基于SFC功能的專用鏜銑床的多模式控制
2013-02-18 08:35:44
裝備制造技術 2013年1期
(大連職業技術學院,遼寧 大 連 1 16021)
可編程控制器(PLC)是在電氣控制技術和計算機技術的基礎上開發出來的,把自動化技術、計算機技術、通信技術融為一體的工業控制裝置。利用PLC可以對多種設備進行控制,常用的方法有梯形圖設計和順序功能設計。梯形圖進行設計要求工序與工序間相互連鎖,其連鎖關系也比較復雜,而且不同的設計者的編程習慣、思路、方法也不相同,以至于其他人要理解起來比較困難。
順序功能圖(Sequeential Function Chart)是一種IEC標準推薦的首選編程語言,其是按照工藝流程圖進行編程的圖形編程語言,程序是按照設備的動作順序進行編寫,不同的人員都比較容易理解,因此,近年來在PLC編程中已經得到了普及和推廣。
在實際的生產設備中,多數情況下其控制過程都有一定的順序,因此,可將生產過程的控制要求以工序劃分成若干段,每一個工序完成一定的功能,在滿足轉移條件后,從當前工序轉移到下道工序,程序中可以很直觀地看到設備的動作順序。本文以專用鏜床的PLC控制系統為例,講述SFC功能的使用。本文主要闡述SFC功能的設計思路,重點描述多方式的處理方法,因此,對機床的動作加以簡化。
1 專用鏜床的總體需求
此機床通過人工完成上、下料。在系統中,除加工動力頭的主軸由電動機驅動外,其余各運動部件均由液壓驅動,具體動作及液壓控制元件,如圖1所示。
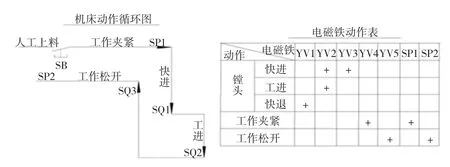
圖1 機床總體要求
根據機床的動作,確定機床的運行方式。共有連續全自動工作循環、單步運行、回原位方式和手動四種工作方式,他們的主要功能為:
(1)全自動運行方式:用于機床連續的對成批工件的自動加工,自動方式是在原位上按啟動按鈕,開始按照機床動作連續運行(如圖1),直到按下停止按鈕為止。
(2)單步:單步是每按啟動按鈕,按照機床的動作順序前進一個工序,其主要用于調試及維修的操作。
(3)回原位方式:回原位方式是用于機床復位或在動作過程中出現問題時,通過緊急處理方式讓各個動作回到初始狀態。
(4)手動運行:手動運行方式供調試及維修用,由按鈕對每一個動作單獨控制,無需按照機床的動作順序來進行動作,按下相應的按鈕即可完成相應的動作。
2 電氣控制回路的硬件組成
根據機床的要求,其輸入和輸出都是開關量,而且輸出的速度要求不高,因此,可選用市面上常見的帶有順序控制功能的PLC就可以,本機采用三菱FX2N系列的繼電器輸出類型的PLC,而且可以根據輸入、輸出的點數來選用PLC的主控單元和擴展單元(不具體描述)。在這里應注意,為了使方式選擇不同時為1,即地址X10—X13不同時為1,應該使用旋鈕開關作為方式選擇開關。其具體的I/O地址布置圖,如圖2所示。
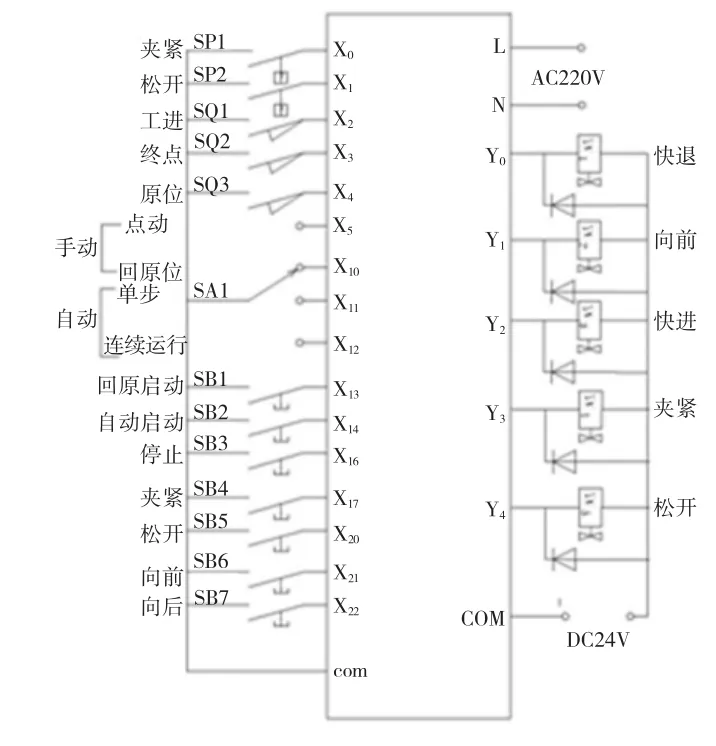
圖2 I/O地址布置圖
3 程序設計
3.1 程序總體結構
此機床分為4種工作方式,若采用一般編程語言設計,對于設計人員而言需要一定的設計經驗,初學者不易掌握,而采用步進順序控制指令SFC,可以很方便地把機床的動作順序編成順序功能圖,再編制程序,簡化了工作。圖3為程序的總體結構圖,共有3個SFC功能塊和一個梯形塊圖。功能塊1為點動方式程序;功能塊2為回原位方式程序;功能塊3為連續運行和單步方式程序;梯形圖塊為初始化程序。以下主要針對多方式進行詳述,至于每步的畫法讀者可自行分析。
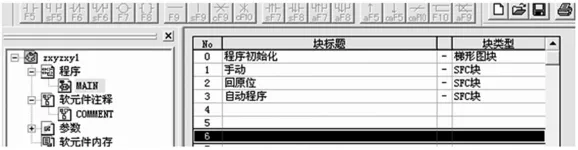
圖3 程序總體結構
圖4為初始化程序,使用了IST指令,IST指令為狀態初始化指令,用于步進階梯中的初始狀態和特殊輔助繼電器的自動控制指令,在IST指令中設定了手動、回原位、單步、循環運行一次、連續運行等的操作模式。這些方式的順序及設定的內容是不能改變的,如圖4中,在20行中用IST選用M0作為模式指定的輸入軟件的首地址,指令規定了M0開始之后的8個地址的內容,M0為1時為手動,M1為1時為回原位,以此類推,M2,M3,M4,M5,M6,M7 為 1 時依次為單步、循環運行一次、連續運行、回原啟動按鈕地址、自動開始按鈕地址、停止按鈕地址。其中本案例中循環一次方式沒有使用,但是M3地址不允許跳過,可以將其處理為0。實際生產中可以根據自己的需要來選擇方式,不用的方式其地址處理為0即可。
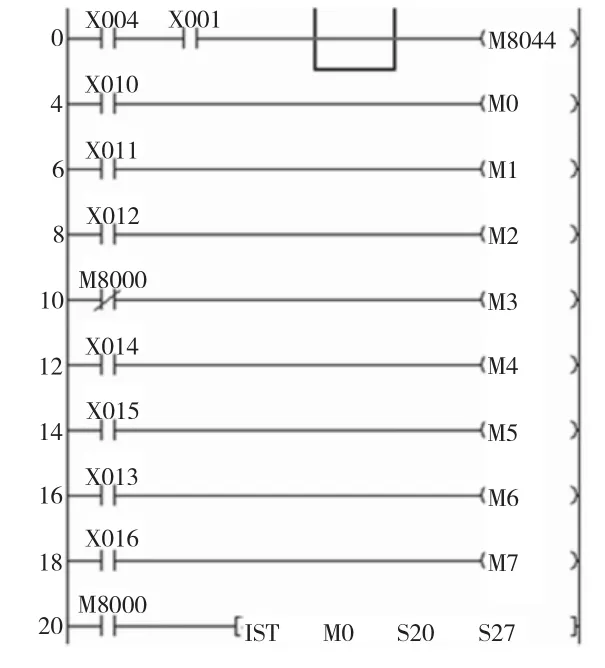
圖4 程序初始化
3.2 點動程序設計
點動程序的初始狀態繼電器必須為S0,由于不用按照順序來完成,因此,只使用了一個狀態繼電器S0。在操作時先將點動方式選擇旋鈕為1(圖2中的X10地址為1),然后按動相應的點動按鈕(SB4-SB7)完成點動動作。圖5為點動程序,此程序著重注意了點動向前分為快進和工進動作。
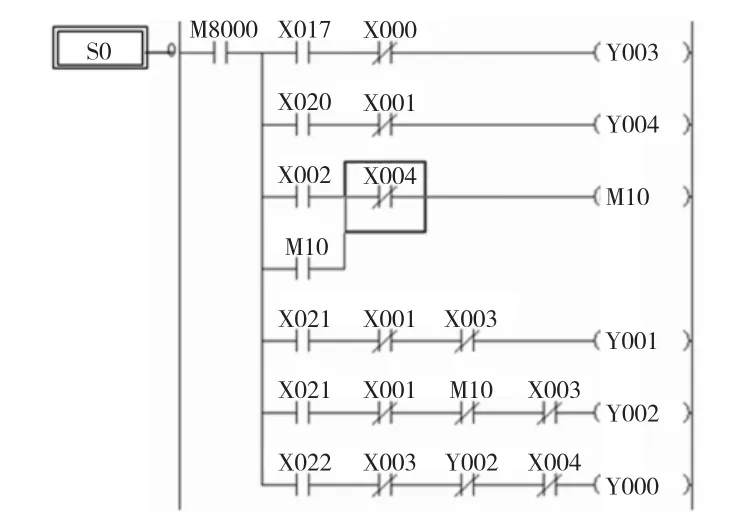
圖5 點動順序功能圖
3.3 回原程序設計
回原程序必須使用初始狀態繼電器為S1,中間使用S10-S19狀態繼電器,在程序的最后使輔助繼電器M8043置位,代表回原位結束。如圖6所示,在調試階段,將旋鈕選擇在回原方式,按動回原啟動按鈕SB1(X14),按照編制的程序完成。在自動方式下,將旋鈕旋到回原方式則自動程序停止,再按下SB1(X14)開始回原過程。如果不編制回原程序,在自動程序前也必須使M8043為1。
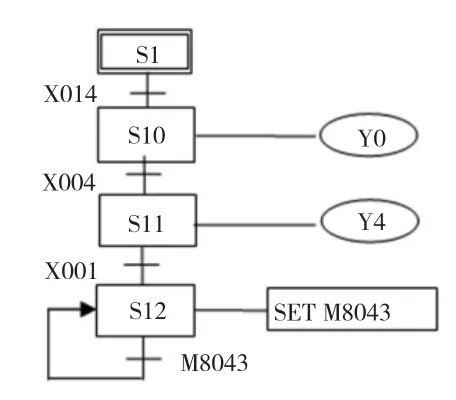
圖6 回原位順序功能圖
3.4 自動程序設計(單步、全自動運行)
自動運行程序是機床正常加工的必用程序,其包括單步、循環一次、連續運行三種方式的程序,本案例沒有循環一次運行方式。通過地址X12和X13旋鈕選擇單步和連續運行工作方式。自動程序必須使用初始狀態繼電器為S2;如圖7所示,中間狀態繼電器的起始地址由IST指令確定。此案例自動程序有6步組成,當選擇單步運行方式,輔助繼電器M8041是在啟動按鈕SB2(X15)按下時動作,相當于點動;每按動一次SB2,按照編制的程序運行一步。當選擇連續運行時,輔助繼電器M8041在啟動按鈕SB2(X15)按下時保持動作,直到按下SB3(X16)時接觸,相當于按鈕的自鎖控制,按動啟動按鈕SB2程序按照編制的順序自動進行。
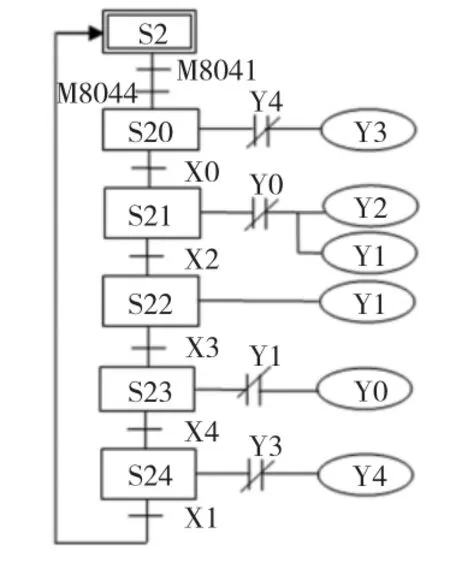
圖7 自動順序功能圖
在實際工作中,可以在幾種工作方式下轉換。單步和連續運行同屬于自動運行方式,因此,如果程序處于自動運行狀態中(功能塊3),旋鈕在單步和連續運行方式下切換,則程序可以在單步和連續運行間自動的轉換;同樣,點動和回原位屬于手動工作方式,因此可以在回原位和手動方式下自由的轉換即在功能塊2和功能塊1中自由的切換。如果旋鈕在手動和自動方式下轉換,則原先的程序停止;從手動轉換為自動,則必須使M8043有效,此案例中必須執行一次回原位程序。也就是自動運行在回原復位結束后才可以再次驅動。
4 結束語
本案例具有極強的實踐性,讀者可以根據不同的設備要求在此基礎上加以改變。當然,對于以中斷程序為主的非順控程序的控制,用SFC功能顯然不如梯形圖編程簡單。因此,當不適合使用SFC的時候可以使用梯形圖程序去控制,這樣可以根據不同的控制場合而靈活使用各種語言實現對設備的控制。
[1]田瑞庭.可編程控制器應用技術[M].北京:機械工業出版社,1994.
[2]呂愛華.電氣控制與PLC應用技術[M].北京:電子工業出版社,2011.
[3]程 周.電氣控制與PLC原理及應用[M].北京:電子工業出版社,2010.
[4]三菱株式會社.三菱微型可編程控制器編程手冊(產品手冊)[K].北京:三菱株式會社,2001.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
人大建設(2019年12期)2019-05-21 02:55:44
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
環球時報(2017-03-30)2017-03-30 06:44:45
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
中國衛生(2015年3期)2015-11-19 02:53:32
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37