QC案例:降低150W電弧管機封廢品率
2013-02-21 12:07:02/文
上海質量 2013年6期
/ 文
上海亞明照明有限公司生產的150W電弧管具有光效高,壽命長,顯色指數高等特點,2011年150W金鹵燈訂單需求量不斷增加,車間增加了150W生產線,提高了產能。但是在生產中發現,150W電弧管機封廢品率始終超過了車間的標準。公司光源工廠石英電弧管車間的降耗先鋒QC小組就以降低150W電弧管機封廢品率為本次QC活動的課題進行改進。該項目在2012年上海市QC擂臺賽上獲得“特等獎”。
選題理由 設定目標
小組成員對2011年1月至2011年3月的150W電弧管機封生產情況進行了調查,結果顯示150W電弧管機封廢品率平均為4.9%,不符合車間提出“150W電弧管機封廢品率控制在 3.5%以下”的績效目標要求。為此小組成員決定從降低廢品率著手,開展QC攻關活動。并確定本次課題活動目標為:150W電弧管機封廢品率低于3.5%。

接著,小組對2011年1月至3月150W電弧管機封廢品缺陷情況進行調查并分類匯總,結果顯示“鉬桿石英料開裂”和“鎢桿石英料開裂”占了總的廢品率的86.3%,是造成150W電弧管機封廢品率高的主要原因 。鉬(鎢)桿石英料開裂,是指石英料經火焰燃燒至熔融,與鉬(鎢)桿封接在一起后,鉬(鎢)桿處石英料開裂的缺陷(見圖1)。
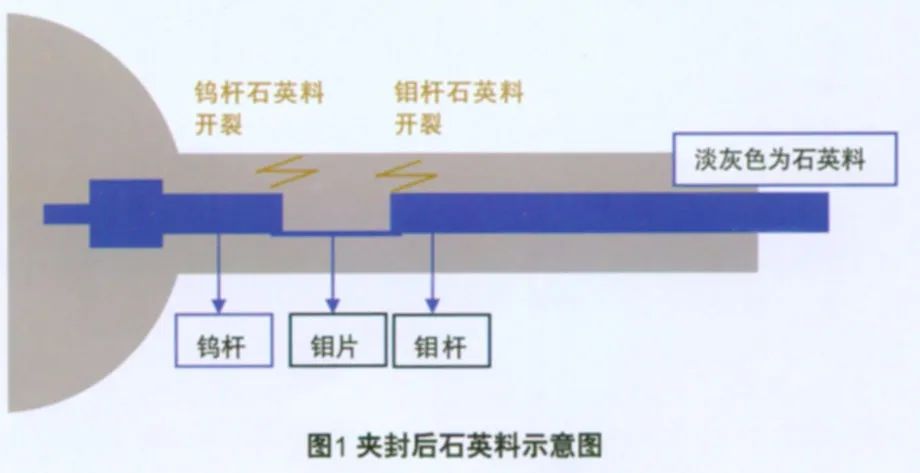
要達目標就必須解決“鉬桿石英料開裂”和“鎢桿石英料開裂”這兩個問題,若能把“鉬桿石英料開裂”和“鎢桿石英料開裂”各解決50%,那么150W電弧管機封廢品率就能控制在3.5% 以下。
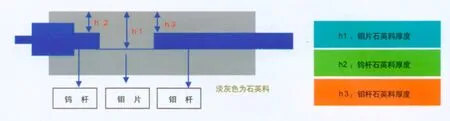
圖2 石英料厚度示意
原因分析 確認要因
針對“鉬桿石英料開裂”和“鎢桿石英料開裂”,小組成員運用頭腦風暴法,集思廣益展開了激烈討論,使用關聯圖進行了分析,找到了9條末端因素,并一一進行要因確認。
要因確認一:石英料厚度變化程度大。小組成員對夾封后鉬桿、鎢桿石英料厚度和鉬片石英料厚度使用投影儀進行了測量,并計算出它們之間的變化程度。經測量計算,鉬桿、鎢桿石英料厚度與鉬片石英料厚度變化程度大于30%,不符合標準要求,是造成“鉬桿石英料開裂”和“鎢桿石英料開裂”的主要原因(見圖2)。
要因確認二:夾模沖擊力大。小組成員在生產現場對150W機封車夾模沖擊力大進行了檢查和測試。使用各種測量工具將夾模組件重量、夾模速度、石英料變形位移一一測試出來,數據顯示夾模的沖擊力最大為1936牛頓,最小為1703牛頓,都大于標準1436牛頓,不符合標準要求,所以是要因。
末端因素電弧管擺放不整齊、鉬桿表面有毛刺、鎢桿表面有毛刺、夾模沒有定時清洗、夾模壓力大、火頭燃燒溫度偏差大、夾封時間長,經現場檢查及測試,均符合要求,為非要因。
經小組成員逐一確認后,導致“鉬桿石英料開裂”和“鎢桿石英料開裂”主要因素有2條:石英料厚度變化程度大、夾模沖擊力大。
制定方案 實施對策
1.對策方案選優
針對主要因素一石英料厚度變化程度大,小組制定了兩個方案進行比較,通過經濟性、有效性、安全性及可操作性綜合考量后,小組最后決定采用方案一:夾模開槽。在夾模鉬桿和鎢桿位置開槽,一部份熔融的石英料在夾封過程中流向槽內,增加了鉬桿石英料和鎢桿石英料的厚度。而鉬片石英料厚度保持不變,這樣就減小了石英料的厚度變化程度;在原有的模具上開槽,成本小,加工簡單,不會產生其它質量問題。
針對主要因素二夾模沖擊力大,小組決定在夾模運動方向安裝阻尼器。安裝阻尼器后可以使夾模在夾到石英料的瞬間受到一定的阻力,降低夾模對石英料的沖擊力。阻尼器行程和阻尼強度可以調節,這樣可以有效降低石英料受到的壓強;安裝方便,使用安全。
在確定選用的方案后,小組制定了對策表,并按照的對策表進行對策實施。
對策實施一:夾模開槽
措施1)夾模槽設計
(1)夾模鎢桿槽深度和長度設計:
根據鎢桿石英料厚度與鉬片石英料厚度變化程度小于30%的原則,計算出夾模槽理論深度最小為 1.085-0.95=0.135毫米,考慮到加工時誤差等因素,小組將夾模鎢桿槽深度設計為 0.15毫米。經測量鎢桿長度為8毫米,考慮到加工時的誤差,小組將夾模鎢桿槽長度設計為9毫米。
(2)夾模鉬桿槽深度和長度設計:
夾模鉬桿槽的深度與鎢桿槽深度設計原理是一樣的,因此也為0.15毫米。鉬桿長度為15毫米,同樣考慮到加工時的誤差,小組將夾模鉬桿槽長度設計為16毫米。
設計后,小組成員將新的圖紙發給零部件加工商進行制作,并對新夾模進行了安裝和調試。新夾模安裝調試后,鎢桿、鉬桿石英料厚度與鉬片石英料厚度變化程度都小于30%,說明新夾模的設計是有效的。
對策實施二:在夾模運動方向安裝阻尼器
小組成員在夾模導軌上安裝了阻尼器,并進行了調試試驗,確定了阻尼器的最大行程,既可以起到阻尼的效果,又可以避免阻尼器因壓迫過緊,導致阻尼器的損壞。然后設置阻尼器的阻尼強度。小組在生產過程中對其使用效果進行了測試,安裝了阻尼器后,夾模沖擊力最大為1419N,最小為1181N,都小于1436 N,達到了對策目標。說明阻尼器安裝調試后夾模沖擊力明顯減小,阻尼器的參數設置是有效的。
效果檢查
小組在實施期、鞏固期對150w電弧管機封廢品率進行檢查,實施期150W電弧管機封廢品率最高為3.48%,鞏固期150W電弧管機封廢品率最高為2.71%,都在3.5%以下,達到活動的預期目標。
本次活動不僅提高了產品質量,提升產品在市場中的競爭力,為爭取更多訂單提供了質量保障,也體現了公司“消除一切浪費”的精益生產理念。同時也使小組成員在團隊合作、分析問題能力、現場改善意識、質量意識、等方面有所提高。
專家點評:
該小組針對150W電弧管機封廢品率高的問題進行課題攻關,通過采取一系列措施,解決了鉬桿石英料和鎢桿石英料開裂的問題,使150W電弧管機封廢品率控制在3.5%以下,達到活動預期目標。活動過程環環相扣,層次清晰,邏輯性強,小組針對主要因素進行對策評價,使采取的對策針對性強。能真實反映小組活動的具體情況,始終用數據說話,工具運用適當。活動程序符合QC小組活動程序要求。
可改進之處:
1)個別要因確認項數據還不夠充分;
2)無形效益中可適當體現用戶對產品質量的評價。
