微孔薄膜擠出成型數值模擬
2012-11-29 03:26:02肖建華高延峰
中國塑料 2012年5期
肖建華,高延峰
(南昌航空大學材料學院,江西南昌330063)
微孔薄膜擠出成型數值模擬
肖建華,高延峰
(南昌航空大學材料學院,江西南昌330063)
利用Unigraphics NX(簡稱UG)軟件設計了8孔微孔薄膜擠出模,并對擠出模成型段及擠出物部分進行了CAE模擬,利用參數漸變法研究了不同拉伸應力下擠出物外形及橫截面形狀尺寸的變化。結果表明,隨著拉伸應力的增大,擠出物橫截面尺寸越來越小;氣孔由圓形變為菱形、橢圓形;擠出物表面具有明顯的波紋特征。
微孔薄膜;擠出成型;數值模擬
0 前言
塑料微孔薄膜(microcapillary film,簡稱MCF)是由英國劍橋大學的M R Mackley[1]于2004年提出的一種新型聚合物擠出成型技術。該技術將氣體輸送到特制的擠出模內,熔體離開口模后生成了內部鑲嵌平行排列的微米級氣體通道的聚合物薄膜。其制品柔軟、可靈活的纏繞于任意復雜物體的表面,在流體化學、微型換熱器、動態壓力傳感器以及流體傳輸等諸多領域有著廣闊的應用前景[2-3]。
MCF成型技術在國外已經進行多年研究,并在試驗及制品應用領域進行了初步的探索研究。而國內對此項技術尚無報道,該技術的核心是MCF擠出模的設計。
本研究首先利用UG軟件進行MCF擠出模CAD設計,然后進行CAE數值模擬,模擬過程中旨在研究擠出物在不同拉力作用下其表面形狀和尺寸的變化,從而探索成型工藝條件對最終制品形狀的影響
1 MCF擠出模
8孔MCF擠出模幾何結構如圖1所示:塑料薄膜的尺寸為1mm×40mm,氣孔的直徑為0.5mm。首先利用UG軟件分塊建模(輸送段、壓縮段、成型段、氣體注入結構),然后將各模塊依次裝配起來,最后形成二維結構圖。在設計中要遵循以下原則:氣體從模具一側流入,然后流經氣室,氣體在此得到緩沖,其流動方向和流速發生變化用于保障各微孔內氣體參數相一致。聚合物熔體自上而下流入,在模具的下半部有一鍥型收縮部位,使熔體流動的橫截面由圓柱狀轉為薄膜形,鍥型尖角控制在15°~30°范圍內。
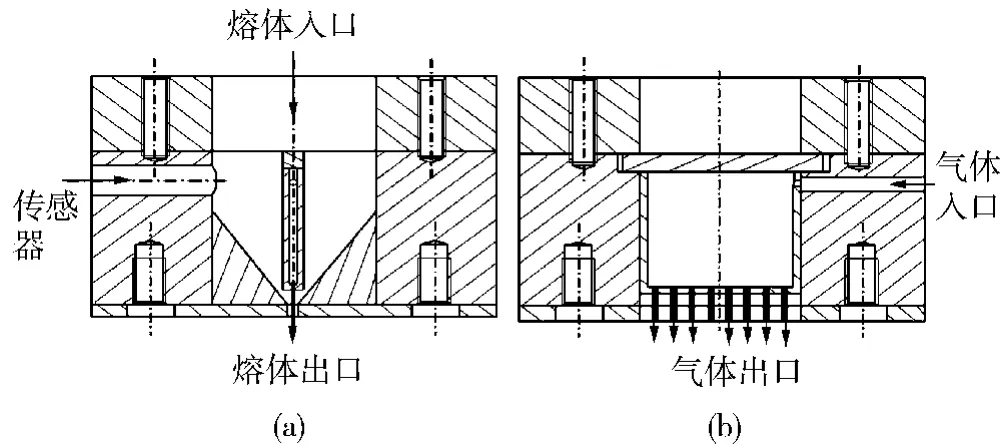
圖1 8孔微孔薄膜擠出模模具結構Fig.1 Eight-hole extrusion die for MCF
2 MCF數值模擬
2.1 控制方程
根據研究聚合物熔體流動時通常采用的熔體等溫、不可壓縮、層流、忽略重力等簡化與假設,可以得到如下描述聚合物熔體流動的連續方程、動量方程:

式中 ν——速度向量,m/s
P——壓力,Pa
τ——應力,N
聚合物本構方程采用Bird-carreau模型,如式(3):

式中 η——聚合物熔體黏度,Pa·s
η0——零切黏度,Pa·s
η∞——極限黏度,Pa·s
n——非牛頓指數
λ——材料松弛時間,s
原料采用PE-LD(牌號為433),其主要性能為η0=6.3×103Pa·s,η∞=0Pa·s,λ=0.59s,n=0.42,模具入口處的體積流量為Q=1cm3/s。
2.2 幾何模型和邊界條件
為了增加數值計算的收斂性,將擠出模的輸送段和過渡段略去,只研究成型段及擠出物部分。為減少計算機內部耗費時間,特取1/4雙軸對稱部分,其邊界條件如圖2所示。
各部分邊界條件如下:
入口:Q=1cm3/s;
模壁速度:νs=0,νn=0(n和s分別代表平面的法向和切向);
對稱面作用力和速度:fs=0,νn=0;
自由表面作用力和速度:fs=0,νn=0;
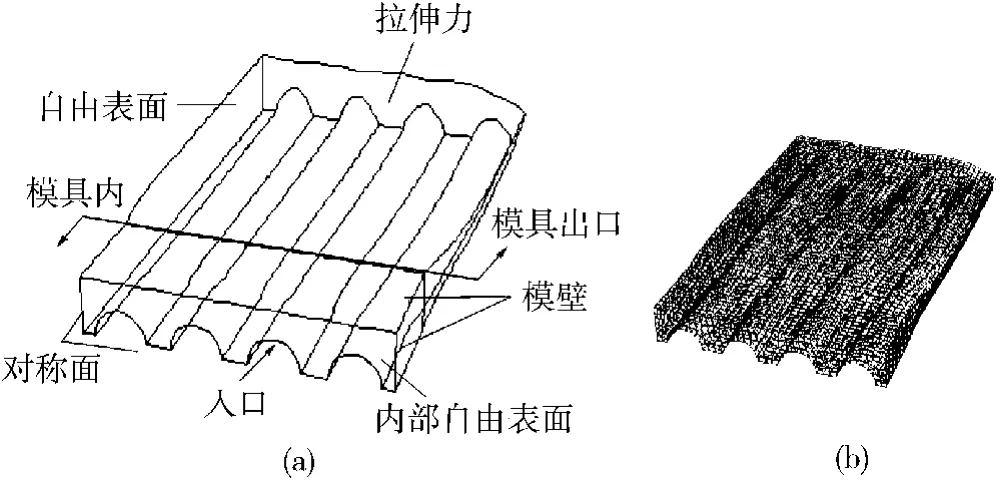
圖2 1/4雙軸對稱微孔薄膜擠出模的邊界條件設置及網格劃分Fig.2 The boundary conditions and the mesh for 1/4double axial symmetry MCF extrusion die
出口拉伸力:F為設定值。
2.3 漸變法原理
通過漸變法(Evolution)來考察施加在擠出物末端的F拉力對擠出物最終產品形狀和尺寸的影響,這是數值方法中處理非線性問題簡單有效的處理方法。首先確定漸變參數拉力F,并對其使用漸變法;其次選用漸變函數:

F參數漸變法如下:

其中,初始值Sinit=0.1,終值Sfinal=1,初始增量ΔSinit=0.01,最小和最大增量分別取:ΔSmin=0.0001,ΔSmax=0.25。
3 結果與討論
3.1 擠出物橫截面形狀變化
圖3給出了不同拉伸應力作用下擠出物橫截面的形狀和尺寸變化。圖3(a)出口處橫截面尺寸是事先建立的幾何模型,各個微氣孔尺寸一致;圖3(b)~(e)隨著拉伸應力的增大,氣孔由圓形逐漸變為菱形及橢圓形。當F較小時,微氣孔橫截面接近菱形。當F較大時,微氣孔橫截面趨于橢圓形,中心部位的氣孔變形程度相對較大,邊緣部分的氣孔變形程度相對較小。即由中心向邊緣過渡,橢圓形氣孔的兩個軸的比率越來越小,并逐漸趨于1。伴隨著氣孔形狀的變化,各應力作用下氣孔的尺寸也發生了相應的變化。
MCF擠出物形狀是由拉伸應力與黏彈性離模脹大兩種不同機理綜合作用的結果。在低拉伸應力作用下,擠出物形狀主要受后者影響,表現為離模脹大,即擠出物橫截面尺寸大于模具的尺寸。在高拉伸應力作用下,擠出物薄膜的形狀主要受前者影響,表現為拉伸變形,即擠出物橫截面尺寸小于模具的尺寸。
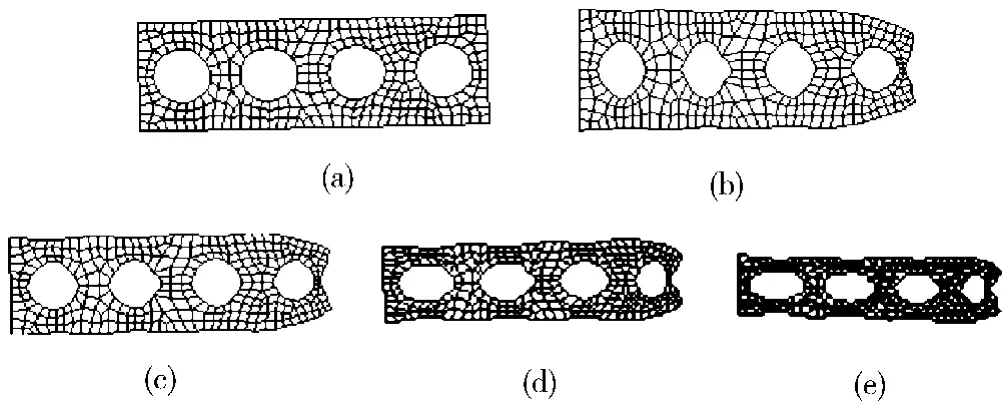
圖3 拉伸力對1/2軸對稱8孔微孔薄膜橫截面形狀和尺寸的影響Fig.3 Simulated 1/2axis cross-section of eight-hole film with varied tension force
3.2 擠出物外形變化
從圖4中可以看出,擠出物離開口模后,在擠出脹大和拉伸雙重應力的作用下,擠出物制品表面發生變形,具體表現為制品外表面具有平行于微氣體通道的波紋。
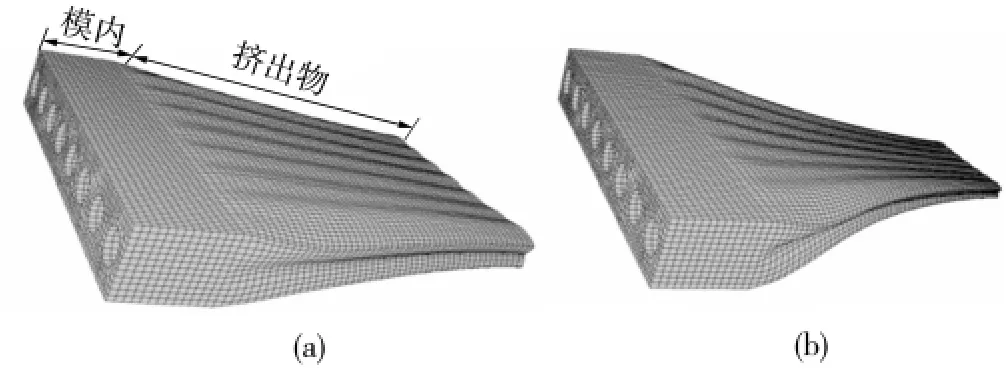
圖4 不同拉伸力條件下MCF擠出物外形的數值模擬Fig.4 Shape numerical simulation of MCF extrudate with varied tension force
這是因為相鄰微氣孔通道之間無氣體填充部分和有氣體通過的部位,聚合物熔體的相對體積含量不同。在無氣體填充的相鄰微氣孔通道之間,100%是聚合物材料;在有氣體通過的部位,空間體積是由聚合物熔體和微氣孔通道組成的,聚合物熔體的體積含量相對較低。相同條件下,前者離模脹大的程度高于后者,擠出物表面就呈現出波紋形狀。
4 結論
(1)MCF擠出物離開口模后,在拉伸應力的作用下,微氣孔的形狀由圓形變成菱形或橢圓形,且隨著拉伸應力的增大,各微孔的截面尺寸呈減小趨勢;
(2)MCF擠出物離開口模后,在拉伸應力的作用下,薄膜的外表面為非水平面呈波紋狀,其橫截面的二維尺寸隨拉伸作用力增大而明顯減小。
[1] Hallmark B,Gadala-Maria F,Mackley M R.The Melt Processing of Polymer Microcapillary Film(MCF)[J].Journal of Non-Newtonian Fluid Mechanics,2005,128(2/3):83-98.
[2] Dorfling,Hornung C,Hallmark C H.The Experimental Response and Modelling of a Solar Heat Collector Fabricated from Plastic Microcapillary Film[J].Solar Energy Materials and Solar Cells,2010,94(7):1207-1215.
[3] Hornung C H,Hallmark B,Mackley M R.Multiple Microcapillary Reactor for Organic Synthesis[J].Industrial&Engineering Chemistry Research,2010,49(10):4576-4588.
Numerical Simulation of Extruded Microcapillary Film
XIAO Jianhua,GAO Yanfeng
(School of Materials Science and Engineering,Nanchang Hangkong University,Nanchang 330063,China)
UG software was used to design the geometric structure of eight-hole microcapillary film die.And the finite element method was used to simulate the forming section of extrusion die and extrudate parts.Parameter gradual change algorithm was used to investigate the relationship between different tensile stress and the shape or the cross section of extrudate.It showed that with increasing tensile stress,the dimensions of microcapillary film cross section became smaller.The eight air holes were deformed,from the circular to and then diamond,the oval.Because each part had different melt volume content,extrusion surfaces had obvious characteristics of stripe.
microcapillary film;extrusion molding;numerical simulation
TQ320.66+3
B
1001-9278(2012)05-0109-03
2012-02-17
江西省教育廳項目(GJJ10530)
聯系人,xjh3500021002@163.com
(本文編輯:趙 艷)