熔體直紡55 dtex/36 f異形滌綸FDY的生產工藝
2012-12-22 15:04:44宋孝浜楊靖宇王春霞
合成纖維工業 2012年4期
宋孝浜,楊靖宇,王春霞*
(1.鹽城工學院紡織服裝學院,江蘇 鹽城224003;2.江蘇盛虹化纖有限公司,江蘇吳江215228)
熔體直紡55 dtex/36 f異形滌綸FDY的生產工藝
宋孝浜1,楊靖宇2,王春霞1*
(1.鹽城工學院紡織服裝學院,江蘇 鹽城224003;2.江蘇盛虹化纖有限公司,江蘇吳江215228)
采用熔體直紡技術生產55 dtex/36 f三角形和三葉形滌綸全拉伸絲(FDY),探討了其主要的生產工藝。結果表明:采用三角形和三葉形噴絲板,油嘴上油,紡絲溫度291℃,側吹風速度0.40~0.45 m/s,紡絲速度3 200~4 200 m/min,熱輥一輥溫度69~90℃,二輥溫度126℃,紡絲過程穩定,纖維截面形狀清晰,產品質量優良;三角形與三葉形滌綸FDY斷裂強度分別為4.21和4.08 cN/dtex,斷裂伸長率分別為31.74%和30.44%,條干不勻率分別為0.92%和0.86%,沸水收縮率分別為7.59%和7.35%。
聚對苯二甲酸乙二醇酯纖維 全拉伸絲 熔體直紡 三角形 三葉形
滌綸自問世以來,以其良好的物理化學性能及其織物挺括而著稱。但由于聚酯大分子鏈獨有的化學結構,使得滌綸及其織物存在吸濕性低、抗靜電性能差、易起毛起球、織物手感僵硬毛感差、蠟質感強等缺點。為改善常規滌綸的缺陷,異形滌綸長絲品種應運而生[1-2]。
對于滌綸熔體直紡而言,由于其投資費用較小,工藝流程短,且省去了鑄帶切粒、切片干燥、螺桿熔融擠出等工序,熔體不含水和粉塵,生產穩定,生產效率高,成本低。因此,利用熔體直紡開發三角形和三葉形滌綸FDY可實現滌綸產品的高附加值。
1 試驗
1.1 原料
聚酯熔體:特性黏數為0.680 dL/g,端羧基含量28 mol/t,熔點為260.5 ℃,二甘醇、水分、灰分質量分數分別為 1.15%,0.30%,0.016%,江蘇盛虹化纖有限公司產。
1.2 生產設備與測試儀器
瑞士MAAG公司的增壓泵,德國SULZER公司的熱交換器,日本TMT公司的紡絲箱體,德國馬爾公司計量泵,日本TMT公司的Ati-615R/12卷繞頭。
BP103顯微鏡:重慶光學儀器廠制;YG086型縷紗測長儀:常州第二紡織儀器廠制;Uster-5條干儀:瑞士Uster公司制;YG023B-II全自動單紗強力機:常州第二紡織儀器廠制;MQ20核磁共振分析儀:德國Bruker公司制。
1.3 生產工藝
三角形和三葉形滌綸FDY生產工藝流程見圖1,工藝參數見表1。
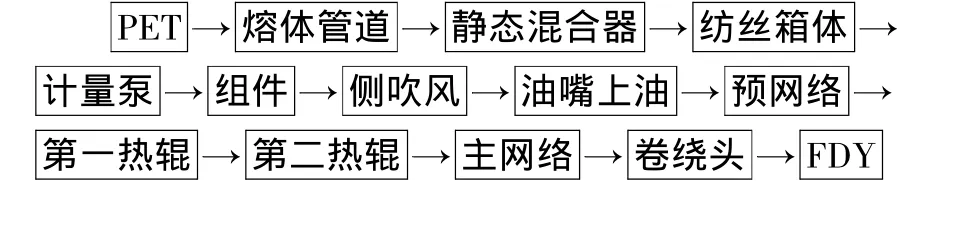
圖1 三角形和三葉形滌綸FDY生產工藝流程Fig.1 Flow chart of triangle and trilobal polyester FDY production
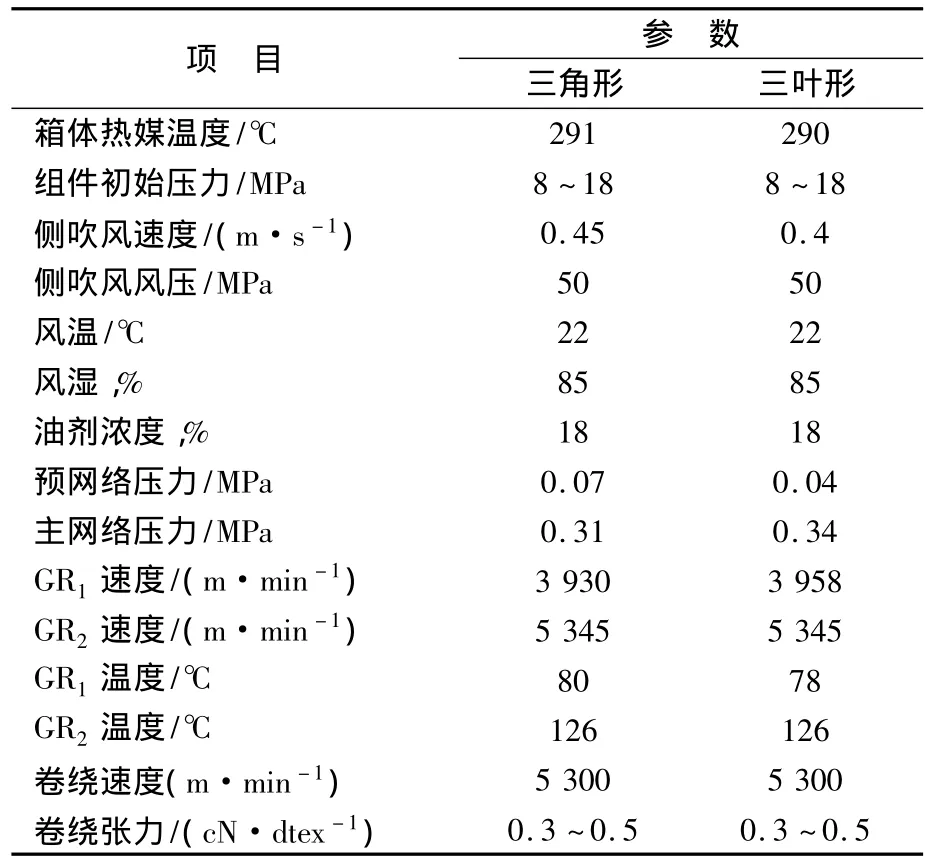
表1 三角形和三葉形滌綸FDY紡絲工藝參數Tab.1 Spinning parameters of triangle and trilobal profiled polyester FDY
1.4 分析與測試
纖維形貌:采用哈氏切片器制作切片,放在顯微鏡下觀察纖維截面形狀。
條干不勻率:采用USTER-5條干儀測試。
斷裂強度和斷裂伸長率:在規定條件下采用強伸儀拉伸試樣,直至斷裂,得出斷裂強度和斷裂伸長率。
沸水收縮率:采用收縮介質(100℃沸水)處理后的長絲絲絞的收縮量對樣絲原長的百分比,從而算得沸水收縮率。
2 結果與討論
2.1 噴絲板的設計
異形孔噴絲板設計不但要滿足圓形孔噴絲板的設計要求,而且要充分考慮纖維的截面形狀和異形度。綜合考慮剪切速率、噴頭拉伸比、熔體的膨化比、目標異形度和噴絲板背壓等條件,對異形孔的長、寬、過度角半徑(R)、孔深等參數進行不同的組合計算,最終選擇最佳的葉長、葉寬、過度角、孔深的噴絲板;同時考慮噴絲板使用過程中板孔的磨損對產品異形度及染色均勻性的影響,在噴絲板加工時要求采用硬度較高的材質,并對板的表面及板孔作了特殊處理,以延長板孔的磨損周期,同時對孔口加工的精度及均勻性提出了較高要求,以保證纖維截面的均勻性[3]。
2.2 熔體輸送
聚酯熔體經輸送泵輸送到熔體過濾器,過濾后送至紡絲。熔體由增壓泵和冷卻器將其壓力和溫度調節至工藝要求值,由五通閥(或三通閥)分配到各條生產線,再由生產線的熔體分配管均勻地分配到每個生產位的紡絲箱體中。熔體輸送時,在管道中停留的時間盡可能短,特性黏數降盡可能低,同時要求管道內壁光滑無死角。另外,熔體管道中安裝了靜態混合器,使熔體溫度、黏度均勻一致;并且采取了低溫(285℃)輸送的方法,以液相熱媒作為加熱、保溫的介質[4]。
2.3 紡絲溫度
高速紡絲的溫度要高于常規紡絲,這是由于高速紡絲的溶體細流自噴絲孔的吐出速度高,且在紡程上承受的拉伸倍數高,因此要求溶體有良好的流動性和均勻性。溫度過低,熔體流變性能和均勻性差,易造成毛絲和斷頭,且纖維有較高的強度和較低的伸長,較高的紡絲溫度可以改善熔體的流變性能,但過高的溫度易造成熔體降解,生產過程中飄絲和斷頭增加。紡絲溫度與產品規格有關,一般情況下,總線密度越大,紡絲溫度越低,單絲線密度越大,紡絲溫度越低但在總線密度較大而單絲線密度較小時,需根據實際生產情況進行微調。紡絲溫度一般控制在285~293℃較為合適[4]。由表2可以看出,最佳紡絲溫度為291℃。
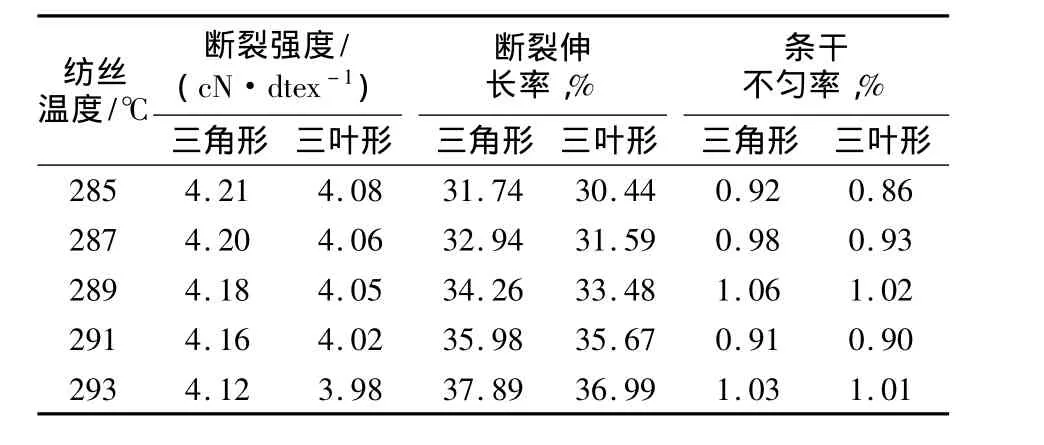
表2 紡絲溫度對纖維性能的影響Tab.2 Effect of spinning temperature on fiber properties
2.4 側吹風冷卻條件
側吹風冷卻條件對絲條的條干均勻性及纖維斷面的異形度有很大影響。由于異形截面絲的表面張力較圓形截面絲的大,熔體噴出細孔后,因表面張力的作用,使得側吹風速度的設定對異形絲的異形度影響很大。側吹風速度小,絲條凝固速度慢,不利于異形度的保持;側吹風速度太大,湍動因素增加,這就會引起絲條不可控制的振蕩和飄動,導致飄絲斷頭增多[4]。一般采用側吹風速度0.3~0.5 m/s,截面形狀最好,強伸性和條干較好,根據不同側吹風速度下長絲主要物理指標(見表3),三角形和三葉形纖維的最佳側吹風速度分別為 0.45 m/s和 0.40 m/s。
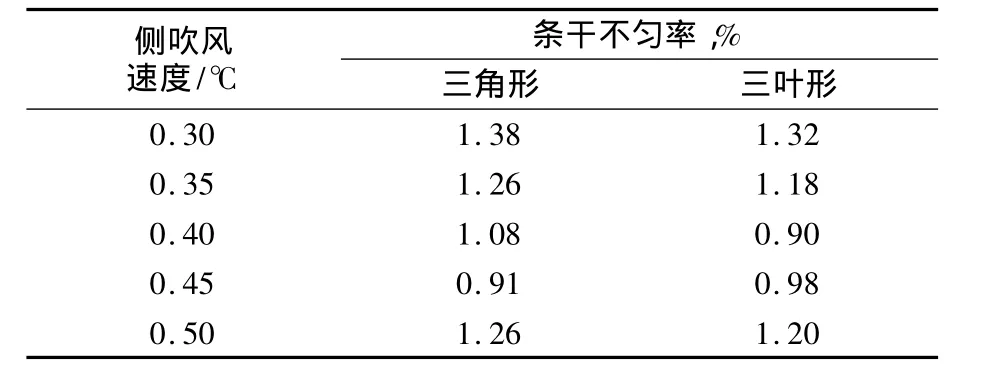
表3 不同側吹風速度下纖維的條干不勻率Tab.3 Yarn irregularity at different cross air blow speed
2.5 拉伸工藝
一輥溫度必須設定在玻璃化轉變溫度(Tg約為69℃)以上,一般設定在69~90℃,一輥溫度對染色均勻性的影響較大,特別在一輥速度較高的情況下,一輥溫度偏高,絲條在熱輥上抖動增加、受熱不勻容易引起染色不勻和毛絲或斷頭,為使絲條在一輥上受熱均勻,一般絲條在一輥上需繞8~10圈。二輥溫度主要是反應定型效果,影響沸水收縮率的大小。溫度越高,定型效果越好,沸水收縮率越低,但溫度過高,絲條在二輥上抖動增加,毛絲和斷頭將增加。溫度過低,產品可能出現因結晶不勻帶來的染色不勻。二輥溫度一般設定在120~130℃,絲條在二輥上需繞6~8圈[4]。二輥最佳溫度為126℃ 。
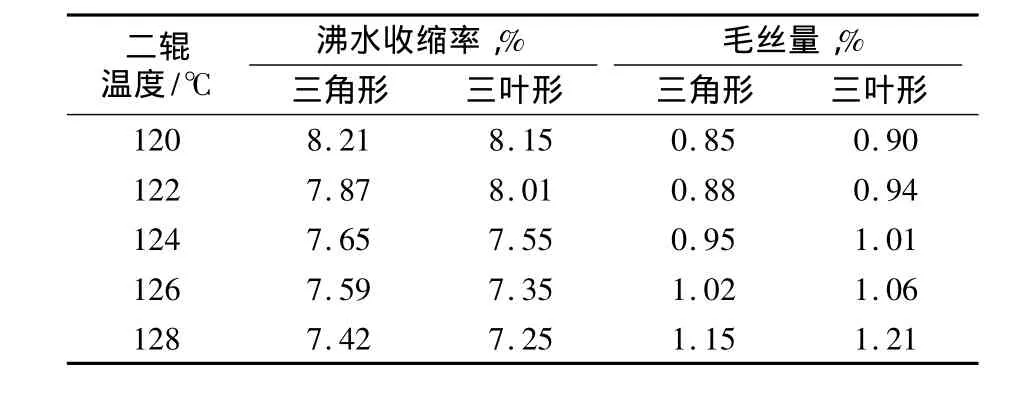
表4 不同二輥溫度下纖維的沸水收縮率Tab.4 Boiling water shrinkage of the fiber at different the second roller temperature
2.6 產品質量
通過上述工藝條件的討論,根據最佳生產工藝,得到的產品質量指標達到了企業標準一等品要求,見表5。

表5 三角形和三葉形滌綸FDY質量指標Tab.5 Quality index of triangle and trilobal polyester FDY
纖維截面的三角形狀和三葉形狀非常清晰,見圖2。
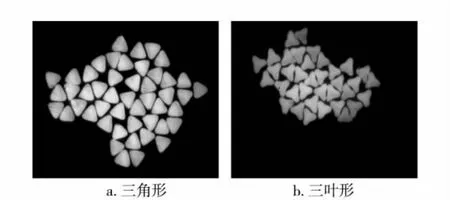
圖2 三角形和三葉形滌綸FDY的截面形貌Fig.2 Cross-section morphology of triangle and trilobal polyester FDY
3 結論
a.采用熔體直紡技術,在輸送管道內安裝靜態混合器,低溫輸送熔體,生產55 dtex/36 f三角形和三葉形滌綸FDY。
b.較佳的生產工藝:紡絲溫度291℃,側吹風速度0.45 m/s(三角形)和0.4 m/s(三葉形),熱輥一輥溫度69~90℃,二輥溫度126℃。所紡得的異形滌綸截面形狀清晰,物理性能優良。
[1]楊秀琴,謝俊霞.五葉形滌綸POY生產工藝的探討[J].合成纖維工業,2009,32(6):47 -48.
[2]張勇,劉秀清,杜廣,等.1.56 dtex陽離子可染中空滌綸短纖維的紡絲工藝[J].合成纖維工業,2011,34(3):51 -54.
[3]逮瑞龍.130 dtex/36 f直紡扁平滌綸FDY的生產工藝[J].合成纖維工業,2009,32(6):51 -53.
[4]顧智丹.熔體直紡56 dtex/72 f滌綸FDY的生產工藝[J].合成纖維工業,2008,31(6):57-59.
Production process of 55 dtex/36 f profiled polyester FDY by direct melt-spinning
Song Xiaobang1,Yang Jingyu2,Wang Chunxia1
(1.College of Textile and Clothing,Yancheng Institute of Technology,Yancheng224003;2.Jiangsu Shenghong Chemical Fiber Co.,Ltd.,Wujiang215228)
Triangle and trilobal polyester fully drawn yarns(FDY)of 55 dtex/36 f were prepared by direct melt-spinning process.The production process was discussed.The results showed that the spinning process was smooth and the fiber had high quality with clear cross section shape as the process conditions were as followed:triangle and trilobal spinneret,nipple oiling,spinning temperature 291 ℃,cross air blow speed 0.40-0.45 m/s,spinning speed 3 200-4 200 m/min,the first roll temperature 69-90℃,the second roll temperature 126℃.The triangle and trilobal polyester FDY had the breaking strength of 4.21 and 4.08 cN/dtex,elongation at break of 31.74%and 30.44%,yarn irregularity of 0.92%and 0.86%,and boiling water shrinkage of 7.59%and 7.35%,respectively.
polyethylene terephthalate fiber;fully drawn yarn;direct melt-spinning;triangle;trilobal
TQ342.21
B
1001-0041(2012)04-0068-03
2011-11-06;修改稿收到日期:2012-05-29。
宋孝浜(1969—),男,碩士,副教授,從事紡織工
程教學及紡織技術的應用研究。E-mail:sxb69@ycit.cn。
* 通訊聯系人。E-mail:cxwang@mail.dhu.edu.cn。
