
回轉窯托輪和托輪軸在熱裝配中應注意的一些問題
2013-03-13 10:44:47
水泥技術 2013年5期
回轉窯托輪和托輪軸在熱裝配中應注意的一些問題
Problems of Thermal Assembling Rotary Kiln Rollers and Its Shaft
王高見,馬孝直,張秀華
托輪和托輪軸是回轉窯支撐裝置中的重要零件,在整機運轉中起到支撐回轉窯筒體及耐火材料重量、托浮輪帶和定位窯體的作用。托輪和托輪軸熱裝配質量的好環,決定了回轉窯整機的運轉率。本文結合產品特性和我公司在裝配中的經驗,對托輪和托輪軸熱裝配過程中應注意的一些問題進行闡述。
托輪;托輪軸;過盈;加熱;熱裝配
1 引言
回轉窯是水泥廠的核心設備,其運轉率決定著全廠的總產量,因此消滅或減少機械故障,保證窯的長期安全運轉,對水泥廠的生產具有重要意義。
回轉窯主要由筒體、支撐、傳動三大部分組成。托輪組是整個支撐裝置的重要組成部分,具有承受重量、托浮輪帶和定位窯體的作用。在回轉窯運行過程中,托輪組還起到控制窯體上下竄動的作用。
在水泥廠常有回轉窯設備在運轉過程中發生托輪和托輪軸竄軸的現象,一旦出現這個問題,必須馬上停止運轉回轉窯設備,及時更換托輪和托輪軸,這一停一換直接影響了設備的運轉效率,給水泥廠造成巨大經濟損失。這個問題主要是托輪和托輪軸在制造過程中因零件精度、過盈量選擇不當等原因造成,本文就回轉窯托輪和托輪軸在熱裝配工作中應注意的問題和應對措施與同仁探討。
2 托輪和托輪軸過盈量的選擇
托輪組主要由托輪、托輪軸和止推盤組成,根據使用要求,托輪和托輪軸的設計通常選擇過盈配合。表1為我公司兩種規格回轉窯托輪軸和托輪的技術要求。從表1中可以看到,當軸外圓加工到最小、托輪孔加工到最大時其過盈量最小;反之當軸外圓加工到最大、托輪孔加工到最小時其過盈量最大。從實際工作狀態來說,過盈量選擇過小,托輪和托輪軸在高溫下工作時容易出現松動造成竄軸,過盈量選擇過大在熱裝過程中容易使托輪漲裂,所以在實際工作中我們要盡量避免以上兩種極限的發生,選擇合適的過盈量進行熱裝配。
3 托輪和托輪軸在裝配過程中的選配
在實際機械加工的過程中,根據設計圖紙的要求加工出來的托輪和托輪軸雖然都是合格品,但每個零件尺寸都不相同。所以,這些零件進入裝配前,需要對其尺寸進行復查,并做好檢驗記錄。復查的目的就是對托輪和托輪軸進行選配,我們要求兩者的過盈量一般控制在0.37~0.42mm(以φ4.0m×60m回轉窯為例)范圍內,對選配好的零件一對一進行標記,然后進入實際裝配。

表1 兩種規格回轉窯托輪軸和托輪的技術要求
在實際裝配過程中,對于孔軸過盈配合的裝配,根據每個廠設備和工藝的不同,通常可以選擇壓入裝配法、低溫裝配法(或稱冷裝配法、冷裝法)和加熱裝配法(或稱熱裝配法、熱裝法),目前我公司采用熱裝配法。
4 托輪在加熱過程中的溫度、時間的選擇
對孔零件的加熱方法有浸入油類液體加熱、氧炔火焰加熱、加熱爐加熱和電感應加熱等,我廠對于托輪軸熱裝配通常使用加熱爐對托輪進行加熱。電加熱爐通過將零件加熱升溫,利用熱脹冷縮的原理使孔膨脹到一定的尺寸并且保證在安裝軸時不會被擦傷。在零件裝配前,確定孔的加熱溫度和加熱時間是相當重要的,若加熱溫度過低,孔的膨脹太小,無法裝配;而溫度過高,則消耗能源且浪費時間。所以為保證零件的熱裝配質量,我們編制了熱裝配加熱規范,其中加熱溫度t1要求按式(1)計算:
t1=(σ0+σ1)/(ad)+t0(℃) (1)式中:
σ0——實測過盈量,即軸的實際尺寸減去孔的實際尺寸,mm
σ1——使軸自由進入孔所需的間隙,取(0.1%~0.2%)d,mm
a——孔零件的線膨脹系數,查手冊為1/℃
d——公稱配合尺寸,即連接件的直徑,mm
t0——裝配場地溫度,℃
其他相關參考數值見表2(此表是我公司編制的熱裝配加熱規范中的規定)。
5 加工精度和粗糙度的控制
每個零件在設計中,根據使用要求規定了精度要求,如φ4.0m×60m回轉窯托輪軸與托輪配合處尺寸是φ 560t7(+0.470)/(+0.40),公差范圍是0.07,托輪φ560H8(+0.110)/(0)公差范圍是0.11。為保證零件裝配的最佳尺寸,在保證加工精度的同時,我們對此配合處形位公差提出要求,要求圓柱度公差控制在7級以內。
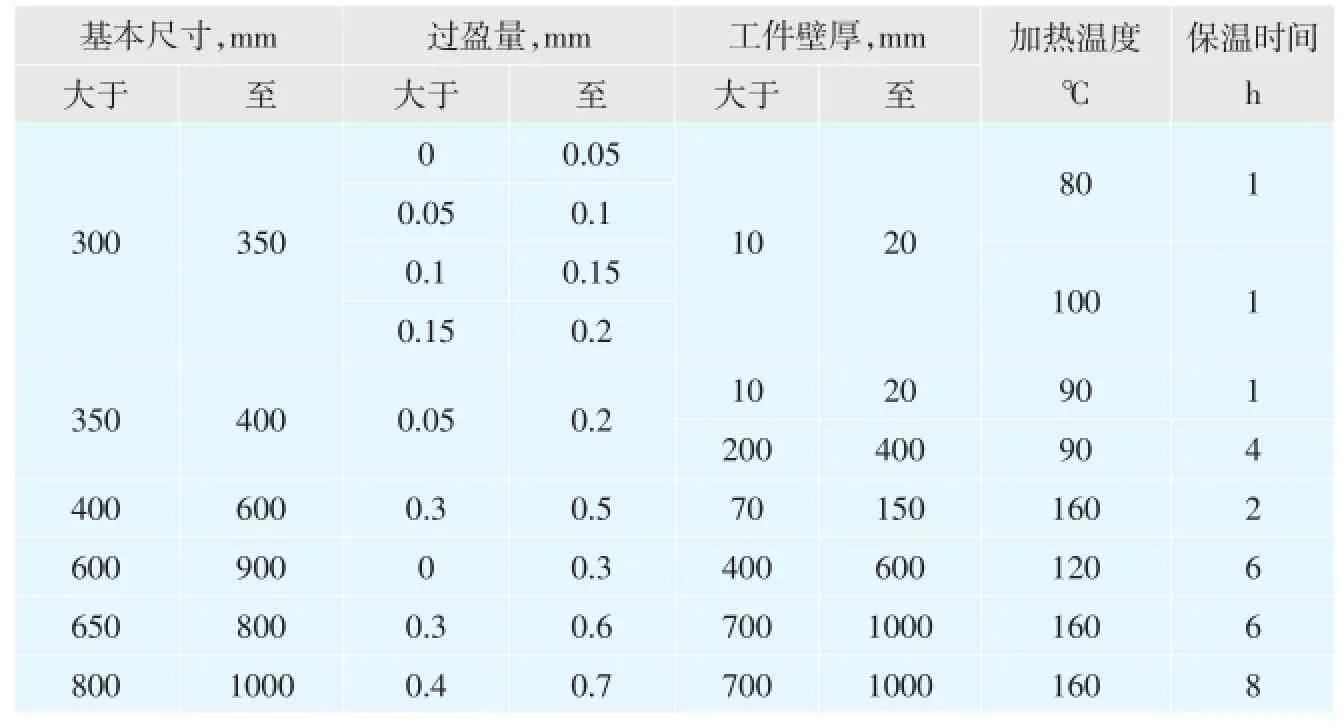
表2 我公司熱裝配加熱規范中的相關規定
表面粗糙度也是影響配合好壞的一個重要因素,在選擇公差等級時應同時考慮表面粗糙度的要求。對于托輪與托輪軸過盈配合的情況,理論上講應該是加工粗糙度越高,托輪軸與托輪緊固得越牢,越不會出現相對滑動現象。從表1可見托輪內孔表面粗糙度設計為3.2,托輪軸表面粗糙度設計為1.6。在實際控制過程中,對托輪內孔表面粗糙度我們都盡量控制在1.6,以確保裝配質量。
6 如何使托輪和托輪軸在熱裝過程中一步到位
要想使托輪和托輪軸在熱裝過程中一步到位,首先就要確保托輪的加熱溫度和加熱時間,保證托輪受熱均勻,使托輪內孔的膨脹量達到裝配所需的膨脹間隙。若膨脹間隙達不到要求,則極有可能在托輪軸吊裝時出現卡滯的情況,導致無法順利裝配。由此引起的重復加熱或軸孔磨損,將讓企業付出不小的成本。
所以,在托輪軸熱裝前和加熱結束后,都要對托輪的內孔尺寸進行復檢(各種規格產品進行1次),并與加熱前的尺寸以及托輪軸的實際尺寸進行比對,確保裝配間隙達到圖紙設計要求后再進行裝配。
為保證托輪和托輪軸在熱裝過程中準確到位,在托輪和托輪軸熱裝前,首先應將加熱后的托輪放置在一個自制的水平支架上,確保深度滿足托輪軸頂出的長度,同時保證托輪水平放置,軸心線與地面垂直,支架底部在吊裝前放置千斤頂,當加熱好的托輪放置正確后,再用起吊設備(行車)將托輪軸從一端吊起,垂直緩慢吊裝入托輪。當托輪軸裝入后,使用起吊設備和千斤頂配合對托輪軸在托輪兩側的伸出量進行調整,使托輪和托輪軸裝配完成后其對稱偏差不超過1mm。
另外,托輪和托輪軸熱裝配時間要求不能超過10min,加熱后的托輪如果停留時間過長,膨脹量達不到裝配要求,將無法進行裝配,嚴重時當軸裝到一半,就無法繼續裝配,造成零件報廢。完成熱裝配待組件需待完全冷卻至室溫后才能進行下一步工作。至此托輪和托輪軸熱裝配工作完成。
[1]梁開榮,丁毅.淺談回轉窯托輪的調整[C]. 2009年中國石灰工業技術交流與合作大會論文資料匯編,2009(1).
[2]李兵,劉義倫,肖友剛.回轉窯托輪與軸受強壓時過盈量配合的ANSYS分析[J].水泥工程, 2004(2).
[3]陳作炳,曾芳,等.大型回轉窯輪軸過盈接觸有限元分析研究[J].裝備制造技術,2007(4).
[4]陳作炳,曾芳,等.10000t/d回轉窯輪軸過盈配合數值分析研究[J].中國水泥,2007(4).
TQ172.622.29
A
1001-6171(2013)05-0042-02
州中材裝備重型機械有限公司,江蘇 徐州 221006;
2012-12-30; 編輯:趙 蓮
