SA335P91鋼焊接工藝研究
2013-03-27 02:14:36張紅玉原慶芳劉守君齊明貞
機(jī)械管理開發(fā) 2013年3期
張紅玉,原慶芳,劉守君,齊明貞
(1.山東華臻重工有限公司,山東 煙臺(tái) 265500;2.山西新華化工有限責(zé)任公司設(shè)計(jì)研究所,山西 太原 030051;3.中北大學(xué)機(jī)械工程與自動(dòng)化學(xué)院,山西 太原 030051;4.太康縣職業(yè)中等專業(yè)學(xué)校,河南 周口 461400)
0 引 言
華能辛店電廠三期2×300MW機(jī)組,過熱器連接管設(shè)計(jì)壓力18.37 MPa,設(shè)計(jì)溫度546℃,管道采用材料為SA335P91鋼。我公司也是第一次接觸到此類鋼種,這在焊接工藝設(shè)計(jì)和焊接工藝評定方面產(chǎn)生了新的問題。又因?yàn)樵撲撌且环N改進(jìn)型的9Cr-1Mo鋼,是由美國橡樹嶺國家實(shí)驗(yàn)室和美國燃燒公司研究開發(fā)的,它是一類在9Cr-1Mo鋼基礎(chǔ)上加入了V、Nb、N、Ti、Al合金元素的改進(jìn)型的新鋼種。而且該鋼種具有良好的抗高溫氧化和抗蠕變性能,同時(shí)熱強(qiáng)性好,能有效地減輕結(jié)構(gòu)自重,所以近幾十年應(yīng)用在美、歐、日等發(fā)達(dá)國家的電站設(shè)備中。我國是從20世紀(jì)90年代中期引進(jìn)了該鋼種,并應(yīng)用于十余座火力發(fā)電廠中,但由于P91鋼屬馬氏體鋼,具有一定冷裂傾向和接頭脆化傾向,因而對焊接工藝和熱處理工藝有嚴(yán)格的要求[1-5]。J.C.Vail?lant等人[6]研究了現(xiàn)代燃煤發(fā)電廠的新進(jìn)展。W.Ben?dick等人[7]研究了新型低合金耐熱鐵素體鋼——T/P23 and T/P24在電廠中的應(yīng)用。
1 SA335P91鋼性能
SA335P91鋼即9Cr1 MoVNbN耐熱鋼。該材料具有良好的高溫?zé)釓?qiáng)和抗氧化性能。目前,國內(nèi)外大型電站鍋爐再熱器,過熱器管道和集箱已在廣泛使用。使用SA335P91鋼,可以減少結(jié)構(gòu)的設(shè)計(jì)壁厚,降低結(jié)構(gòu)整體重量。在同樣的工作條件下,SA335P91鋼與傳統(tǒng)的CrMo耐熱鋼相比其厚度僅為他們的1/2和2/3。典型的SA335P91鋼的化學(xué)成份及機(jī)械性能見表1、表2。
2 焊接工藝
我公司用于過熱器連接管的材料規(guī)格 457 mm×45 mm,由于該材料對我公司來說比較稀少,焊接工藝評定用材料需單獨(dú)購買。工藝評定用材料牌號(hào)SA335P91,規(guī)格 457 mm×45 mm。經(jīng)公司幾位焊接專家研究決定:采用氬弧焊封底,焊條電弧焊填充及蓋面工藝進(jìn)行焊接。
2.1 焊接預(yù)熱與層間溫度

表2 SA335P91鋼的機(jī)械性能
在焊接SA335P91鋼時(shí),首先應(yīng)考慮焊縫金屬與母材相近。一般說來,在所有的冷卻條件下,SA335P91鋼焊縫金屬的組織馬氏體,其焊態(tài)硬度可達(dá)450 HV,因此,要特別注意防止焊縫氫致裂紋的產(chǎn)生。在焊接過程中選擇正確的預(yù)熱溫度和層間溫度,對焊出滿足要求的焊縫是至關(guān)重要的。根據(jù)SA335P91鋼手冊和《焊接工藝評定手冊》的推薦資料,本文采用手工氬焊封底時(shí)預(yù)熱度≥150℃;焊條電弧焊時(shí),預(yù)熱溫度≥205℃;最高層間溫度≤280℃為宜。
2.2 焊接和焊接材料
2.2.1 手工氬弧焊
大口徑SA335P91鋼對接焊縫坡口為單U型,鈍邊為1~1.5 mm,裝配時(shí)留0~1 mm間隙,焊前將坡口周圍用鋼絲刷清理干凈,見金屬光澤;焊前將工件預(yù)熱≥150℃,焊接材料選擇滿足SA335P91鋼的化學(xué)成分及性能要求;氬弧焊絲為ER90S-B9,直徑 2.4 mm。為了保證氬弧焊封底焊透,內(nèi)面成形好、不氧化,焊接時(shí),管內(nèi)一定要充氬氣保護(hù)。焊機(jī)采用唐山松下TSP300產(chǎn)晶閘管控制直流脈沖TIG弧焊電源,焊后緩慢冷卻到室溫,并對打底焊縫進(jìn)行100%的著色檢查,合格后方可進(jìn)行焊條電弧焊焊接.所用焊絲ER90S-B9的化學(xué)成份,見表3。

表3 ER90S-B9焊絲化學(xué)成份
2.2.2 焊條電弧焊
當(dāng)手工氬弧焊封底檢查合格后,用焊條電弧焊填充蓋面,完成焊接。焊條電弧焊施焊時(shí),SA335P91鋼管應(yīng)預(yù)熱≥205℃,焊條使用E9015-B9,3.2 mm、4.0 mm。焊條使用前按照焊材樣本推薦的溫度(300~350℃)進(jìn)行烘干,嚴(yán)格控制升溫速度,并保溫2 h,然后等溫度降到100℃左右時(shí),轉(zhuǎn)入恒溫箱,隨用隨取。焊工領(lǐng)用時(shí)應(yīng)放入保溫桶內(nèi),防止吸潮。施焊時(shí),每一層都要仔細(xì)清理焊渣,且在收弧處多停留一下或者回焊2~3次,將弧坑填滿,防止產(chǎn)生弧坑裂紋。層間溫度不能低于205℃,也不能高于280℃。所用焊條E9015-B9的化學(xué)成份,見表4;各種焊接方法的焊接規(guī)范參數(shù)見表5。
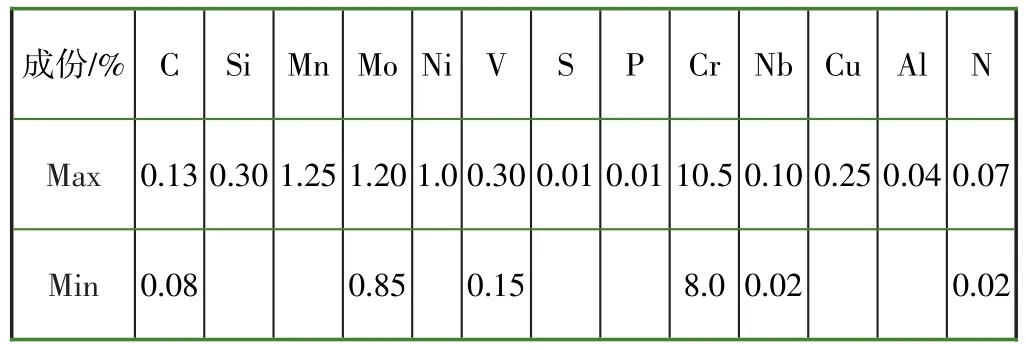
表4 SA335P91鋼用焊條(E9015-B9)化學(xué)成份
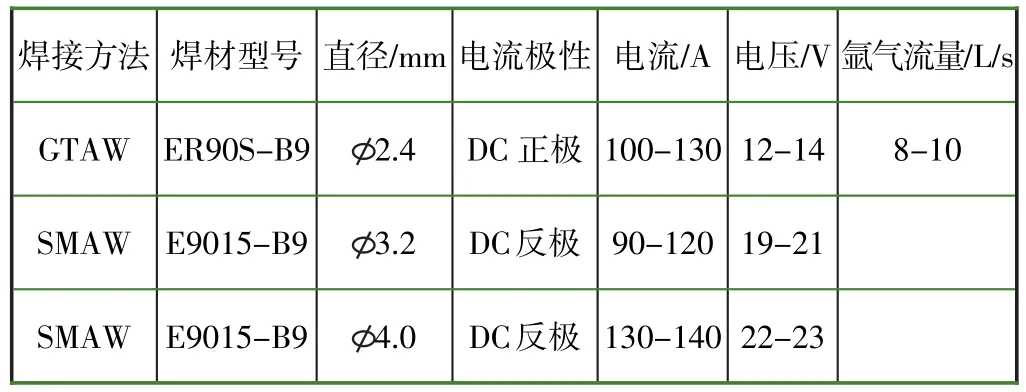
表5 焊接規(guī)范
2.2.3 焊后熱處理
當(dāng)SA335P91鋼焊接完成后,由于受生產(chǎn)條件的限制,不能立即進(jìn)行焊后熱處理。為了保證擴(kuò)散氫有足夠的時(shí)間逸出,避免裂紋產(chǎn)生,焊后立即采用兩哈電加熱爐對焊縫消氫處理,溫度為(375±15)℃,保溫2 h,緩冷到室溫,以便進(jìn)行RT、UT檢驗(yàn),同時(shí),消除焊縫中未轉(zhuǎn)變的奧氏體,使奧氏體-馬氏體轉(zhuǎn)變充分,因?yàn)槲崔D(zhuǎn)變的奧氏體內(nèi)能滯留相當(dāng)量的擴(kuò)散氫,殘余奧氏體不受回火處理的影響,而在冷卻后轉(zhuǎn)變成新的未經(jīng)回火的馬氏體。另外,還需要停留24 h以后再進(jìn)行熱處理,使可能產(chǎn)生的延遲裂紋充分暴露。熱處理要嚴(yán)格按照熱處理工藝進(jìn)行,采用(760±20)℃保溫3 h,見圖1熱處理曲線。
3 接頭無損檢測和力學(xué)性能試驗(yàn)
熱處理完成后,按照J(rèn)B/T 4730.2—2005對焊縫進(jìn)行AB級技術(shù)100%RT檢測,檢測結(jié)果為II級;然后又按照J(rèn)B/T 4730.3—2005對焊縫進(jìn)行B級技術(shù)100UT檢測,檢測結(jié)果為I級。
按照GB/T 228—2002,GB/T229—2007,GB/T232—1999,GB/T13298—1991要求進(jìn)行試驗(yàn),試驗(yàn)結(jié)果,見表6。
圖1 SA335P91鋼的熱處理結(jié)果曲線

表6 SA335P91焊接接頭試驗(yàn)結(jié)果
4 結(jié) 論
通過以上一系列的實(shí)驗(yàn),可知,雖然SA335P91鋼的焊接性較差,焊接工藝復(fù)雜,但只要選擇合適的預(yù)熱溫度、背面沖氬氣保護(hù)、合適的層間溫度、及時(shí)消氫處理,嚴(yán)格按工藝執(zhí)行,完全可以避免焊接缺陷的產(chǎn)生。
SA335P91是一種對溫度比較敏感的高合金耐高溫材料,在施焊過程中應(yīng)當(dāng)嚴(yán)格控制層間溫度,焊接完成后應(yīng)正確選擇熱處理溫度和保溫時(shí)間,控制出爐溫度,也能施焊出質(zhì)量優(yōu)良的焊縫。
[1] 紀(jì)貴.世界標(biāo)準(zhǔn)鋼號(hào)手冊[M].北京:中國標(biāo)準(zhǔn)出版社,2003.
[2] 陳祝年.焊接工程師手冊[M].北京:機(jī)械工業(yè)出版社,2004.
[3] 陳裕川.焊接工藝評定手冊[M].北京:機(jī)械工業(yè)出版社,2000.
[4] 樊東黎.熱處理技術(shù)數(shù)據(jù)手冊[M].北京:機(jī)械工業(yè)出版社,2006.
[5]ASME-II材料A篇鐵基材料[M].CACI,譯.北京:中國石化出版社,2007.
[6] T/P23,24,911 and 92:New grades for advanced coal-fired power plants—Properties and experience Original Research Article[J].International Journal of Pressure Vessels and Pip?ing.2008(85):38-46.
[7] J.C.Vaillant,B.Vandenberghe,B.Hahn,H.Heuser,C.Jo?chum.New low alloy heat resistant ferritic steels T/P23 and T/P24 for power plant application[J].International Journal of Pressure Vessels and Piping,2007,84(2):13-20.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
