EPC對邊系統在首鋼平整分卷中的常見故障及處理方法
2013-01-01 00:00:00黃雪巖
科技資訊 2013年3期
摘 要:介紹了EPC糾偏系統的硬件組成、原理、對邊方式及常見故障處理方法
關鍵詞:EPC糾偏系統 常見故障 位移傳感器 對邊方式
中圖分類號:TG333 文獻標識碼:A 文章編號:1672-3791(2013)01(c)-0106-01
首鋼京唐公司熱軋平整分卷生產線,具有較高的生產工藝和先進的自動化控制化水平,平整機組不僅能提高板材表面質量和板型,改善板材的機械性能,也可以作為鋼卷分切線使用,滿足各類用戶的需求。機組最高的設計工作速度600 m/min,年生產能力達到100萬噸。如此高速的生產線,帶鋼在運行過程中偏離機組中心線可能會造成設備的損壞及人員的傷害, 因此必須有一個可靠的糾偏系統,才能保證生產質量和產量,首鋼京唐平整分卷生產線采用的是德國EMG公司的CPC(Center Position Control)對中及EPC(Edge Position Control)對邊糾偏系統,本文僅對EPC對邊糾偏系統的常見故障及處理方法簡要說明。
1 EPC糾偏系統的硬件組成
EPC對邊系統由一套光電探測頭定位器通過對帶鋼邊緣位置的跟蹤,使板帶邊緣對準一點卷取,并通過CANBUS總線與其自帶處理器進行檢測糾偏等控制,達到板帶卷一邊平齊的目的。
2 EPC糾偏系統的原理:
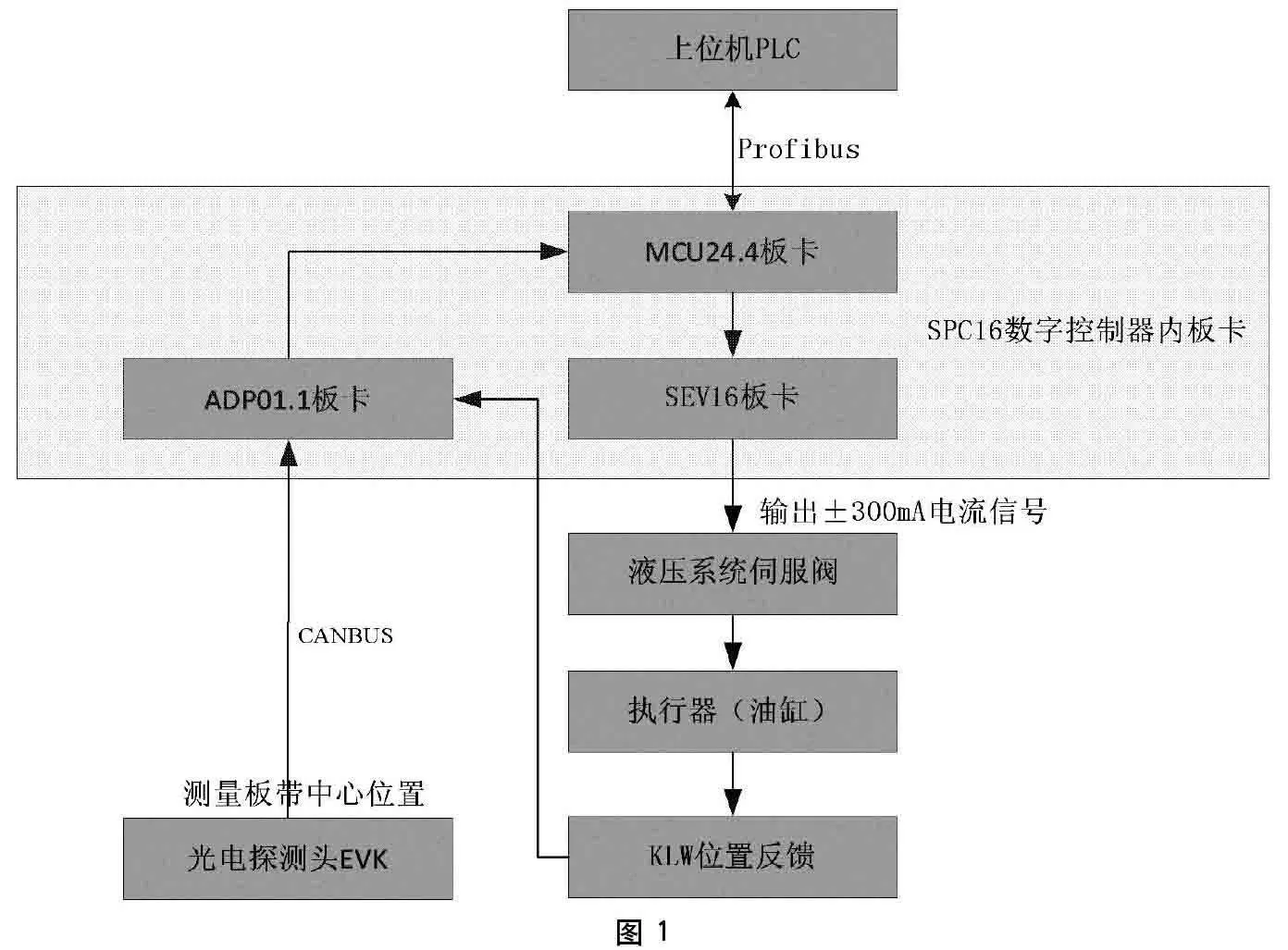
EPC對邊系統與生產線PLC通過Profibus-DP總線進行通信控制。EPC對邊系統內部利用光電探頭EVK檢測板帶邊緣來測量板帶位置,通過CANBUS總線將其傳送到ADP01.1板卡轉換成數字信號后傳送至MCU24.2板卡進行信號處理計算,終端伺服放大器輸出±300 mA電流信號來控制伺服閥,通過伺服閥控制油缸動作,由KLW線性位移傳感器檢測油缸行程,并反饋到MCU24.2中進而進行差值計算,形成一套完整的閉環控制系統,達到對邊效果(如圖1)。
卷曲機卷筒的軸向移動對邊的投入是通過上位機PLC向CPC系統發送相應的指令信號、EPC系統根據指令控制伺服閥來實現。
3 EPC對邊系統分為以下兩種對邊方式
3.1 自動對邊方式
帶鋼的對邊控制在自動方式下運行,此時,EPC系統根據帶鋼的邊沿檢測信號移動卷筒,使其邊沿始終對齊初始位置。EPC進行糾偏控制時的液壓缸調節行程范圍-100~+100mm,當到達某一側的極限位置時,停在該極限位置處;如果帶鋼偏離量超過調節范圍,給出報警信號。卷取過程中,可以手動投入或解除自動對邊偏控制。
3.2 手動對邊方式
手動方式用于除對中控制外的其它需要移動卷筒的情況。手動方式下卷筒的移動可單獨手動點動操作,也可在聯動上卷或卷曲機復位時自動起動。經過長時間對EMG糾偏系統的學習和維護,結合EPC對邊系統工作原理,總結出以下常見故障及處理方法。
3.3 常見故障及處理方法
(1)EMG糾偏系統斷電檢修后,數字式控制器SPC16無ready信號導致EPC對邊系統無法啟動的故障是比較常見的。首先檢查高頻交變光源發射器LIC1075的反饋信號是否正常,夏季高頻交變光源發射器停電后重新恢復到工作狀態的時間約為30 min,冬季恢復時間要更長一些,約為40 min。高頻交變光源反饋正常后,檢查系統電源,和所有板卡。更換板卡時要注意,所更換板卡撥碼與原板卡撥碼位置一致。檢查CANBUS終端電阻及插頭是否牢固,重新啟動數字式控制器SPC16。
(2)光電探頭EVK能正常接收高頻交變光源是保證EPC對邊質量的基礎,但是由于現場環境等原因經常會造成光電探頭表面臟,要定期用鏡頭擦拭紙對鏡頭進行擦拭,隨時清理光源發射器。首鋼京唐平整分卷清理光源的方法是操作人員手動擦拭光源發射器,但是由于光源距地面有一段距離,很容易造成人員墜落的危險。加入一組自動吹掃裝置,能完美解決這一問題,每完成一次過卷后由PLC系統給自動吹掃裝置發送吹掃指令達到清潔光源的目的。
(3)由于現場震動等原因兩個光電探頭的角度會發生變化。維修時通過ECU01操作面板觀察兩組測量探頭的反饋數據,如測量探頭測量值點數小于10000,參考探頭點測量值數小于5000,則需要重新標定探頭保證生產質量。
(4)線性位移傳感器KLW300.012可以記錄執行器的位置,發送給位置控制器的信號可用于手動模式和自動模式的控制。但其經過長時間的運行后,由于機械損壞等原因,會導致測量數據不夠精確或數據跳變等情況,解決這種問題需要對其進行更換。更換時需要對其進行重新標定,才能達到生產工藝要求,總結具體的標定過程如下。
(1)首先,確定機械安裝是否達到要求,必須水平安裝并與液壓缸平行,KLW行程必須大于液壓缸機械行程。
(2)將SPC16中ECU01調到“手動”模。式
(3)設置P008(cylinder stroke)參數為300mm。
(4)通過ECU01手動控制伺服閥使液壓缸移動到中心位置,位移傳感器行程與液壓缸行程相對應。觀測M006(actual position cylinder)的值是否為0.0 mm,如果不是則需要移動位移傳感器。
(5)手動將液壓缸移動50.0 mm關閉液壓系統使其保持靜止,調節P006(scaling stroke transducer cylinder)參數,使M006(actual position cylinder)參數的值為50.0 mm。
5 結語
通過對故障的快速處理,不斷的對設備參數進行優化,使得EPC對邊糾偏系統在首鋼平整分卷機組能夠更穩定的工作,保證了設備的穩定運行和控制精度,提高了帶鋼的卷形質量,減少了故障停機時間,使生產線能夠連續、穩定生產。