淺談轉K2型轉向架異常磨耗
2012-12-19 08:55:04張一瑩
河南科技 2012年24期
張一瑩
(上海鐵路局杭州北車輛段,浙江 杭州 311100)
一、問題提出
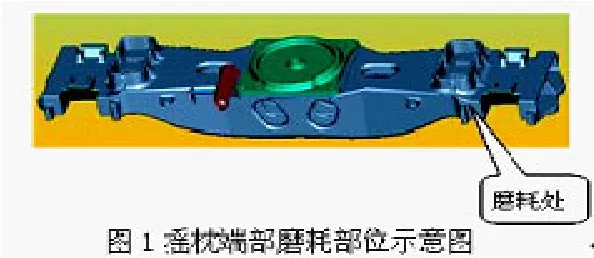
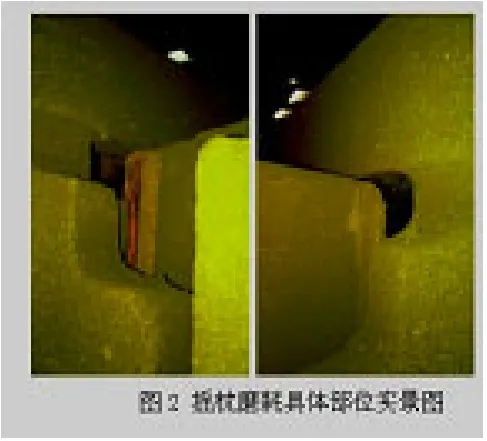
轉K2 型轉向架作為我國貨車轉向架家族中最主要的成員,在我國的保有量非常大,抓好轉K2 型轉向架檢修質量,對我國貨運列車的運行安全有著非常大的作用。而在2012年以來,杭州北車輛段喬司檢修車間在轉向架日常檢修過程中,發現了多起轉K2 型貨車轉向架搖枕端部(與側架立柱磨耗板)相對處異常磨耗情況的發生(具體磨耗異常部位見圖1與圖2),磨耗產生主要表現為搖枕端部與側架立柱磨耗板在轉向架運行過程中發生了接觸摩擦,搖枕端部該部位磨耗較為嚴重,磨耗深度達到1-4mm,影響到了轉向架的運行安全,對車輛的行車安全帶來了安全隱患。
二、分解檢測情況
為了分析查找出產生轉向架異常磨耗的原因,我們抽出了3 個故障轉K2 型轉向架進行檢測,對其進行了正位檢測,并進行了分解檢測,重點對斜楔、枕簧等部件的磨耗、限度尺寸進行了全面的檢測,并對檢測結果進行了分類統計,具體檢測情況如下:
2.1 轉向架正位檢測情況
對轉向架正位情況進行了檢測。檢測結果表明,這3個故障轉向架在正位檢測這個項目中都為合格,由此可見,其轉向架組裝正位情況符合要求,貨車在運行過程中的蛇形運動在可控范圍之內。
2.2 搖枕、側架其他部位尺寸情況
對搖枕、側架的其他部分尺寸進行了檢測,未發現有磨耗過限及鑄造缺陷存在,側架鏟豆保持一致。
2.3 斜楔檢測情況
此3 個故障轉向架都為整體式斜楔,對斜楔的主摩擦面與副摩擦面進行了檢測,發現有兩個故障轉向架的斜楔主摩擦面存在較大的磨耗過限情況,磨耗深度達到了8.2mm 及7.9mm(段修標準為6.4mm),且這兩個斜楔都位于搖枕端部異常磨耗側。斜楔其他部位尺寸符合段修標準,無鑄造缺陷存在。
2.4 枕簧檢測情況
對枕簧自由高進行測量,發現各組彈簧自由高均符合要求,但是有一個轉向架的減震彈簧外圈自由高度差最大為5mm,靠近異常磨耗處一組減震彈簧自由高最小,為248mm,已達到了下限值。
三、原因分析
針對在轉向架分解檢測中發現的斜楔磨耗超限與枕簧自由高差超限問題,分析其在轉向架運行過程中,是否會造成搖枕端部異常磨耗。
3.1 斜楔主摩擦面磨耗
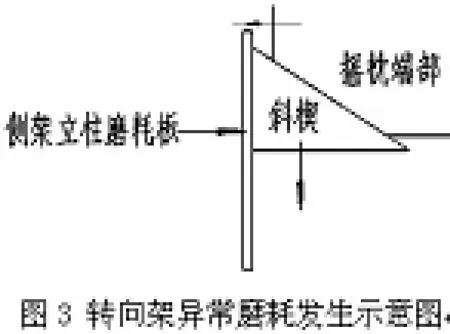
當斜楔主摩擦面發生磨耗過限時,斜楔與側架立柱磨耗板之間不能緊貼(段修檢修要求:垂直方向不得有貫通間隙,局部間隙不大于2 mm,橫向以2 mm×10 mm 塞尺不得深入50 mm),由此會造成側架立柱磨耗板與搖枕端部距離靠近。在車輛運行中,由于枕簧的壓縮而造成斜楔下移,而由于側架立柱磨耗板與搖枕端部距離過近,斜楔無法保證頂開側架立柱磨耗板與搖枕端部,兩者會發生接觸摩擦而造成搖枕端部異常磨耗。(見圖3)
3.2 枕簧高度差超限
當減震彈簧自由高度差超限時,4 個斜楔將不處于一個水平上,減震彈簧自由高最小處的斜楔相對于其他斜楔將會處于最下位置,這就會造成了斜楔下滑情況的發生,搖枕端部與側架立柱磨耗板之間的距離將會縮小,在車輛運行過程中,由于搖枕端部與側架立柱磨耗板之間的距離過小,兩者有可能會發生接觸摩擦而造成搖枕端部異常磨耗的產生。
3.3 其他會造成搖振端部異常磨耗發生的情況
經分析,我們還發現,如果交叉桿組裝質量不合格,搖枕斜楔面磨耗板(以下簡稱八字面磨耗板)焊裝不正位,搖枕、側架尺寸不合格等情況的發生也可能會造成搖枕端部異常磨耗產生,具體分析如下:
3.3.1 交叉桿組裝質量不合格
轉K2 型轉向架相對于轉8A 型轉向架,其中最大的改變部分在與轉K2 型轉向架多了交叉桿這個部件,主要是為了防止轉向架在運行過程中的蛇形運動。而交叉桿組裝質量不合格,會造成轉向架組裝不正位,在車輛運行過程中,特別是在彎道中,兩側架會發生相對的前后運動,無法與搖枕保持垂直,將會導致轉向架扭曲而形成蛇形運動,在蛇形運動中,兩側架由于發生前后的相對運動而可能導致搖枕端部與側架立柱磨耗板會發生接觸摩擦而產生搖枕端部異常磨耗。
3.3.2 八字面磨耗板焊裝不正位
當八字面磨耗板焊裝不正位時,斜楔與八字面磨耗板之間平行度不夠,兩者在組裝后不夠密貼,存在間隙。在車輛運行過程中,由于兩者不夠密貼,配合不夠良好,磨擦會加劇,造成磨耗過限,導致搖枕端部與側架立柱磨耗板間距縮小,同樣會發生在車輛運行過程兩者的接觸摩擦情況,從而造成搖枕端部異常磨耗。
3.3.3 搖枕、側架尺寸不合格
當側架兩立柱磨耗板間距過小,而搖枕端部厚度過大,在搖枕、側架組裝后,側架立柱磨耗板與搖枕端部間距過小,兩者在車輛運行過程中可能會發生接觸摩擦,從而造成搖枕端部異常磨耗。
四、對問題的解決方法與建議
4.1 做好斜楔檢測
對斜楔的主摩擦面和副摩擦面加強檢測工作,特別是對整體式斜楔的兩個摩擦面加強檢測,摩擦過限的應更換為新品,未過限者按“原車原位”作業標準執行。判斷斜楔摩擦面過限,可以分兩步走,第一步可以進行外觀檢查,觀察其摩擦面磨光部分:磨耗符合要求的,磨光部分距離摩擦面邊上大概有兩指以上距離;磨耗過限的,磨光部分距離摩擦面邊距離較近,一般不足一指距離。通過第一步,檢測者對斜楔的磨耗成應該有了一個大概的了解,但是不能作為檢測依據。接下來的一步是通過樣板量具進行檢測,準確的了解斜楔的具體磨耗程度,檢測結果以第二步為準。在轉向架組裝完成后,要保證斜楔能頂開側架立柱磨耗板與搖枕端部,使兩者保持足夠的距離。
4.2 做好枕簧自由高檢測
對枕簧進行逐個檢測,特別是對自由高度差進行計算,保證轉K2 型轉向架枕簧自由高符合以下幾點:
1)同一轉向架搖枕彈簧各外卷自由高度差不大于3mm;
2)同一轉向架同組減振彈簧、同規格的搖枕彈簧自由高差均不大于2mm;
3)同一組兩級剛度搖枕彈簧內、外圈自由高差為20~25mm。
4.3 做好轉向架正位檢測工作
針對轉向架正位檢測工作,需做好以下幾點工作:
第一點,需要保證正位檢測設備性能良好,做好設備日常標定工作。
第二點,按照檢修工藝要求,對每個進行交叉支撐裝置組裝的轉K2、轉K6 型轉向架,都須在轉向架正位檢測臺上進行正位狀態檢測,要求四個導框中心構成矩形的對角線長度之差不大于5 mm,兩側對應的導框中心距之差不大于10 mm。
在此項工作中,特別重要的是對正位檢測臺的性能試驗和日常標定工作,如何設備性能狀態不良,檢測結果講無法得到保障。
4.4 做好搖枕八字面磨耗板焊裝工作
在八字面磨耗板焊裝前,搖枕斜楔摩擦面(基準面)須平整,不平整時須堆焊后磨平,矩形磨耗板或斜楔插板上、下端面與搖枕應滿焊。在組裝磨耗板時,要防止錯裝,轉K2 型斜楔摩擦面磨耗板材質為0Cr18Ni9,硬度不大于187 HBW;轉K2 型分離式斜楔插板材質為20 號鋼,硬度應為130~210 HBS。
4.5 檢查搖枕端部與側架立柱磨耗板之間的間距
在搖枕側架組裝前,應注意正確組裝側架立柱磨耗板,按照“轉K2 型兩立柱內側距離不大于465.2mm 時,鉚裝厚度為10mm 的磨耗板;大于465.2mm 時鉚裝厚度為12mm 的磨耗板”的要求組裝;在組裝后,要注意搖枕端部與側架立柱磨耗板之間的間距,防止間距過小,但目前由于對這個間距與搖枕端部對應側架立柱磨耗板處的厚度尺寸沒有文件與規章說明,因此在車輛段檢修過程中,無法進行有效的控制,這需要側架、搖枕制造廠家在生產中要注意側架立柱面的距離和搖枕端部尺寸控制,保證搖枕端部與側架立柱磨耗板之間存在足夠的距離。
4.6 加強日常檢修過程中工藝標準的執行力
以上所提出的解決方法與建議,都需要通過我們職工來執行,如果職工存在漏檢漏修或者是工藝標準執行不嚴的情況,那以上提出的這些措施都將稱為空談。因此,一方面,需要我們各級管理干部加強日常的抽檢工作,嚴控現場作業標準執行;但是,最重要的還是要向職工講解定這些工藝標準的原因與理由,以上所分析的這些工藝標準不到位的情況將產生什么樣的嚴重后果,使職工能認識到工藝標準執行的重要性,自覺地按標作業。
五、結束語
轉K2 型轉向架是由多個配件共同組合而成的,各部分都存在相互之間的配合,任何的配合不符合要求都有可能造成異常磨耗的發生,本文所提到的轉K2 型轉向架異常磨耗只是占其中的一部分,這就需要我們在日常檢修過程中嚴格按工藝標準執行,特別是對各磨耗板的磨耗程度以及各部分的配合間隙加強檢查,提高轉向架檢修質量,從根源上解決轉向架異常磨耗的發生。
[1]《鐵路貨車段修檢測技術》陳雷,黃毅編著—北京:中國鐵道出版社,2008.10
[2]《鐵路貨車段修基本工藝》陳雷,黃毅編著—北京:中國鐵道出版社,2009.1
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
裝備制造技術(2021年2期)2021-07-21 05:38:24
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
現代工業經濟和信息化(2016年1期)2016-05-17 05:33:38
