P參數在低端數控銑床中銑削橢圓及橢圓弧的應用
2013-01-21 09:18:14張亞新
赤峰學院學報·自然科學版 2013年10期
張亞新
(赤峰學院 建筑與機械工程學院,內蒙古 赤峰 024000)
隨著計算機技術的飛速發展,數控技術已廣泛應用于機械制造行業,各個類型的數控機床層出不窮.在數控銑床領域,目前低端的數控銑床因其良好的可靠性和經濟性成為國內市場的主流.但是低端數控銑床的平面插補功能僅有直線和圓弧插補,沒有橢圓弧插補,如果想加工橢圓或橢圓弧僅靠編程是很難實現的.
當前工廠中熟練工人在不可避免的需要銑出橢圓弧或橢圓時常采用“平面截圓柱面得橢圓的原理”加工,即一個平面去截圓柱面,如果該截平面與圓柱面的軸線既不垂直也不平行,那么截得的形狀便是一個橢圓[1].這種方法裝夾難度大,操作復雜,對工人的要求高,不適合大量加工.本文提出一種簡便的使用低端數控銑床加工橢圓和橢圓弧的方法.
1 P 參數及電子齒輪倍/分率設置
無論高端數控系統還是低端數控系統,用戶都可以設置一些參數,即PARAM參數.通常在數控系統中PARAM參數包含刀具參數、位參數、螺距誤差、主軸參數以及P 參數.P參數又稱為系統參數,它的主要功能是機床和數控系統的參數設置.在眾多P參數中有六個重要的參數:X、Y、Z各向電子齒輪倍率和電子齒輪分率.這六個參數默認的出廠值都是1,用戶可以分別設置電子齒輪倍率和電子齒輪分率.
電子齒輪倍率和電子齒輪分率的設置是由于數控系統中采用了“電子齒輪箱”系統,電子齒輪箱用于電氣自動控制技術來代替機械傳動箱機構,以期獲得高精度、高質量的加工[2,3].如圖1所示,由分/倍頻器、鑒相器、環路濾波器、控制器、編碼器以及電機組成[4].
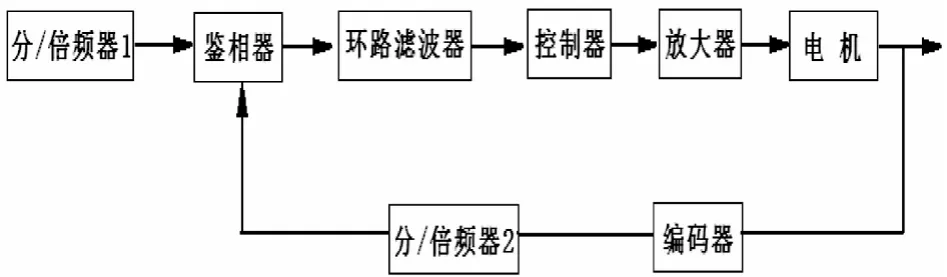
圖1 電子齒輪箱結構圖
電子齒輪箱的運動信息都是以脈沖數字量方式進行處理與傳遞的,通過設置X、Y向的電子齒輪倍率和分率,可以使在相同的程序控制下工作臺X向與Y向按不同比例運動.
2 橢圓的一種特殊描述方式
平面內與兩個定點的距離的和等于常數的點的軌跡叫做橢圓.橢圓的標準方程為:



由(3)式可知橢圓可以用相應比例系數改變一個坐標軸的笛卡爾坐標系描繪的圓來表示,如圖2所示.
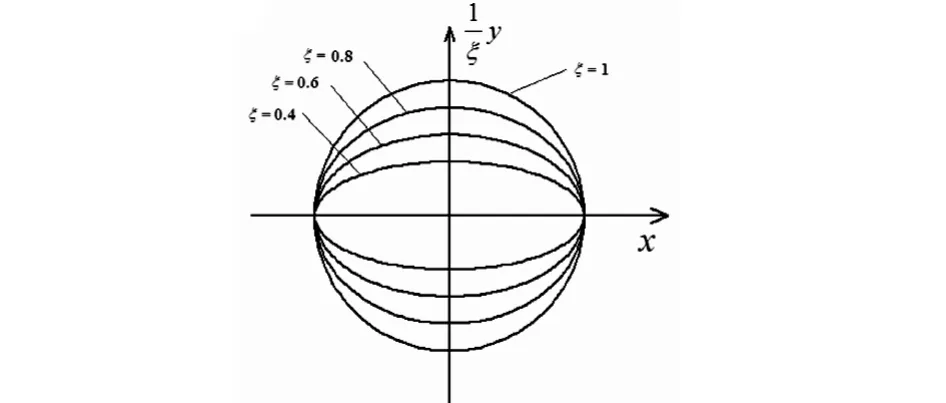
圖2 改變ξ 系數用圓來描述橢圓
3 通過改變P 參數銑削橢圓及橢圓弧
3.1 P參數的設置
橢圓是原點對稱圖形,在銑削橢圓時僅考慮X、Y軸中的一個坐標軸和兩個坐標軸同時考慮,結果是一樣的,但同時考慮兩個坐標軸增加空間思維的難度,因此只選用P參數中的Y向電子齒輪倍率和Y向電子齒輪分率.
在低端數控系統中,Y向電子齒輪倍率和電子齒輪分率只能識別大于0的整數,即這兩個參數無論設置成任何數值,只有小數點前的整數有效.同時考慮到低端數控銑床的精度,在加工過程中將Y向電子齒輪倍率和電子齒輪分率設置成1到20的整數.根據電子齒輪的原理可推出橢圓長短軸比ξ 與電子齒輪倍/分率參數之間的關系:

式中:α 電子齒輪倍率參數,α∈(1、2、3、……20)
β 電子齒輪分率參數,β∈(1、2、3、……20)
由式(4)可知橢圓長短軸比ξ 的取值有方式有240多種如表1所示,對于本身就有很大插補誤差的低端數控系統,240多種ξ 值能涵蓋95%以上的橢圓加工需要.
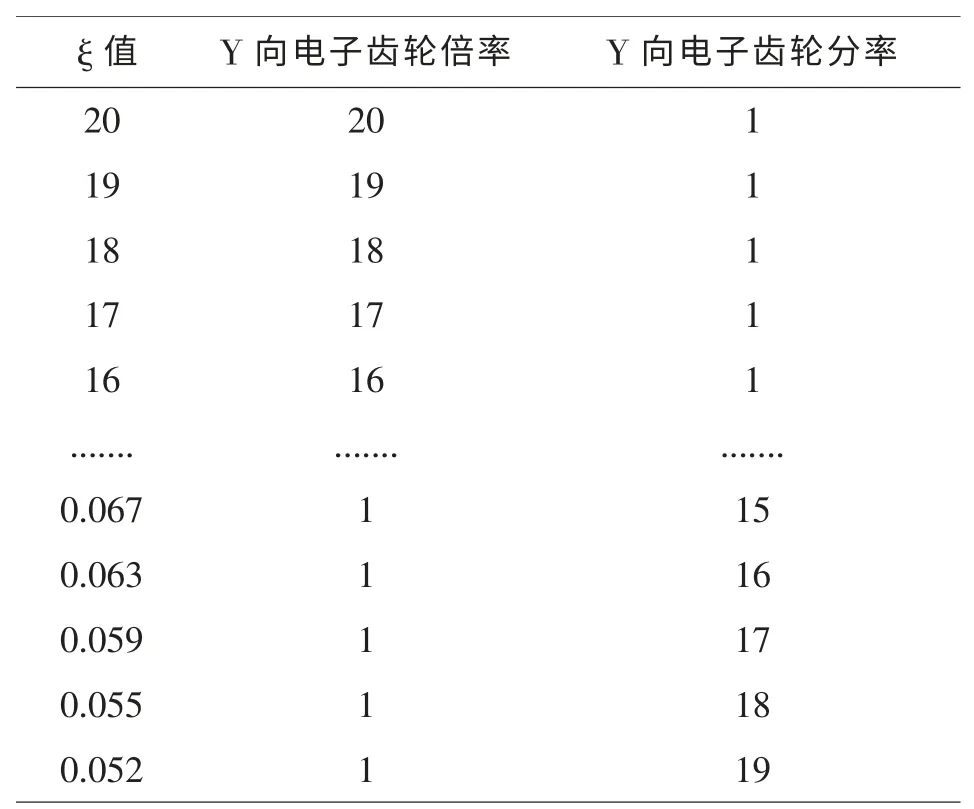
表1 常用ξ 值對應的Y向電子齒輪倍/分率參數
3.2 橢圓的銑削
橢圓銑削時首先通過在工作臺上調整工件角度,使橢圓長軸與X軸平行如圖3所示.

圖3 調整工件角度使橢圓長軸與X軸平行
通過橢圓的半長軸a和半短軸b,計算確定橢圓長短軸比值,并在常用ξ 值對應的Y向電子齒輪倍/分率參數表中,查得與ξ 最接近的值后設置到P參數中Y向電子齒輪倍/分率.最后取加工橢圓半長軸a為圓半徑以相對坐標編程銑削圓,常見低端數控系統命令形式:

采用改變P參數銑削橢圓的步驟圖如圖4所示.

圖4 采用改變P參數銑削橢圓
3.3 橢圓弧的銑削
橢圓弧一般會與直線或圓弧一起加工,利用P參數法加工橢圓弧要比加工橢圓要復雜.首先要調整工件,使橢圓弧所在的橢圓長軸與X軸平行如圖5所示.
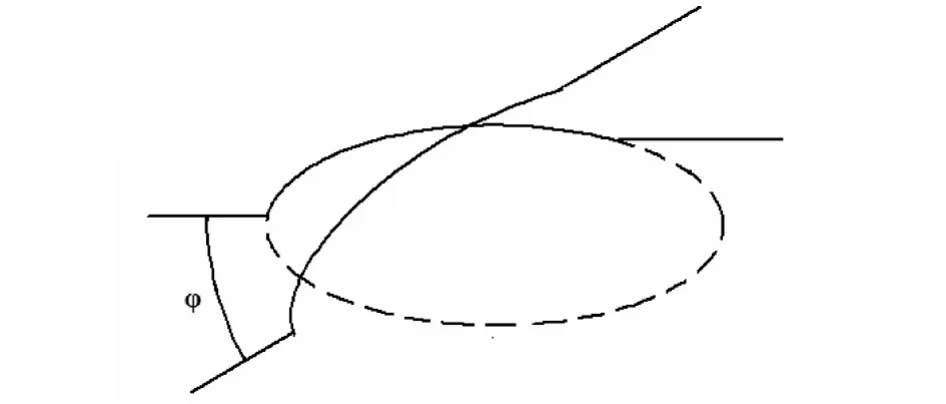
圖5 調整加工橢圓弧工件
通過橢圓弧所在橢圓的半長軸a和半短軸b,計算確定橢圓長短軸比值,在常用ξ 值對應的Y向電子齒輪倍/分率參數表中,查得與ξ 最接近的值后設置到P參數中Y向電子齒輪倍/分率.在編程過程中,考慮到已設置的Y向電子齒輪倍/分率,因此橢圓弧終點的Y軸坐標值應為原來的倍.取加工橢圓半長軸a為圓半徑以相對坐標編程銑削圓弧,常見低端數控系統命令形式為:

命令中:X1橢圓弧終點的X軸坐標
Y1橢圓弧終點的Y軸坐標
橢圓弧銑削完成后,修改P參數,調整工件繼續其他曲線的加工.利用P參數銑削橢圓弧的步驟如圖6所示.
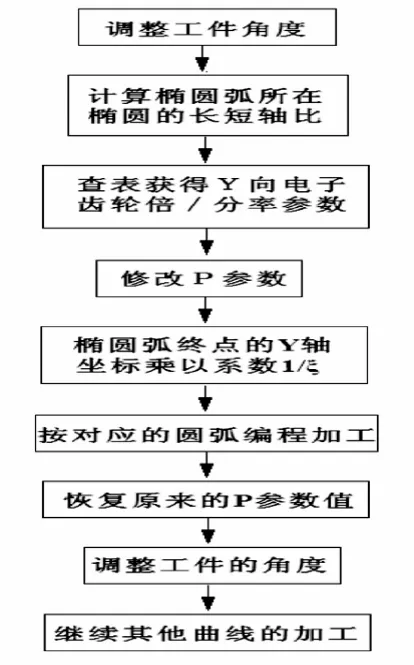
圖6 采用改變P參數銑削橢圓弧
4 結論
通過簡單的數學計算結合常用ξ 值對應的Y向電子齒輪倍/分率表得到數控銑床的電子齒輪倍率和電子齒輪分率參數,修改參數和Y軸終點坐標可實現在低端數控銑床中銑削橢圓及橢圓弧,該銑削方法較以往的“平面截圓柱面”銑削橢圓及橢圓弧方法,計算簡單,裝夾定位方便,對操作人員的要求低,適合低端數控銑床的加工使用.
〔1〕駱燦彬,沈劍云,何江川.萬能鐵床禪枷圓孔及鐵圓珠面的方法[J].機械工人,2002(09).
〔2〕熊顯文,張柱銀,廖翠姣.基于電子齒輪箱的數控插齒機內聯傳動結構[J].機械科學與技術,2008(06).
〔3〕莊磊,左敦穩,王珉,等.電子齒輪箱系統的研究與應用[J].機械設計與制造工程,2001,30(2):48~50.
〔4〕莊磊.電子齒輪箱關鍵控制技術及其應用研究[D].南京航空航天大學,2001.
〔5〕張彥博,等.弧長橢圓時間分割插補算法[J].機床與液壓,2005(7):41-42.
〔6〕TMS320x281x Event Manager (EV) Reference Guide(Rev.C). Texas Instruments,08 Nov 2004.