廢線路板非金屬物料再生利用新型工藝研究
2012-12-26 02:22:26段華波李金惠王斯婷清華大學(xué)環(huán)境學(xué)院北京100084
中國環(huán)境科學(xué) 2012年1期
段華波,李金惠,王斯婷 (清華大學(xué)環(huán)境學(xué)院,北京 100084)
廢線路板非金屬物料再生利用新型工藝研究
段華波,李金惠*,王斯婷 (清華大學(xué)環(huán)境學(xué)院,北京 100084)
以加熱改性處理前后的廢線路板非金屬物料為對象,對其再生利用工藝進(jìn)行了研究.通過添加硅烷偶聯(lián)劑、潤滑劑、抗氧化劑和改性劑等助劑改性共混,基于擠出注塑成型工藝過程,可制備廢線路板非金屬物料填充增強(qiáng)聚丙烯復(fù)合板材,該工藝同時(shí)可適合一定溫度條件下加熱改性處理后的非金屬物料,其主要力學(xué)性能符合相關(guān)制品產(chǎn)品質(zhì)量標(biāo)準(zhǔn).確定的優(yōu)化參數(shù)為:非金屬物料添加質(zhì)量分?jǐn)?shù) 30%,添加助劑包括硅烷偶聯(lián)劑(1%)、潤滑劑(1%)、抗氧化劑(1%)和改性劑(5%).
廢線路板;非金屬物料;熱處理;再生利用
非金屬物料是指廢線路板通過物理、化學(xué)或生物方法及其組合工藝等分離銅和其他貴重金屬后產(chǎn)生的廢渣,其中應(yīng)用最為廣泛的 FR-4型線路板基板材料在分離銅箔等金屬材料后產(chǎn)生的非金屬物料,主要由短玻璃纖維和溴化環(huán)氧樹脂(膠聯(lián)劑)組成,同時(shí)含有極少量的金屬銅.由于非金屬物料約占線路板材料質(zhì)量分?jǐn)?shù)的 70%以上,如何對其進(jìn)行再利用是電子廢物資源化處理和無害化處置面臨的重要難題.非金屬物料中的環(huán)氧樹脂為熱固性基材,難以重新注塑并充當(dāng)膠粘劑再利用;并且其中的玻璃纖維以短玻纖為主,難以充當(dāng)增強(qiáng)材料的功能.電子廢物資源化處理處置過程中非金屬物料的處理主要以焚燒和填埋為主[1-3],但由于填埋和焚化處理費(fèi)用較高且存在環(huán)境污染,使得非金屬物料進(jìn)行焚化或填埋處置越發(fā)艱難;熱裂解技術(shù)也未能完全解決非金屬材料再生利用的問題[4-6];世界范圍內(nèi)也尚未對玻璃纖維和熱固性環(huán)氧樹脂等相關(guān)廢料再生利用提出有效的工程化解決方案,或出臺(tái)再利用方法、質(zhì)量和環(huán)境標(biāo)準(zhǔn)[7-8].
非金屬物料中的玻纖增強(qiáng)材料以及溴化環(huán)氧樹脂混合物,仍具有填充材料特性:短纖維增強(qiáng)特性、抗腐蝕、抗氧化性和低密度,以及高阻燃性,且在一定程度上起到聚合物基材成核劑的作用,能明顯提高聚丙烯的結(jié)晶度[9].因此,將非金屬物料作為填充材料制備聚合物基復(fù)合板材可發(fā)揮其資源化價(jià)值.
目前相關(guān)研究[10-16]主要以細(xì)粒徑廢料為主—多級破碎分選后的非金屬物料(粉料),將技術(shù)成果推銷到市場受到限制;針對粗粒徑范圍的線路板非金屬物料可資源化利用也缺乏相關(guān)研究.此外,熱處理現(xiàn)象在廢線路板資源化過程中普遍存在,其是否對非金屬材料的性質(zhì)和再利用特性產(chǎn)生影響有待研究,未能對加熱改性處理下非金屬物料進(jìn)行表征或進(jìn)一步探索其填料性質(zhì)特性.
為探究不同粒徑范圍內(nèi)非金屬物料及其在加熱改性處理后的填充特性及其再利用技術(shù)方法,本研究基于加熱改性處理,選擇熱處理前/后的非金屬物料作為填料,以聚合物為基材,制備增強(qiáng)復(fù)合材料,研究了非金屬物料制備再生板材的資源化處理工藝;加熱改性處理的非金屬物料的表征;加熱改性處理對非金屬物料再生制備復(fù)合板材的影響研究.以期為加熱改性處理的非金屬物料的資源化利用方案和最優(yōu)配方的提出及促進(jìn)解決電子廢物問題,提供理論基礎(chǔ)和技術(shù)參考.
1 材料與方法
1.1 材料
選擇 FR-4型線路板(半浸片,去除銅箔后),進(jìn)行粗碎(剪切)、細(xì)碎(風(fēng)冷粉碎)2級破碎后,篩分為不同粒徑,用于制備聚合物基材復(fù)合材料填料.同時(shí)選擇 FR-4型線路板進(jìn)行加熱改性處理(250℃),然后進(jìn)行粗碎、細(xì)碎2級破碎后,作為改性處理后的非金屬物料.改性前線路板非線路板金屬物料作為填料的形式以顆粒狀為主;而改性后,非金屬物料則以絮狀、團(tuán)狀纖維材料為主,粒徑和長度顯著提高(圖1).
主要選擇對填充增強(qiáng)復(fù)合材料機(jī)械力學(xué)和外觀性能具有明顯影響的基材和助劑,包括聚丙烯聚合物基材、表面處理劑—硅烷偶聯(lián)劑、抗氧劑、潤滑劑—硬脂酸鈉和硬脂酸鋅,以及加工改性劑.制備復(fù)合材料聚合物基材及主要添加劑見表1.
助劑添加過程及加工工藝如下:表面處理(添加硅烷偶聯(lián)劑)、添加各種助劑與基體材料共混、擠出造粒、注塑成型.助劑添加量分別為(參考纖維增加聚合物復(fù)合材料制備優(yōu)選添加劑量,wt.%):硅烷偶聯(lián)劑為 KH5601%;潤滑劑為硬脂酸鈉和硬脂酸鋅各0.5%;抗氧化劑1010為1%.

圖1 熱處理前/后廢線路板非金屬物料Fig.1 The non-metallic materials from PCBs subjected to thermal treatment and without treatment A. 熱處理 B. 未處理

表1 聚合物基材及主要添加劑Table 1 Polymeric matrix and major additives
1.2 復(fù)合材料制備工藝方法和主要設(shè)備
本研究采取擠出注塑成型的方法制備復(fù)合板材,并進(jìn)行性能綜合評估.擠出造粒是制備復(fù)合材料首要步驟,屬于深度交聯(lián)和共混過程,選用單螺桿擠出機(jī)組(SJ45),造粒機(jī)多區(qū)間加熱,溫度設(shè)定分別為:440,455,465,475,465K;主機(jī)螺桿轉(zhuǎn)速使用 15r/min,切粒機(jī)轉(zhuǎn)速 100r/min.注塑是指能使熱塑性或熱固性塑料在加熱機(jī)筒中經(jīng)過加熱、剪切、壓縮、混合和輸送作用,熔融塑化并使之均勻化,并借助于螺桿向塑化好物料施加壓力,迫使高溫熔體充入到閉合模具中,經(jīng)過快速冷卻和固化后而制成具有幾何形狀和尺寸精度的塑料制品,選用 CJ80-E型注塑機(jī),本試驗(yàn)注塑壓力為120MPa,溫度設(shè)定為 475,450,395K.并在雙絲桿電子拉力機(jī)進(jìn)行拉伸測試[17];在雙絲桿電子拉力機(jī)進(jìn)行材料的3點(diǎn)彎曲實(shí)驗(yàn)[18];在懸臂梁沖擊試驗(yàn)機(jī)上測試復(fù)合板材的缺口沖擊強(qiáng)度[19].
2 結(jié)果與討論
2.1 復(fù)合材料制品制備
本研究采取擠出注塑成型的方法,分別選取不同質(zhì)量分?jǐn)?shù)廢線路板非金屬物料與聚丙烯基材混合制備復(fù)合板材,并通過制作標(biāo)準(zhǔn)樣條進(jìn)行各項(xiàng)性能測試,包括沖擊、彎曲和拉伸強(qiáng)度.
2.2 添加量對復(fù)合材料力學(xué)性能影響
分別選取加熱改性處理前后的非金屬物料制備復(fù)合材料,添加質(zhì)量分?jǐn)?shù)比例為10%、20%、30%、40%和50% .其中非金屬物料不同添加量(質(zhì)量分?jǐn)?shù))對復(fù)合材料的拉伸性能、彎曲性能和沖擊性能影響見圖2.
由圖2可知,未加熱處理非金屬物料添加制備復(fù)合材料,拉伸強(qiáng)度20%最優(yōu),彎曲強(qiáng)度40%最優(yōu),而沖擊強(qiáng)度逐漸減弱,因此無優(yōu)化添加量;加熱改性處理后,非金屬物料相比未經(jīng)過處理的材料,盡管復(fù)合材料拉伸強(qiáng)度保持不變(添加量低于 40%),彎曲強(qiáng)度變化趨勢相同,逐漸增強(qiáng),但沖擊強(qiáng)度明顯增強(qiáng).從可添加量的角度,其中30%質(zhì)量分?jǐn)?shù)時(shí)最優(yōu),即拉伸和沖擊強(qiáng)度保持不變,彎曲強(qiáng)度提高10%.加熱改性處理后,非金屬物料中的增強(qiáng)材料—玻璃纖維長徑比明顯增加.一般而言,復(fù)合材料中長纖維對材料的增強(qiáng)效果較大,但由于長纖維存在較大的纖維團(tuán)聚傾向,擠出造粒時(shí)較易得到非分散的纖維束,這種纖維束對材料的增強(qiáng)具有副作用.相對而言,纖維與基體之間的界面結(jié)合性能相比較纖維長度對復(fù)合材料強(qiáng)度的增強(qiáng)性能更好[20].

圖2 填料添加量對復(fù)合材料拉伸、彎曲和沖擊性能影響Fig.2 Influence of mass fraction to the flexural, tensile and impact strength of composite filled by nonmetallic materials
2.3 添加量對復(fù)合材料其他性能的影響
由圖3a可知,密度隨著填料添加量的增加和升高,加熱改性處理對非金屬物料制備復(fù)合材料的密度無明顯影響.從圖 3b可知,復(fù)合材料的收縮率隨著非金屬物料添加量的升高而降低,即隨著非金屬物料添加量增加復(fù)合材料經(jīng)注塑或熱壓,在干燥后越不易產(chǎn)生收縮.加熱改性處理和未加熱改性處理制備的復(fù)合材料的收縮率變化趨勢保持一致.加熱改性處理后制備的復(fù)合材料在收縮率略優(yōu)于未加熱改性處理非金屬物料的填充效果.
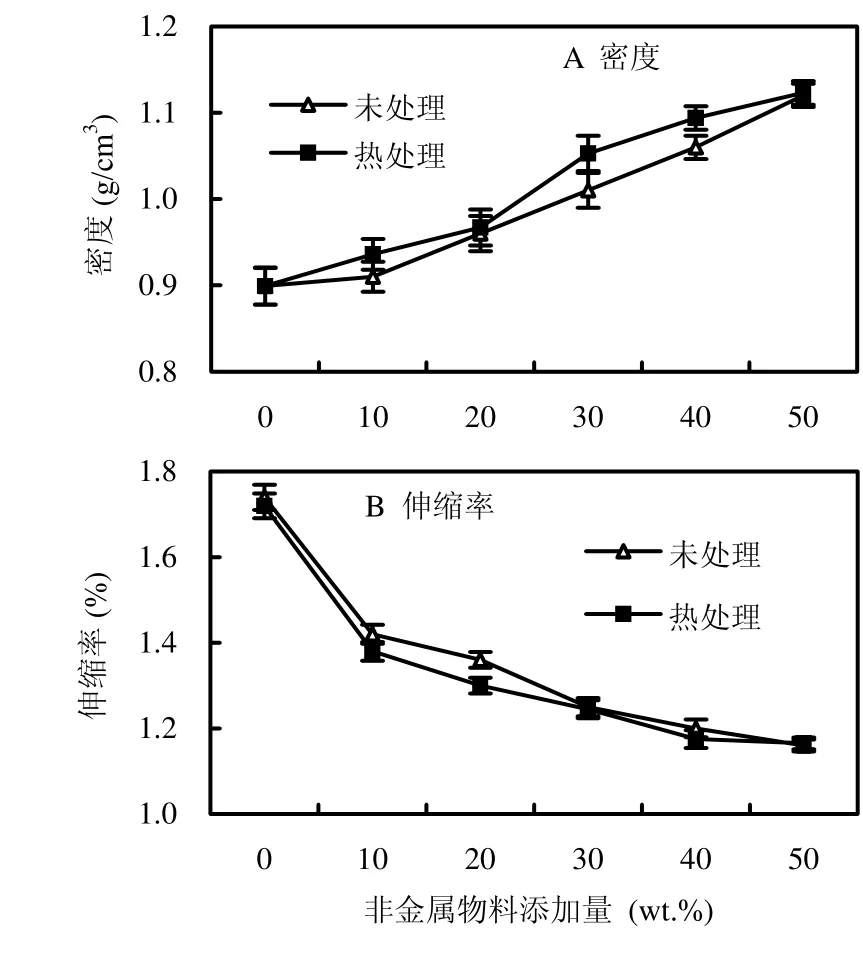
圖3 填料添加量對復(fù)合材料密度和收縮率影響Fig.3 Influence of mass fraction to the density andshrinkage rate of composite filled by non-metallic materials
2.4 改性劑對復(fù)合材料力學(xué)性能的影響
乙烯醋酸乙烯共聚物(EVA)是一類具有橡膠彈性熱塑性塑料,在其分子結(jié)構(gòu)中,醋酸乙烯的存在使聚丙烯分子鏈規(guī)整性降低,結(jié)晶度隨之下降,以致分子鏈在熱運(yùn)動(dòng)中的內(nèi)旋運(yùn)動(dòng)能力有所提高,分子鏈柔順性增加,在宏觀上表現(xiàn)出較高的彈性/韌性.可用于聚丙烯復(fù)合材料改性,其彈性、柔順性及透明性提高.
因此,擬通過添加EVA改性劑提高熱處理后非金屬物料制備復(fù)合材料制品各項(xiàng)性能.選取添加量為 30%非金屬物料,通過擠出注塑成型制備復(fù)合材料,并研究 EVA添加量(5%~20%)對于復(fù)合材料的影響,結(jié)果見圖4.
將EVA加入聚丙烯和非金屬物料的共混體系與空白樣品相比,隨著 EVA添加量的增加,復(fù)合材料樣品沖擊強(qiáng)度明顯提高,拉伸強(qiáng)度和彎曲強(qiáng)度均先增強(qiáng)后下降.其中添加量為5%時(shí),彎曲、拉伸和沖擊性能等綜合性能改良情況最優(yōu),彎曲和沖擊性能各提高12%和 18.5%,拉伸性能基本不變.因此,EVA改性填充聚丙烯和非金屬物料的混合材料能獲得良好的成型加工性能.
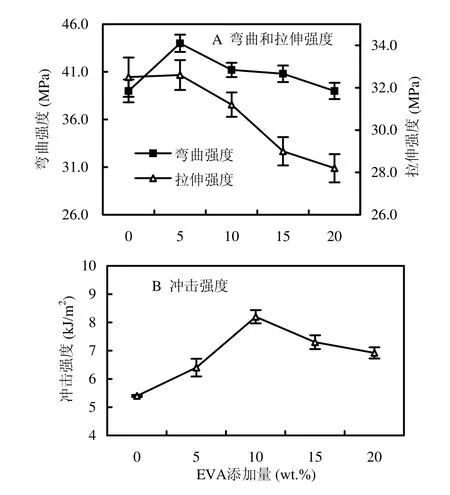
圖4 EVA添加對復(fù)合材料彎曲、拉伸和沖擊力學(xué)性能影響Fig.4 Influence of EVA to the flexural, tensile and impact strength of composite filled by non-metallic materials
將分別添加 30%(質(zhì)量分?jǐn)?shù))未經(jīng)加熱改性處理的非金屬物料、加熱改性處理后的非金屬物料、加熱改性處理的非金屬物料同時(shí)添加 EVA改性劑后制備的復(fù)合材料制品力學(xué)性能變化比較見圖5.由圖5可知,加熱改性處理后非金屬物料纖維長徑比增加,填充增強(qiáng)作用以長纖維為主,長玻璃纖維所承載的應(yīng)力較短玻璃纖維更具有方向性,而且連續(xù)性更強(qiáng),能起到更多傳遞應(yīng)力的作用,可明顯提高復(fù)合材料拉伸和沖擊力學(xué)性能;但由于相對減少了短纖維和細(xì)粒級顆粒材料填充和成核功能,對復(fù)合材料彎曲強(qiáng)度有所影響.而通過EVA改性后,各項(xiàng)指標(biāo)均可優(yōu)于未加熱改性處理的非金屬物料,在EVA添加量為5%時(shí),各項(xiàng)力學(xué)性能達(dá)到最優(yōu)化,非金屬物料添加量可達(dá)30%.將拉伸、彎曲和沖擊性能等主要參數(shù)與聚合物基復(fù)合材料檢查井蓋標(biāo)準(zhǔn)相比[21],均優(yōu)于標(biāo)準(zhǔn)指導(dǎo)值.因此,非金屬物料具備填充聚合物基材制備復(fù)合材料的功能,并可優(yōu)化復(fù)合材料的主要力學(xué)性能,并符合國家復(fù)合材料制品(檢查井蓋)行業(yè)標(biāo)準(zhǔn).

圖5 非金屬物料未加熱處理、加熱處理后、加熱處理并同時(shí)添加EVA后制備的復(fù)合材料制品力學(xué)性能Fig.5 Comparable results of untreated, heated, heated and adding EVA on mechanical properties of composite filled by non-metallic materials
3 結(jié)論
3.1 通過添加各種助劑,基于擠出注塑成型的工藝及優(yōu)化加工條件,可制備廢線路板非金屬物料增強(qiáng)復(fù)合板材,聚合物基材為聚丙烯;加熱改性處理前后,非金屬物料填料添加量均為30%最優(yōu),其中彎曲強(qiáng)度、沖擊強(qiáng)度和收縮率分別增強(qiáng)38.8%、63.2%和72.8%,拉伸強(qiáng)度可保持不變.
3.2 改性處理對非金屬物料制備復(fù)合材料拉伸強(qiáng)度和彎曲強(qiáng)度有顯著增強(qiáng)作用,但對沖擊強(qiáng)度具有削弱影響.添加EVA改性可使復(fù)合材料制品主要力學(xué)性能大幅提升并符合相關(guān)制品標(biāo)準(zhǔn).
[1] Pickering S. Recycling technologies for thermoset composite materials—current status [J]. Composites Part A, 2006,37(8): 1206-1215.
[2] Iwaya T, Tokuno S, Sasaki M, et al. Recycling of fiber reinforced plastics using depolymerization by solvothermal reaction with catalyst [J]. J. Mater. Sci., 2008, 43(7):2452-2456.
[3] 尚海利,王 平,欒曉彥,等.廢棄印刷線路板資源化處理的研究進(jìn)展 [J]. 化工環(huán)保, 2008,28(2):132-136.
[4] Pickering S, Kelly R, Kennerley J, et al. A fluidised bed process for the recovery of glass fibres from scrap thermoset composites [J]. Composite Sci. Technol., 2000,60(4):509-523.
[5] Cunliffe AM, Williams PT. Characterisation of products from the recycling of glass fibre reinforced polyester waste by pyrolysis [J]. Fuel, 2003,82(18):2223-2230.
[6] 彭 科,奚 波,姚 強(qiáng).印刷電路板基材的熱解實(shí)驗(yàn)研究 [J].環(huán)境污染治理技術(shù)與設(shè)備, 2004,5(5):34-37.
[7] Guo J Y, Guo J, Xu Z. Recycling of non-metallic fractions from waste printed circuit boards: A review [J]. J. Hazard. Mater., 2009,168(2/3):567-590.
[8] Sergei V, Edward D. Thermal decomposition, combustion and flame-retardancy of epoxy resins—a review of the recent literature [J]. Polym. Int., 2004,53(12):1901-1929.
[9] 崔新宇,周曉東,戴干策.玻璃纖維增強(qiáng)聚丙烯結(jié)晶動(dòng)力學(xué)研究[J]. 華東理工大學(xué)學(xué)報(bào), 2001, 27(6):639-642.
[10] 沈志剛,蔡楚江,邢玉山.廢舊印刷電路板中非金屬材料的回收與利用 [J]. 化學(xué)工程, 2006,34(10):59-62.
[11] Zheng Y, Shen Z, Ma S, et al. A novel approach to recycling of glass fibers from nonmetal materials of waste printed circuit boards [J]. J. Hazard. Mater., 2009, 170(2/3):978-982.
[12] 許振明,李 佳.破碎廢舊印刷電路板的基板材料顆粒再生板材的制備裝置:中國, 200510023787.4 [P]. 2005-10-02.
[13] Mou P, Xiang D, Duan G. Products made from nonmetallic materials reclaimed from waste printed circuit boards [J]. Tsinghua Sci. Technol., 2007,12(3):276-283.
[14] Hong S, Su S. The use of recycled printed circuit boards as reinforcing fillers in the polyester composite [J]. J. Environ. Sci. Heal., 1996,31(6):1345-1359.
[15] Patel S, Gonsalves K, Stivala S, et al. Alternative procedures for the recycling of sheet molding compounds [J]. Adv. Polymer Tech., 1993,12(1):35-45.
[16] Guo J, Li J, Rao Q, et al. Phenolic molding compound filled with nonmetals of waste PCBs [J]. Environ. Sci. Technol., 2008,42(2): 624-628.
[17] GB/T1040.2-2006塑料拉伸性能的測定 第2部分:模塑和擠塑塑料的試驗(yàn)條件 [S].
[18] GB/T 9341-2000塑料彎曲性能實(shí)驗(yàn)方法 [S].
[19] GB/T 1843-1996塑料懸臂梁沖擊試驗(yàn)方法 [S].
[20] 楊紅梅.玻璃纖維增強(qiáng)聚丙烯復(fù)合材料的研究進(jìn)展 [J]. 合成樹脂及塑料, 2002,19(3):49-52.
[21] CJ/T 211-2005聚合物基復(fù)合材料檢查井蓋 [S].
An innovate method to recycle non-metallic materials from waste printed circuit board.
DUAN Hua-bo, LI Jin-hui*, WANG Si-ting (School of Environment, Tsinghua University, Beijing 100084, China). China Environmental Science, 2012,32(1):100~104
The reuse of non-metallic material separated from PWBs residues before and after thermo-shocked pretreatment was investigated. With the blending of various additives from silane coupling agents, lubricant agents, anti-oxidizing agents to processing modifier, the non-metallic material could be filled to produce polymeric composite materials subjected to the injection and molding processes. Said method was also appropriate to thermo-shocked non-metallic material. The mechanical property was qualified by compared with the standard limit of related composite materials. The maximum amount of recyclate that could be added to a composite board was 30% of weight, with the additive agents of: silane coupling agents (1%), lubricant agents (1%), anti-oxidizing agents (1%) and processing modifier (5%).
waste printed circuit board;non-metallic materials;recycling;thermal treatment
2011-03-09
環(huán)保公益性行業(yè)科研專項(xiàng)
* 責(zé)任作者, 教授, jinhui@tsinghua.edu.cn
X705
A
1000-6923(2012)01-0100-05
段華波(1981-),男,湖北孝感人,清華大學(xué)環(huán)境學(xué)院博士后,主要從事電子廢物資源化研究.發(fā)表論文20余篇.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進(jìn)展(2021年3期)2021-06-09 08:07:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2016年5期)2016-04-16 05:25:36
中國塑料(2015年3期)2015-11-27 03:41:38
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19