承力格柵壓塑模設計
2013-02-24 02:54:38施靜
中國新技術新產品 2013年4期
施靜
(上海復合材料科技有限公司,上海 201101)
1 塑件工藝分析
該塑件選用鎂酚醛樹脂作基體,4114紗元堿玻璃纖維預浸料和預混料混合作增強材料,采取模壓成型的工藝方法。這樣做的優點是鎂酚醛樹脂能快速成型,耐高溫,同時模壓料成型時流動性好,易于批量生產。模壓成型工藝的優點是產品尺寸準確,表面光潔,適于批量生產,無需有損產品性能的輔助加工,產品的外觀及尺寸的重復性好。
2 設計難點
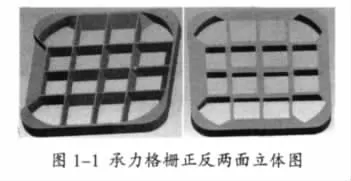
承力格柵的形狀如圖1-1所示,作用面積500×500mm,高度45mm,塑件的中間部分全部都是加強筋,實體受壓面積較少,這對零件的成型工藝來說是個難點。
3模具結構設計
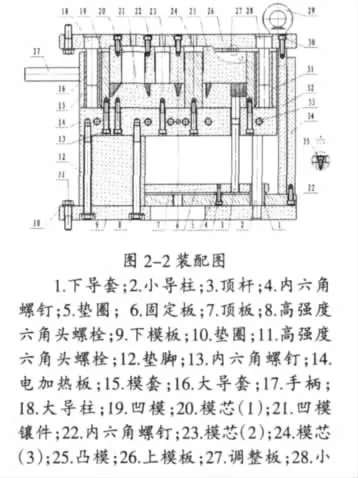
模具為一模一腔,固定式熱固性壓塑模,結構如圖2-2所示。導柱;29.吊環螺釘;30. 內六角螺釘;31.小導套;32.上拉板;33.電熱棒;34.下拉板;35.內六角螺釘。
3.1 壓機的選擇
成形壓力的計算 F’=P×A×n×K(N)
F'-成型壓力(N);P-成形壓強(Mpa)(50~100,由工藝定);A-單個型腔的投影面積(mm2);n-型腔數;K-安全系數;K=1.1~1.2。
本副模具成形壓強取30Mpa,型腔的投影面積為168341mm2,模具的腔數為1,安全系數取1.2,根據計算:
F’=30×168341×1×1.2=6060276(N)≈606(T)
故我們選用630T壓機。
3.2 模具材料和熱處理
對于形狀復雜、要求熱處理變形小的凹模鑲件和凸模材料選用:H13,凹模的材料選用:42CrMo,根據力學分析凹模內腔所受到的側向壓力相對于凹模鑲件所受到的垂直壓力來說要大,所以凹模的熱處理不宜過硬,應該比凹模鑲件和凸模要低,否則受力后材料容易斷裂,因此我們凹模熱處理選擇HRC40-45,凹模鑲件和凸模的熱處理HRC45-50。其他如模套、上模板和下模板等材料選用45鋼,根據相應的要求給予調質或淬火處理。一些導向機構如大、小導柱和大、小導套選用T10A,HRC50~55。
3.3 收縮率的選擇
根據選擇的模具材料H13和42Cr-Mo,查表得這些材料的收縮率為1/1000,塑件的收縮率由工藝提供為0.2/1000,綜合考慮本副模具取0.8/1000的收縮率。
3.4 分型面的選擇
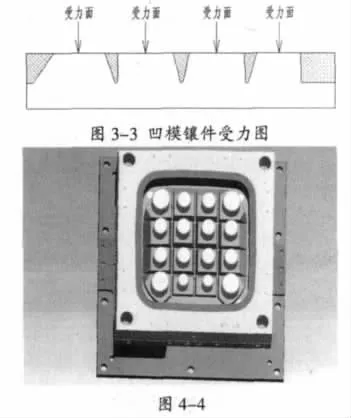
由于塑件的中間部分全部都是加強筋,實體受壓面積較少,如果采用橫披風壓制,絕大部分的壓力都會在凹模鑲件上,造成壓力損失過多(如圖3-3所示),導致加強筋部分的壓力明顯不夠,從而直接影響塑件的尺寸公差,如果我們采用豎披風壓制,模具的強度又不夠。根據研究分析,最后我們采用了在凹模鑲件上再鑲圓模芯的方法來減少力的損失(如圖4-4所示)。
3.5 凹模結構設計
整體凹模強度高,成形的塑件質量好,但是加工困難而且模具的制造成本高,并且凹模局部損壞后維修也困難,所以本副模具型腔采用三件組合式凹模,即序號15模套、序號19凹模和序號21凹模鑲件三個零件相組合(如圖2-2和圖4-4所示),先將凹模壓入模套,再將凹模鑲件壓入凹模組合成一個鑲拼式凹模。為了避免粉料擠入在產品上產生飛邊,組合后其配合必須緊固、可靠,保證拼合縫嚴密,本副模具的鑲拼式凹模的組合間隙為雙面0.15mm。
3.6 脫模
塑件成形后,為了便于脫模,凹模和凹模鑲件在公差允許的范圍內沿周切割10′的脫模斜度,表面粗糙度要求達到 ,并且沿周鍍硬鉻0.01mm。
3.7 導向機構
在凸、凹模開閉過程中,為保證凸模的運行與加壓方向平行,并保證凸模和凹模的配合間隙,上下模在模具的四個頂角處安裝3-φ40大導柱導套和1-φ36小導柱導套,這樣設計是為了工人裝配模具時方向不會搞錯。為了保證頂出機構中頂桿的定向運動,模具同樣也需要安裝導柱導套。
3.8 加熱裝置
模具加熱是壓塑的成形條件之一,因此模具需要有加熱裝置。塑件對溫度比較敏感,溫度過高或過低,制件表面容易產生花紋或其他缺陷,本副模具的模溫應控制在160°左右,為了使模具型腔各部位溫差不大,模具設計的時候根據工藝提供的參數,在電加熱板的合理位置處排放了6根φ23電熱棒,每根電熱棒的功率為3000W。
3.9 頂出機構
模具的頂出力應盡量靠近型芯,頂出面盡可能大,應均勻分布在塑件能受力較大的部位,而且頂出位置應注意塑件外觀及安裝基面 ,基于這些原則,本副模具使用4-φ30頂桿均布在零件的四個頂角處。頂桿和凹模鑲件的間隙為雙面0.2mm,如果間隙過大容易逃料,零件產生飛邊,但是與序號6固定板和序號14電加熱板的配合我們完全可以放棄,為了能讓頂桿在頂料的過程中不被卡死,本副模具在頂板和固定板之件增加了20個墊圈(如圖2-2所示序號5),墊圈的高度比頂桿臺階的高度要高0.1mm,這樣才能讓頂桿靈活地轉動,便于頂桿順利地將塑件頂出。
3.10 模具的脫模復位機構
由于公司采購的壓機無頂缸,故特別設計了一套脫模復位機構,此機構由序號32上拉板(如圖2-2所示)和序號34下拉板(如圖2-2所示)組成。將上拉板固定在序號26上模板上,將下拉板固定在序號7頂板上。工作過程如下:壓機帶動上模往上運動,當上拉板的下平面和下拉板的上平面接觸時(如圖5-5所示),工人開始在型腔內加料,加料完畢后壓機帶動上模往下運動,當上拉板的底平面和頂板上平面接觸時合模到位(如圖6-6所示)。脫模時,壓機帶動上模往上運動,上拉板和下拉板碰死后帶動頂板和頂桿繼續往上運動,直至把塑件完全頂出。復位時的運動方向和脫模時相反,其工作原理同脫模一致。
3.11 調整板的作用
模具中每個零件的加工過程中必然會存在加工誤差,模具組裝后也會存在組裝誤差,這些累計誤差直接會影響模具合模不到位而導致承立格柵零件的尺寸超差,所以在設計這副模具的時候,增加了序號27調整板(如圖2-2所示),裝模時根據實際的數據來加工調整板的厚度,確保模具的合模高度。
4試模時的注意事項
零件一定要在成形溫度下脫模,因為模具加熱時尺寸膨脹到499.66×499.66 mm,冷卻后模具尺寸會回到499.3×499.3mm,但是塑件的收縮率沒有模具收縮率那么大,從而導致零件脫模時四周的材料受損,影響產品尺寸。
結語
該模具目前投入生產,工人操作方便,產品質量穩定,壓制出來的零件表面光潔,無外觀缺陷,得到了客戶的一致好評。
[1]塑料模設計手冊》編寫組編著.機械工業出版社出版,1982年12月北京第一版.
