片榫槽表面質(zhì)量對(duì)提高汽輪機(jī)的性能至關(guān)重要。國內(nèi)某電廠對(duì)型號(hào)為C50-8.83/0.118的汽輪機(jī)次末級(jí)動(dòng)葉片(材料為1Cr12Ni2W1Mo1V不銹鋼)進(jìn)行檢修時(shí)發(fā)現(xiàn),第19級(jí)30#、80#葉片損傷嚴(yán)重,70#葉片斷裂,同時(shí)拉筋、圍帶均斷裂。分析原因主要是由于葉片表面完整性差、自身殘余拉應(yīng)力過大、加工溫度過高燒傷葉片,從而引起葉片機(jī)組振動(dòng)、工作中葉片斷裂,后邊這些問題主要是葉片加工過程中造成的[3]。傳統(tǒng)機(jī)加工方式加工的葉片,表面質(zhì)量由于殘余應(yīng)力的存在而較差。這是由于殘余拉應(yīng)力的存在會(huì)明顯降低材料的疲勞強(qiáng)度,且在有應(yīng)力集中或者有腐蝕性介質(zhì)存在的工況下,殘余拉應(yīng)力對(duì)零件疲勞強(qiáng)度的影響更為突出;而殘余壓應(yīng)力對(duì)汽輪機(jī)葉片的抗疲勞性能以及使用壽命至關(guān)重要[4]。另外不銹鋼葉片高速銑削屬于典型的難加工材料復(fù)雜曲面精密加工[5-6]。因此,本文就不銹鋼葉片力學(xué)性能及機(jī)械加工性能結(jié)合高速銑削精確分析加工工藝參數(shù)對(duì)葉片的殘余應(yīng)力影響。
1 試驗(yàn)材料及加工工藝參數(shù)
1.1 試驗(yàn)材料及其性能
試驗(yàn)選取的1Cr12Ni2W1Mo1V為馬氏體型鉻鎳不銹鋼,常用于制造汽輪機(jī)動(dòng)靜葉片、動(dòng)葉圍帶、閥桿及閥桿套筒、葉片鉚釘?shù)攘慵休^高的熱強(qiáng)性、良好的減震性及組織穩(wěn)定性。表1為該材料在室溫/高溫下的力學(xué)性能[7-8]。
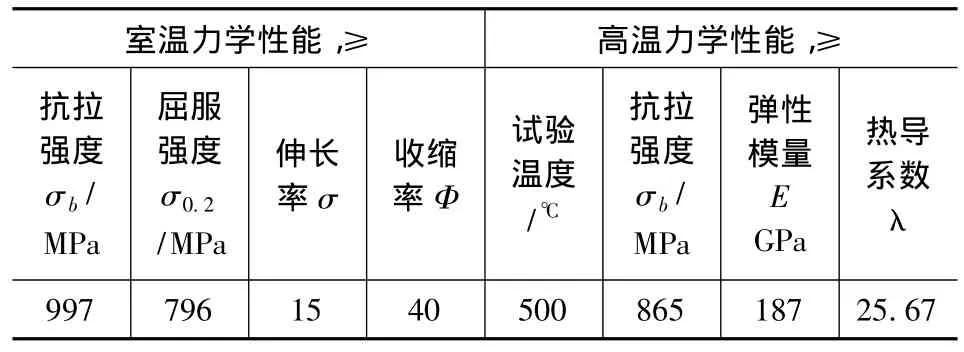
表1 1Cr12Ni2W1Mo1V不銹鋼的力學(xué)性能
1.2 銑削工藝參數(shù)及加工過程
為了保證加工精度,加工實(shí)驗(yàn)過程中其定位方式采用以下方法[9-10],如圖1所示:
①選擇內(nèi)側(cè)面P點(diǎn)、緣上Q點(diǎn)、葉身內(nèi)弧上R點(diǎn)三點(diǎn)定位,以安裝板方向建立Y軸加工基準(zhǔn)面A;
②參考基準(zhǔn)面A,在截面a、b上取點(diǎn),再取內(nèi)側(cè)面P點(diǎn),以后緣方向上下建立X軸加工基準(zhǔn)面B;
③參照基準(zhǔn)面A和B及內(nèi)側(cè)面P點(diǎn),在葉冠頂端建立Z軸加工基準(zhǔn)C。:

圖1 葉片加工基準(zhǔn)的選取
實(shí)驗(yàn)在MICRON UCP710五坐標(biāo)數(shù)控加工中心上進(jìn)行,選用整體式硬質(zhì)合金立銑刀。刀具直徑φ30mm,前角8°,后角10°,螺旋角40°。
試驗(yàn)工藝參數(shù)分為九組:主軸轉(zhuǎn)速n依次選擇5000r/min、8000r/min、10000r/min,切削參數(shù)按照表2所示數(shù)據(jù)進(jìn)行:

表2 切削工藝參數(shù)
在之后的A~I(xiàn)九組試驗(yàn)中,每一道工序完成之后,將沿葉片已加工表面X向和Z向切割、拋光、研磨制作金相試樣(X向?yàn)榍邢鬟M(jìn)給方向,Z向?yàn)榈毒咻S線方向)。葉片已加工表面殘余應(yīng)力采用X-350型X射線衍射儀完成檢測(cè),1Cr12Ni2W1Mo1V不銹鋼葉片已加工表面金相組織變化情況使用數(shù)字顯微鏡Nikon-SMZ1000觀察。
2 試驗(yàn)結(jié)果及分析
2.1 試驗(yàn)結(jié)果及表面應(yīng)力
下表3為不同工藝參數(shù)對(duì)1Cr12Ni2W1Mo1V材料加工表面殘余應(yīng)力值的影響。
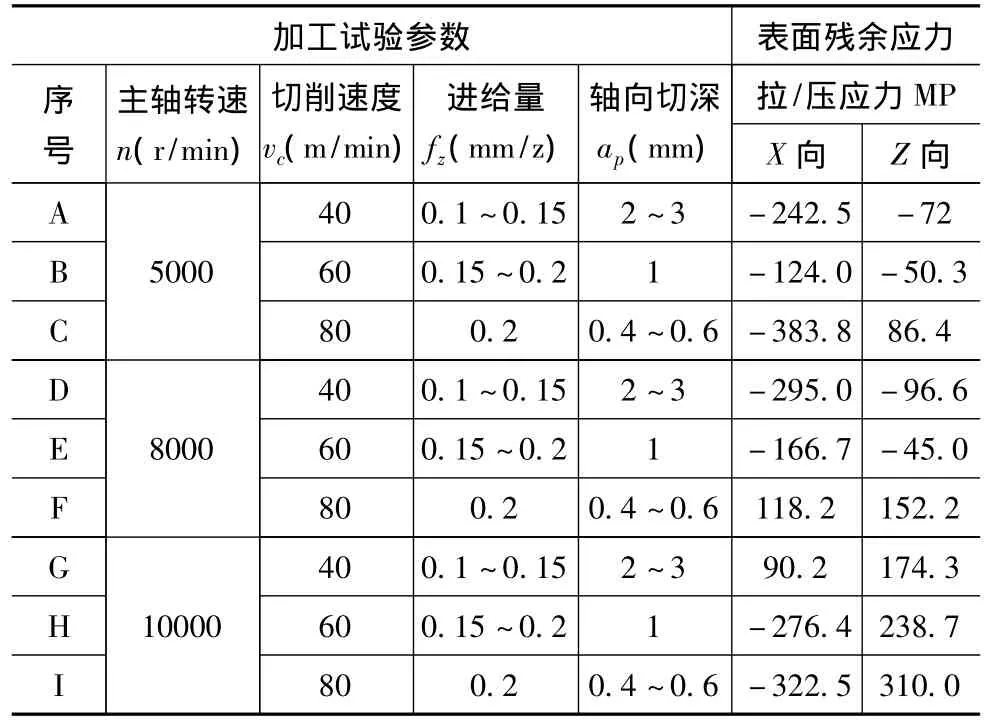
表3 工藝參數(shù)對(duì)不銹鋼表面殘余應(yīng)力影響
從表3可以看出,在A、D、G三組軸向切深ap和進(jìn)給量fz相同情況下,主軸轉(zhuǎn)速vc在低轉(zhuǎn)速區(qū),已加工表面的殘余應(yīng)力主要表現(xiàn)為拉應(yīng)力,其對(duì)葉片的疲勞性能是有害的,但是隨著主軸轉(zhuǎn)速的提高,拉應(yīng)力開始向壓應(yīng)力轉(zhuǎn)變,之后又轉(zhuǎn)化為拉應(yīng)力。觀察后容易發(fā)現(xiàn)切削速度vc逐漸升高時(shí)殘余拉應(yīng)力有降低趨勢(shì),在Z方向上主要表現(xiàn)為壓應(yīng)力,且隨著主軸轉(zhuǎn)速的提高,壓應(yīng)力越來越大。
當(dāng)主軸轉(zhuǎn)速在5000r/min~8000 r/min時(shí),切削速度由40m/min~80 m/min提升時(shí),表面殘余應(yīng)力由拉應(yīng)力向壓應(yīng)力轉(zhuǎn)變,葉片表面加工質(zhì)量向有利于提高性能方向發(fā)展,但在8000 r/min~10000 r/min時(shí),切削速度由40m/min~80 m/min變化時(shí),X方向和Z方向已加工表面的殘余拉應(yīng)力均迅速增加。
圖2為切削過程中殘余應(yīng)力及切削熱隨不同的加工參數(shù)變化的曲線圖。
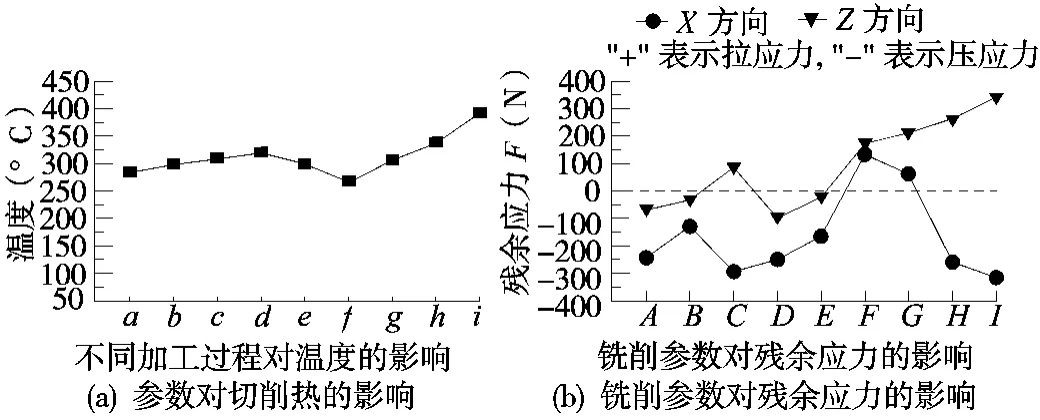
圖2 主軸轉(zhuǎn)速、切削速度對(duì)殘余應(yīng)力、切削熱的影響曲線
2.2 結(jié)果分析
按照1.2中表2進(jìn)行切削試驗(yàn),圖3為不同主軸轉(zhuǎn)速和切削速度下已加工表面金相組織顯微圖。選取其中三組進(jìn)行分析:圖3a為主軸轉(zhuǎn)速n=5000r/min,工藝參數(shù) vc=40m/min,fz=0.15mm/z,ap=1.5mm的顯微圖;圖3b為主軸轉(zhuǎn)速n=8000r/min,工藝參數(shù) vc=40m/min,fz=0.2mm/z,ap=1.5mm 時(shí)顯微圖。圖3c為主軸轉(zhuǎn)速n=10000r/min,工藝參數(shù) vc=40m/min,fz=0.15mm/z,ap=1.5mm 時(shí)的顯微圖。

圖3 不同工藝參數(shù)下不銹鋼表面金相組織
從圖3a中可以看出,葉片表面比較粗糙,且晶粒扭曲變形,主要是由于在低轉(zhuǎn)速速切削條件下,切屑與刀具前刀面之間互相摩擦力較大,切削溫度較低,切削力對(duì)殘余應(yīng)力影響占主要地位。分析圖3b可知在低轉(zhuǎn)速下表面拉應(yīng)力較大。在切屑變形區(qū)刀具和金屬材料相互作用,切屑在脫離已加工表面時(shí)被擠出。
圖3b中,可以看出葉片表面完整性好,表層微觀組織沒有明顯相變,晶粒整齊排列。因?yàn)殡S著主軸轉(zhuǎn)速的提高過程切削力減小,此時(shí)刀具后刀面磨損加劇,其和已加工表面之間的擠壓力增大,從而使得硬化層范圍擴(kuò)大,在已加工表面產(chǎn)生了一定的壓應(yīng)力;且高速切削過程中產(chǎn)生的絕大多數(shù)熱量被切屑帶走,加工產(chǎn)生的熱量還沒來得及傳導(dǎo)給工件就已經(jīng)脫離已加工表面。所以工件表面塑性變形很少發(fā)生,從而已加工表面缺陷很少,并且從圖2中得知溫度的最小值和X、Z方向的壓應(yīng)力出現(xiàn)在同一組切削參數(shù)組中,轉(zhuǎn)速 n=8000r/min,切削速度 vc=80m/min時(shí),表面完整性好。
將圖3b與圖3c比較明顯可以看出,圖3c中材料顯微組織不夠光滑,有被拉傷的痕跡。其原因在于當(dāng)主軸轉(zhuǎn)速 n=10000r/min,切削速度在40~80m/min時(shí),使得摩擦系數(shù)減小,剪切角增大,變形系數(shù)減小,因此切削力不再是主要矛盾,切削熱成為主要因素,而高的切削溫度使得材料表面產(chǎn)生加工硬化效應(yīng),且1Cr12Ni2W1Mo1V在高溫時(shí)有較大的塑性和金屬流動(dòng)性[4],所以刀具離開已加工表面后,其被冷卻,高溫引起的塑性變形導(dǎo)致材料難以恢復(fù)到原態(tài),產(chǎn)生了大的殘余拉應(yīng)力。
總之,主軸轉(zhuǎn)速增加有利于殘余壓應(yīng)力的提高,但其有一定的范圍,當(dāng)切削速度增加到一定值后殘余壓應(yīng)力向拉應(yīng)力轉(zhuǎn)化;溫度熱應(yīng)力對(duì)殘余拉應(yīng)力起主導(dǎo)作用,而切削速度增加導(dǎo)致溫度的增大。
3 結(jié)束語
本文主要分析了汽輪機(jī)末級(jí)動(dòng)葉片在實(shí)際應(yīng)用中表面殘余應(yīng)力導(dǎo)致的失效問題,分析其成因主要由于葉片的抗疲勞性能較低所致,而疲勞損壞是由其表面層所受的拉應(yīng)力引起的,表面層的殘余壓應(yīng)力可抵消一部分拉應(yīng)力,從而使葉片的疲勞強(qiáng)度得到提高。通過對(duì)不銹鋼葉片進(jìn)行不同工藝參數(shù)下的切削試驗(yàn),研究得出了切削過程中工藝參數(shù)對(duì)1Cr12Ni2W1Mo1V不銹鋼葉片表面殘余應(yīng)力的影響規(guī)律:主軸轉(zhuǎn)速增加有利于殘余壓應(yīng)力的提高,但其有一定的范圍,當(dāng)切削速度增加到一定值后殘余壓應(yīng)力向拉應(yīng)力轉(zhuǎn)化;溫度熱應(yīng)力對(duì)殘余拉應(yīng)力起著主要的作用,而切削速度增加有使得溫度的增大,從而使表面應(yīng)力變化;受主軸轉(zhuǎn)速影響,其轉(zhuǎn)速在大約8000~9000 r/min時(shí)表現(xiàn)為優(yōu)勢(shì)的壓應(yīng)力且切削溫度最低,隨著轉(zhuǎn)速的繼續(xù)增加,切削熱成為主要影響因素;對(duì)于高速銑削馬氏體不銹鋼材料,主軸轉(zhuǎn)速一定情況下,切削參數(shù)應(yīng)以高的切削速度,較小的切削深度和中等的進(jìn)給量來進(jìn)行。
[1]代云修,張燦勇.汽輪機(jī)設(shè)備及系統(tǒng)[M].北京:中國電力出版社,2006.
[2]楊其國,汪洋.200MW空冷機(jī)組末級(jí)葉片性能研究[J].汽輪機(jī)技術(shù),1996,38(1):40-45.
[3]趙秋艷.汽輪機(jī)末級(jí)葉片損壞的分析及對(duì)策[J].黑龍江科技信息,2008,11(27):52-54.
[4]鄒斌.大型汽輪機(jī)轉(zhuǎn)子復(fù)雜形狀樅樹型輪槽及高溫密封環(huán)加工工藝優(yōu)化和表面質(zhì)量控制研究[D].上海:上海交通大學(xué),2008.
[5](德)舒爾茨,(德)阿貝勒,何寧.高速加工理論與應(yīng)用[M].北京:科學(xué)出版社,2010.
[6]陜西省技協(xié)委員會(huì),西北工業(yè)大學(xué).難切削材料的切削加工[M].西安:西北工業(yè)大學(xué)出版社,1984.
[7]易文.1Cr12Ni2W1MolV不銹鋼金相組織的探討[J].特鋼技術(shù),2002,9(3):26-28.
[8]謝希文.鋼的熱處理[M].西安:西北工業(yè)大學(xué)出版社,1993.
[9]袁曉陽.600 MW汽輪機(jī)調(diào)節(jié)級(jí)動(dòng)葉片加工工藝研究[J]. 東方汽輪機(jī),2007,13(2):30-38.
[10]唐清春,吳漢夫.600MW汽輪機(jī)調(diào)節(jié)級(jí)動(dòng)葉片制造工藝研究[J]. 汽輪機(jī)技術(shù),2010,52(6):478-480.
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設(shè)計(jì)(2016年4期)2016-05-04 04:00:23
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00