TC4鈦合金鋸齒形切屑絕熱剪切帶的微觀組織和顯微硬度變化
2012-12-03 14:51:36王升平
中國機械工程 2012年9期
王升平
中山職業技術學院,中山,528404
0 引言
對于切屑形成過程和機理的研究,是金屬切削理論研究中的重要組成部分。鋸齒形切屑是在高速切削難加工材料及硬態材料切削中常見的一種切屑形態。國內外學者對鋸齒形切屑的形成做了大量的研究工作,主要集中在切屑幾何形態[1-2]、形成鋸齒形切屑時的切削力[3-4]、絕熱剪切帶的顯微硬度和微觀組織[5-11]、鋸齒形切屑形成機理[4-5,12-13]和有限元模擬[14-15]五個方面。
目前,對于絕熱剪切帶微觀組織的演變和顯微硬度的變化規律存在不同的觀點和看法。對于絕熱剪切帶微觀組織的演變,目前普遍認為存在兩種類型的絕熱剪切帶,即形變帶和轉變帶。形變帶內僅發生大塑性變形,而對于轉變帶(有些文獻稱之為白亮帶)的變形情況則存在不同的觀點。通常,轉變帶內都出現直徑在100nm以下的細小等軸晶粒,一般認為,這些等軸晶粒是由于旋轉動態再結晶形成的[16-17]。但對于在動態再結晶形成等軸晶粒的過程中是否發生相變看法不一。Velasquez等[5]在研究高速切削Ti6Al4V形成的絕熱剪切帶的微觀組織時發現,在所有切削速度下,都存在β相,沒有觀察到相變發生的證據;Yang等[17-18]在研究α-Ti(TA2)的絕熱剪切帶微觀組織時發現,絕熱剪切帶中心是由動態再結晶形成的細小等軸晶粒組成,沒有發生相變;Bayoumi等[6]則認為,切削 TC4(Ti6Al4V)形成的鋸齒形切屑的絕熱剪切帶中,沒有發生擴散型相變,但發生了非擴散型相變,β相轉變成了α相;Wang等[7-8]在研究TC16鈦合金的絕熱剪切帶時發現,絕熱剪切帶中存在α相和α″相,并認為發生了β相轉變為α″相的馬氏體相變。對于絕熱剪切帶顯微硬度的變化,一種觀點認為形變帶的顯微硬度隨切削速度的增大而增大,而轉變帶的顯微硬 度 隨 切 削 速 度 的 增 大 保 持 不 變[9-10]。 而Dolin?ek 等[11]在 銑 削 淬 火 鋼 (X63CrMoV51,629HV)時發現,絕熱剪切帶的硬度隨著切削速度的增大而降低。對于絕熱剪切帶帶外顯微硬度的變化,有的認為絕熱剪切帶外的顯微硬度隨著距絕熱剪切帶中心的距離的增大而降低[9-10],但更多的研究者認為帶外未變形區的顯微硬度基本保持不變,略高于基體硬度[7-8,11]。
本文利用金相顯微鏡、透射電子顯微鏡(TEM)以及顯微硬度測試儀,研究TC4鈦合金切削時,在不同切削速度下形成的鋸齒形切屑的絕熱剪切帶的微觀組織和顯微硬度的變化規律,以及顯微硬度的變化與微觀組織演變之間的關系。
1 試驗方法與條件
試驗在C6132A車床上進行,干切削;切削深度ap為0.3mm,進給量f為0.21mm;采用前角γ0為0°、后角為7°的YG8硬質合金刀具;工件材料為TC4鈦合金,材料成分如表1表示。加工前將工件材料退火:在780°下保溫1.5h,然后空冷。選擇某溫度(相變點980°以下200°左右)進行去應力退火,目的是為了消除原材料在鑄造過程中由于冷卻不均可能產生的局部熱應力,使組織均勻穩定,并保留一定的韌性,改善其切削加工性能。退火后材料的平均硬度為390HV0.025左右,其顯微組織如圖1所示。切屑試樣采用水晶膠冷鑲嵌,進行磨制、拋光和腐蝕,在Leica DFC320數碼金相顯微鏡下觀察金相。金相浸蝕劑為:10%HF+5%HNO3+85%H2O(體積分數)。在401MVA顯微硬度測試儀上測試切屑試樣顯微維氏硬度,載荷質量為25g,加載時間為10s。利用型號為JEM-2100的透射電子顯微鏡分析絕熱剪切帶微觀組織的變化。透射電子顯微鏡的加速電壓為200kV,雙傾臺。
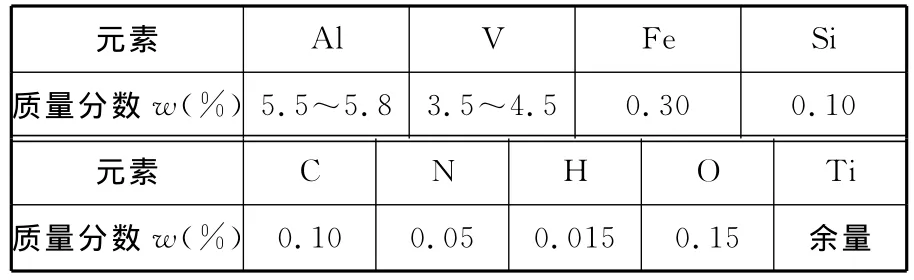
表1 Ti6Al4V合金的化學成分

圖1 工件材料Ti6Al4V合金退火后的顯微組織
2 絕熱剪切帶微觀組織的演變
圖2顯示了在不同切削速度下鋸齒形切屑絕熱剪切帶微觀組織的演變過程。圖2a、圖2b所示為在較低切削速度下切削鈦合金得到的鋸齒形切屑的剪切帶顯微形貌。圖2a中,開始出現了剪切變形局域化,絕熱剪切帶萌生。但由于切削速度較低(30.2m/min),應變速率較小,剪切變形局域化還不是很明顯。此時形成的切屑是連續的或呈現微小鋸齒狀的帶狀切屑,切屑鋸齒狀不明顯。

圖2 不同切削速度下絕熱剪切帶微觀組織
當切削速度為59.6m/min時,形成了完整的鋸齒形切屑。從圖2b可以看出,絕熱剪切帶已經形成,絕熱剪切帶內的晶粒沿著剪切方向被拉長、碎化,經歷了嚴重的剪切變形,形成了纖維狀結構。圖3所示為該絕熱剪切帶的TEM形貌及其衍射花樣,從圖3可以看出,絕熱剪切帶存在細小的等軸晶粒和未細化的板條狀組織。圖3中的衍射花樣為兩相復合衍射花樣,可以分別按照α-Ti相(密排六方結構,晶胞參數a=0.2950nm,c=0.4686nm)和β-Ti相(體心立方結構,a=0.3283nm)的晶體結構和晶胞參數標定,其晶帶軸分別為[0 0 0 1]α和[1 1 1]β。標定結果表明,絕熱剪切帶為α相和β相的兩相組織。從而可以確定,當切削速度為59.6m/min時,形成的絕熱剪切帶沒有發生相變,是形變帶。
當切削速度增大到81.4m/min時,絕熱剪切帶顯微形貌如圖2c所示。由圖2c可見,絕熱剪切帶中心已經發生了變化。剪切帶中心的組織結構與周圍有所區別,其特征是晶粒非常細小,即使在金相顯微鏡高倍率下也無法辨認其微觀組織形態。
當切削速度增大到178.4m/min時,絕熱剪切帶微觀組織如圖2e所示。此時,絕熱剪切帶與基體的界線明顯,在絕熱剪切帶中心與基體之間已經看不到明顯的剪切變形滑移痕跡。圖5所示為該絕熱剪切帶的TEM形貌和相應的衍射花樣。
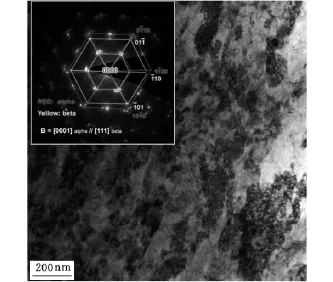
圖3 對應圖2b所示絕熱剪切帶的TEM形貌及其衍射環

圖4 對應圖2d所示絕熱剪切帶的TEM形貌及其衍射花樣
當切削速度增大到281.3m/min時,其絕熱剪切帶微觀組織如圖2f所示,圖6是其對應的TEM形貌和相應的衍射環。除了衍射環對應的納米晶外,還出現了衍射盤對應的非晶組織。由圖6可見,絕熱剪切帶已經基本非晶化。絕熱剪切帶非晶化是TC4鈦合金在高速切削時觀察到的一種新現象,在已檢索到的文獻中未見絕熱剪切帶非晶化的研究報道。

圖5 對應圖2e所示絕熱剪切帶的TEM形貌及其衍射環

圖6 對應圖2f所示絕熱剪切帶的TEM形貌及其衍射環
3 絕熱剪切帶顯微硬度的變化
3.1 顯微硬度的變化規律
圖7為采用401MVA顯微維氏硬度計在鋸齒形切屑的絕熱剪切帶及其周圍組織上測試硬度的壓痕照片。圖8所示為鋸齒形切屑絕熱剪切帶帶外(非絕熱剪切帶區)顯微硬度的變化規律。從圖8可以看出,絕熱剪切帶帶外的硬度隨切削速度的增大基本保持不變,且不隨與絕熱剪切帶中心的距離變化而變化。帶外硬度平均值為400.5HV0.025,略高于工件材料硬度。這表明對于鋸齒形切屑,切削變形主要集中在狹窄的絕熱剪切帶上,非絕熱剪切帶區幾乎沒有發生切削變形。
圖9所示為鋸齒形切屑絕熱剪切帶中心的顯微硬度隨切削速度的變化規律。從圖9可以看出,絕熱剪切帶中心的顯微硬度隨切削速度的增大而增大,且均高于工件材料的硬度。如當切削速度為30.2m/min時,絕熱剪切帶的硬度為440.8HV0.025,切削速度為281.3m/min時,絕熱剪切帶的硬度增大到507.3HV0.025。
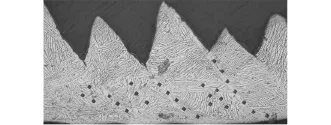
圖7 鋸齒形切屑硬度測試壓痕照片

圖8 絕熱剪切帶外的顯微硬度

圖9 絕熱剪切帶中心顯微硬度隨切削速度的變化規律
3.2 絕熱剪切帶顯微硬度變化機理分析
從上述分析可見,當切削速度為59.6m/min時,絕熱剪切帶為形變帶;當切削速度為81.4m/min時,絕熱剪切帶為由細小的等軸晶組成,發生了馬氏體相變(β→α″)的轉變帶;當切削速度大于178.4m/min時,絕熱剪切帶發生了非晶化。結合圖9所示的絕熱剪切帶顯微硬度的變化規律,可以把鈦合金切削時絕熱剪切帶顯微硬度的提高分為3個階段:第1階段顯微硬度的提高來源于形變強化,因為在這一階段絕熱剪切帶為形變帶;第2階段顯微硬度的提高來源于細晶強化和馬氏體相變,因為在這一階段絕熱剪切帶由細小的等軸晶粒(納米晶)組成,并在形成納米晶的過程中,發生了馬氏體相變;第3階段則為非晶強化。在這三個階段中,第1階段形變強化的顯微硬度增長率最大,第2階段次之,到第3階段硬度增大趨勢變得比較平緩。由此可見,鈦合金切削時,隨著切削速度的增大,形成的鋸齒形切屑的絕熱剪切帶顯微硬度的變化規律與其微觀組織的變化的確是緊密相關的。
4 結論
(1)低速切削TC4鈦合金時,形成的鋸齒形切屑的絕熱剪切帶為形變帶;在較高切削速度下,鋸齒形切屑絕熱剪切帶為由細小的等軸晶、發生了β相轉變為α″相的馬氏體相組成的轉變帶;隨著切削速度的進一步提高,絕熱剪切帶發生了非晶化。
(2)TC4鈦合金切削時,無論形成的鋸齒形切屑的絕熱剪切帶是形變帶還是轉變帶,其顯微硬度隨切削速度的增大一直增大,且均高于工件材料的硬度。
(3)根據絕熱剪切帶微觀組織和顯微硬度的變化規律,可將顯微硬度的提高分為3個階段:第1階段顯微硬度的提高來源于形變強化;第2階段顯微硬度的提高來源于細晶強化和馬氏體相變強化;第3階段則為非晶強化。在這3個階段中,第1階段形變強化的顯微硬度增長率最大,第2階段次之,到第3階段硬度增加趨勢變得比較平緩。
[1]段春爭,王敏杰,龐俊忠,等.高強度鋼正交切削過程中剪切變形局部化研究[J].大連理工大學學報,2006,46(3):355-360.
[2]Cotterell M,Byrne G.Dynamics of Chip Formation During Orthogonal Cutting of Titanium Alloy Ti–6Al–4V[J].CIRP Annals-Manufacturing Technology,2008,57(1):93-96.
[3]Sun S,Brandt M,Dargusch M S.Characteristics of Cutting Forces and Chip Formation in Machining of Titanium Alloys[J].International Journal of Machine Tools & Manufacture,2009,49(7/8):561-568.
[4]Gente A,Hoffmeiste H W.Chip Formation in Machining Ti6A14Vat Extremely High Cutting Speeds[J].CIRP Annals- Manufacturing Technology,2001,50(1):49-52.
[5]Velasquez J D P,Bolle B,Chevrier P,et al.Metallurgical Study on Chips Obtained by High Speed Machining of a Ti–6wt.%Al–4wt.%V Alloy[J].Materials Science and Engineering A,2007,452/453:469-474.
[6]Bayoumi A E,Xie J Q.Some Metallurgical Aspects of Chip Formation in Cutting Ti-6wt.%Al-4wt.%V Alloy[J].Materials Science and Engineering A,1995,190(1/2):173-180.
[7]Wang B F.Adiabatic Shear Band in a Ti-3Al-5Mo-4.5VTitanium Alloy[J].J.Mater.Sci.,2008,43(5):1576-1582.
[8]汪冰峰,楊揚.鈦合金TC16中絕熱剪切帶的微觀結構演化[J].中國有色金屬學報,2007,17(11):1767-1772.
[9]王敏杰,段春爭,劉洪波.正交切削切屑形成中絕熱剪切行為的實驗研究[J].中國機械工程,2004,15(18):1603-1606.
[10]Duan C Z,Wang M J.Characteristics of Adiabatic Shear Bands in the Orthogonal Cutting of 30CrNi3MoV Steel[J].Journal of Materials Processing Technology,2005,168(1):102-106.
[11]Dolin?ek S,Ekinovic'S,KopaˇcJ.A Contribution to the Understanding of Chip Formation Mechanism in High-speed Cutting of Hardened Steel[J].Journal of Materials Processing Technology,2004,157/158(SI):485-490.
[12]Vyas A,Shaw M C.Mechanics of Saw-tooth Chip Formation in Metal Cutting[J].ASME J.Manuf.Sci.Eng.,1999,121(2):163-172.
[13]Barry J,Byrne G.The Mechanisms of Chip Formation in Machining Hardened Steels[J].Journal of Manufacturing Science and Engineering-Transactions of the ASME,2002,124(3):528-535.
[14]楊勇,柯映林,董輝躍.鈦合金切削絕熱剪切帶形成過程的有限元分析[J].浙江大學學報(工學版),2008,42(3):534-538.
[15]Yang Y,Li J F.Study on Mechanism of Chip Formation During High-speed Milling of Alloy Cast Iron[J].International Journal of Advanced Manufacturing Technology,2010,46(1/4):43-50.
[16]楊揚,程信林,李正華,等.冶金因素影響絕熱剪切帶形成的金相觀察[J].稀有金屬材料與工程,2003,32(4):261-263.
[17]Yang Yang,Wang B F.Dynamic Recrystallization in Adiabatic Shear Band inα-titanium[J].Materials Letters,2006,60(17/18):2198-2202.
[18]Yang Yang,Xiong Jun,Yang Xuyue.Microstructure Evolution Mechanism in Adiabatic Shear Band in TA2[J].Trans.Nonferrous Met.Soc.China,2004,14(4):670-674.