
V法鑄造工藝的研究
2013-03-13 10:44:40
水泥技術 2013年5期
V法鑄造工藝的研究
劉 旭,胡 斌,向東湖,劉智濤
本文介紹了一種鑄造工藝——V法鑄造,通過中材裝備集團有限公司熱工分公司冷卻機設備的凹凸密封件和擋料板的制作,解析了V法鑄造的工藝流程。
V法;鑄造工藝;凹密封件;凸密封件;擋料板
1 前言
用于水泥生產的冷卻機、預熱器等設備,由于工況惡劣,很多重要零部件,如凹凸密封、充氣篦板、推料板、擋料板和掛片等都處于高溫環境中,因此,這些重要零部件都須由耐熱鋼鑄造而成。
按傳統工藝這些零部件多采用砂型鑄造法鑄造。隨著產品的升級換代,這些零部件的結構也更為復雜,外形和尺寸的精度要求相當高(如凹凸密封、擋料板等),若仍采用傳統砂型鑄造,很難達到鑄造質量要求。為此,必須采用更先進、更可靠的鑄造工藝方法來制作。
V法鑄造亦稱負壓鑄造,取英文Vacuum(真空)一詞的字頭“V”而得名。相對于傳統砂型鑄造,其最大優點是不使用粘合劑,利用塑料薄膜密封砂箱,靠真空抽氣系統抽出型內空氣。鑄型內外有壓力差,密實干砂,形成所需型腔,經下芯、合箱、澆注抽真空使鑄件凝固,解除負壓,型砂隨之潰散而獲得鑄件[1]。

V法鑄造與傳統的砂型鑄造相比,具有以下優點:
(1)采用負壓澆注,鑄件砂眼氣孔少、密實度高、表面光潔、輪廓清晰、尺寸準確。
(2)采用負壓造型、澆注,砂型的強度較高,能夠保證薄壁工件的直線度。
(3)節能高效、清潔生產。采用V法鑄造,造型用干砂可反復利用,雖然真空機長期作業,耗電量稍有增加,但大大地減少了粉塵,節約了人力資本,降低了勞動強度,使得鑄造工作更加有效。另外,在澆注過程中產生的有害氣體較少,真正實現了環保生產。
目前,熱工分公司冷卻機設備的凹凸密封件和擋料板件均采用V法鑄造。
2 V法鑄造工藝
(1)制作帶有抽氣箱和抽氣孔的模具。
(2)將烘烤呈塑性狀態的塑料薄膜覆蓋在模具上加熱、真空泵抽氣使薄膜密貼在模具上成型。
(3)將帶有過濾抽氣管的砂箱放在已覆好塑料薄膜的模具上。
(4)向砂箱內填充沒有粘結劑與附加物粒度為100~200目的干石英砂,借微震使砂緊實、刮平,放上密封薄膜、打開閥門抽去型砂內空氣,使鑄型內外存在壓力差(約40~53.3kPa)。由于壓力差的作用使鑄型成型并具有較高的硬度,濕型硬度計讀數可達95左右。
(5)解除模具內的真空進行拔模,鑄型繼續抽真空直到澆注的鑄件凝固為止,依上法制下型。
(6)下芯、合箱、澆注。
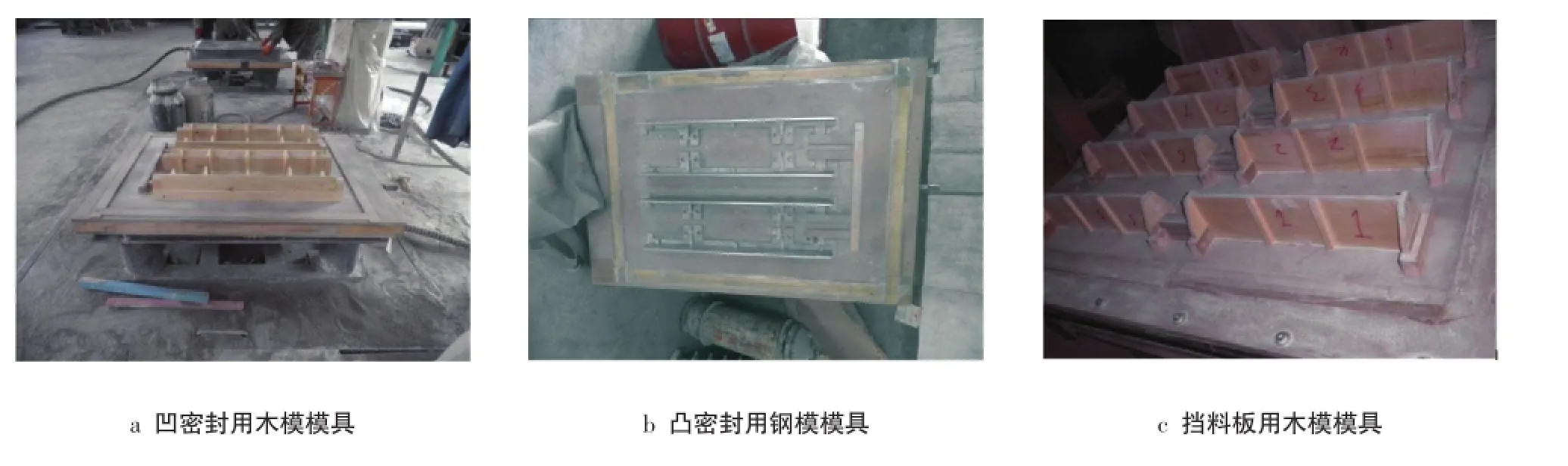
圖1 帶連體底箱的模具
(7)待金屬凝固后,停止對鑄型抽氣,型內壓力接近大氣壓時,鑄型自行潰散。
其中,真空抽氣系統是由真空泵、穩壓罐、除塵罐及閥門鏈接管道組成。真空泵的真空度及抽氣量的選擇為V法造型的關鍵。生產中一般 最 高 真 空 度 在 -66500Pa(-500mmHg)左右即可。
穩壓罐是一個密封容器,其作用主要是穩定真空系統壓力,緩沖系統壓力對造型的影響,過濾粉塵。
長時間回用砂箱及澆注鐵水極易造成砂箱過濾網破損,砂子被吸入真空泵內,造成損壞。最好在進入真空泵前增加除塵器,連接除塵罐,最后進入真空泵,以保證真空泵的使用壽命。
3 V法鑄造流程
V法鑄造的工藝如上所述,下面以冷卻機的凹凸密封、擋料板的制作流程來詳細解析V法鑄造的流程。
3.1 制作模具及連體底箱
按照凹、凸密封件和擋料板的圖紙和工藝要求制作模具,其中凹密封和擋料板采用木模,凸密封由于較薄采用鋼模(見圖1),使用壽命在1.5年左右。無論是木模還是鋼模,在其凹處及夾角處均布有微透氣孔,目的是和底箱氣腔相連,在烘烤、覆蓋塑料薄膜時,能夠和木模緊密、無間隙地粘貼在一起(圖1)。
3.2 模具上覆膜及噴涂、烘干涂料
首先,將底箱接上真空泵抽負壓(木模和底箱組合成一體)。
其次,將延展性好、塑性變形率高的塑料薄膜用加熱器加熱到80~120℃之間。
第三,將軟化的薄膜覆蓋在模具表層上,在26.7~53.3kPa的真空吸力和薄膜加熱自身延展的共同作用下,緊密均勻地貼合在模具和底箱上。
最后,在覆膜上均勻噴涂上一層水機涂料(主要成分是鋯英粉耐火材料),并將其熱烘烤干(圖2)。
涂料要求高強度(防止搬運和澆注過程中脫落)、高透氣性(在澆注抽負壓過程中,塑料膜燃燒產生的氣體能夠及時排除)、耐火度較好(防止鑄件熱態時粘砂)。
3.3 放砂箱、加砂振實、覆膜
在木模覆膜、涂料烘干后,將砂箱放置在木模上,將填充效率較好、粒度為100~200目的干砂加入砂箱內,振實、刮平。
在砂的上表面覆上一層塑料膜,用于封閉砂箱(圖3、圖4)。
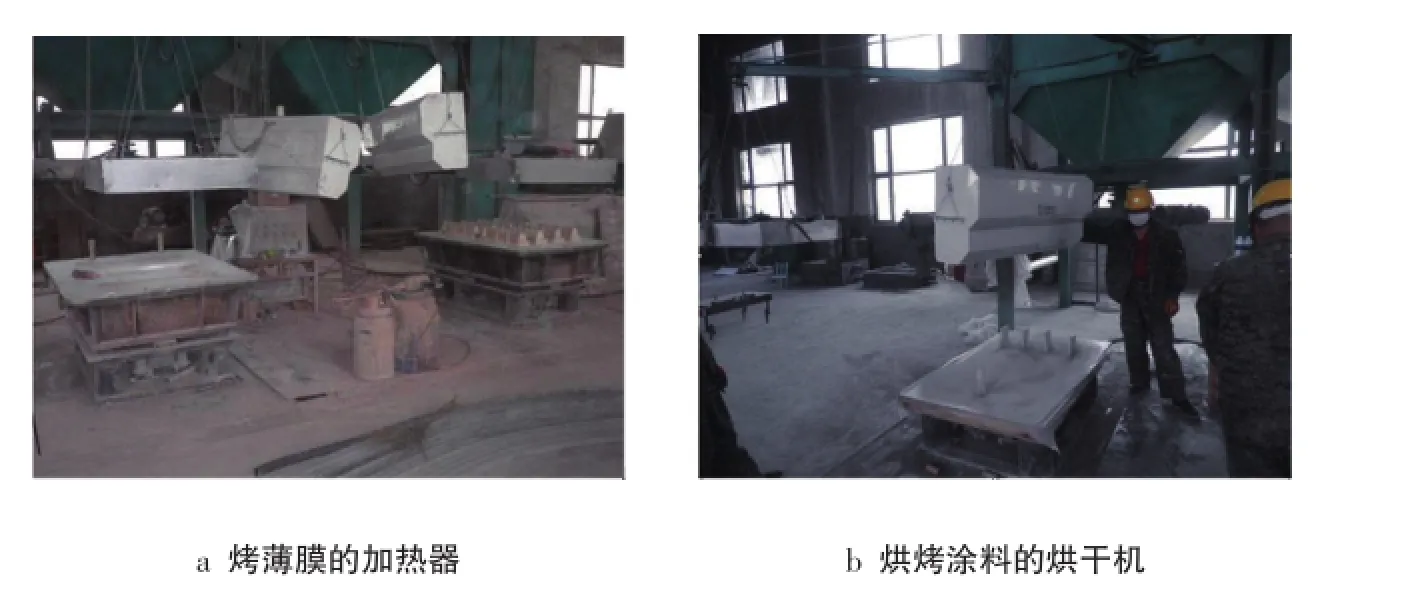
圖2 用于烘烤的加熱器和烘干機

圖3 抽負壓的砂箱

圖4 充砂、覆膜后的砂箱

圖5 造好型后型腔的內貌
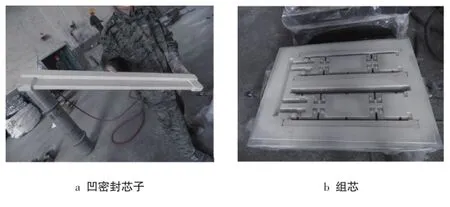
圖6 在型腔內放入芯子
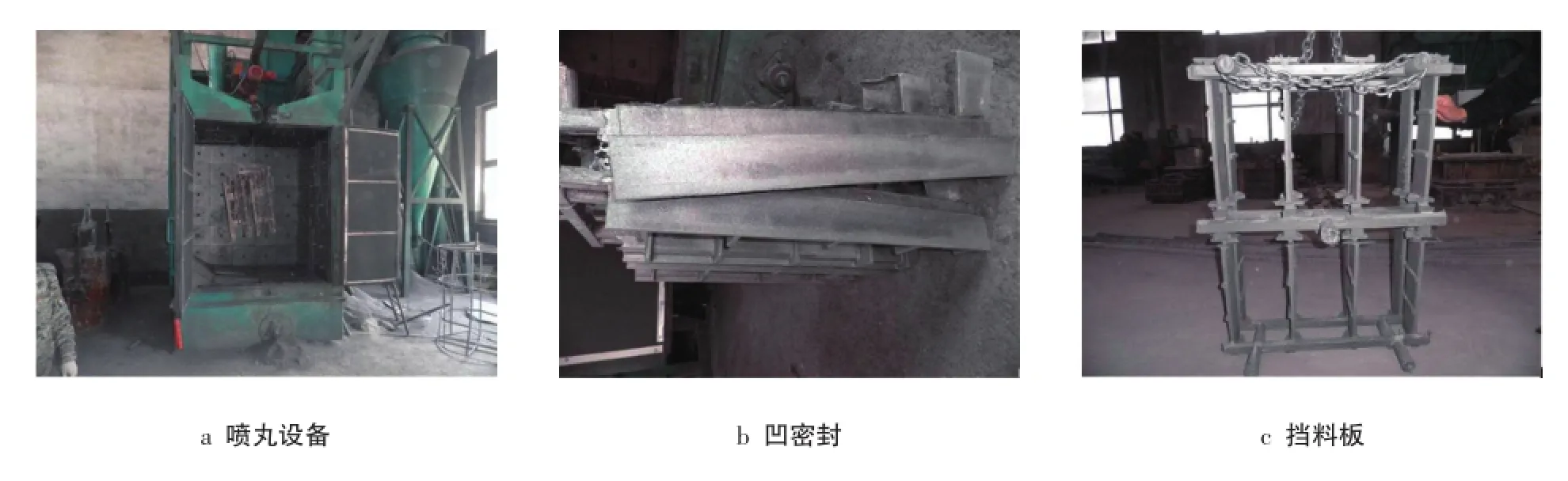
圖7 噴丸處理
3.4 去除底箱負壓、翻箱
去除底箱負壓、翻箱,見圖5。砂箱和木模的連體底箱均在抽負壓時(見圖4),在兩端負壓的作用下,木模和砂箱無法順利脫離,只有將底箱的負壓撤去,才能將砂型翻轉。
圖5中從上到下依次是:覆在木模上的塑料薄膜、白色的水機涂料、型砂。覆在木模上的塑料薄膜和木模分離,留在型腔內表面。
3.5 下芯子、合箱、澆注
運到澆注場地后,為了使凹密封成型,在腔內下樹脂砂芯子,放好后檢查型腔尺寸和質量。芯子是提前做好的,并刷好涂料(圖6)。
同時,在澆注場地進行負壓管轉換,先插上澆注場地用的真空負壓管,然后將造型區的負壓管道拔掉,并堵塞抽氣孔,將上型箱和下型箱對接好并鎖死,放上澆口杯,等待澆注。
冶煉采用500kg中頻感應電爐,經爐前檢驗金屬液成分合格且冶煉溫度達到1650~1680℃時,出爐澆注。鋼液從冶煉爐里倒入鋼包中,需要進行凈化,再注入型腔中并及時點火引氣。由于一直在抽負壓,氧氣不充分,塑料薄膜燃燒不充分,此時需要點火,讓其燃燒充分,排出型腔,保證鑄件質量。
3.6 凝固、清砂落箱
由于整個過程是在抽負壓中進行的,故在澆注完畢后,應及時將澆口杯去除,將澆口用砂覆蓋,再用塑料薄膜覆蓋,并用砂壓住。目的是保證鑄件在負壓狀態下凝固,防止鑄件在冷卻過程中變形。
澆注、凝固30min左右,將砂箱吊裝到落砂區,將負壓撤去,砂箱里的型砂立即塌陷下來,無需用落砂設備處理,砂子冷卻后可再重復使用。
3.7 噴丸處理、檢查入庫
噴丸處理后,表面致密度較好,沒有發現疏松、氣孔、裂紋等鑄造缺陷,尺寸及直線度和平整度符合要求的,即為合格鑄件(圖7)。
將工件切割、打磨后,外觀檢查并使用工裝進行尺寸檢測,合格的即可打包入庫。
4 結語
實踐證明:采用V法鑄造工藝對類似篦冷機等熱工設備的特殊機件進行鑄造生產,可確保產品的高、精質量,且環保高效。
(1)采用負壓澆注的鑄件砂眼氣孔少、產品密實度高、表面光潔、輪廓清晰、尺寸準確、變形量微小。
(2)節能高效清潔生產。
(3)針對中材裝備集團有限公司熱工分公司的凹凸密封、擋料板等鑄件,該工藝較為實用、有效,解決了鑄件質量和變形量控制的難題。
[1]周德鋼.V法鑄造工藝設備和質量[J].鑄造技術,2008,29(7):942~944.
Study on the Casting Technique of Vacuum Casting
LIU Xu,HU Bin,XIANG Dong-hu,LIU Zhi-tao
(Sinoma Technology&Equipment Group Co.,Ltd.-Pyrology Subsidiary Company,Tianjin 300400,China)
The article introduced the vacuum casting technique.The process flow of vacuum casting would be analyzed through producing the concave-convex sealing plates and retainer plate.Both of them were belong to the equipment of cooler which was from Sinoma Technology&Equipment Group Co.,Ltd-Pyrology Subsidiary Company.
Vacuum;casting technique;concave sealing plate;convex sealing plate;retainer plate
TQ172.622.29
A
1001-6171(2013)05-0027-03
材裝備集團有限公司熱工分公司,天津 300400;
;2013-01-17 編輯:呂 光
