環氧富鋅預涂底漆在和諧D2機車上的應用
2013-03-27 02:14:38梁家紅劉小平
機械管理開發 2013年3期
梁家紅,劉小平,朱 愛,周 浩
(中國北車集團大同電力機車有限責任公司,山西 大同 037038)
0 引言
“和諧D2”型大功率交流傳動機車是由法國阿爾斯通交通運輸股份有限公司和大同電力機車有限責任公司(以下簡稱同車公司)為中國大秦線牽引20 000 t重載貨運列車而聯合設計的一種新型重載貨運交流傳動機車。機車制造質量要求嚴格,外觀文化狀態要求高。同車公司備料車間鋼材預處理線先后選用過乙烯磷化底漆和丙烯酸預涂底漆。隨著技術引進“和諧”型機車對制造質量要求的提高,作為預涂底漆,乙烯磷化底漆和丙烯酸預涂底漆已不能滿足要求。為此,同車公司經多方調研和試驗,選用環氧富鋅預涂底漆作為預涂底漆,應用在HXD2、HXD2B、HXD2C等“和諧”系列機車上。
1 預涂底漆的性能要求
所謂預涂底漆(或叫車間底漆),是指在對鋼材除油、除銹后,在進行冷加工、組成鋼結構前的這段時間內,為防止銹蝕,而涂裝的底漆[1]。由于它是表面處理后的臨時防護油漆,也是隨后油漆系統中的一部分,預涂底漆除具有防銹功能外,還應具有以下性能。

表1 鐵道機、客車用預涂底漆主要技術指標
1)快干;2)對鋼材表面附著力強;3)良好的物理特性,如抗磨損、彎曲、沖擊、劃傷等特性。在以后機械加工時不會被損傷;4)良好的防銹保護性能,在半年至一年內保護鋼材不受腐蝕;5)對焊接、切割的影響小。在較薄的厚度下使用,焊接、切割時不能釋放出有毒氣體;6)對后道油漆有良好的相容性;7)良好的噴涂工藝性能。應能自動化、機械化涂裝,并保證得到均勻的涂層厚度。
上世紀六、七十年代在造船行業中預涂底漆被廣泛采用,20世紀80年代開始在我國的鐵路機車、車輛制造行業逐漸采用。并對預涂底漆專門作了要求,表1為工車[1992]334號文中對預涂底漆的要求。
2 環氧富鋅預涂底漆的優越性能
先期使用乙烯磷化底漆和丙烯酸預涂底漆的主要指標,見表2、表3。
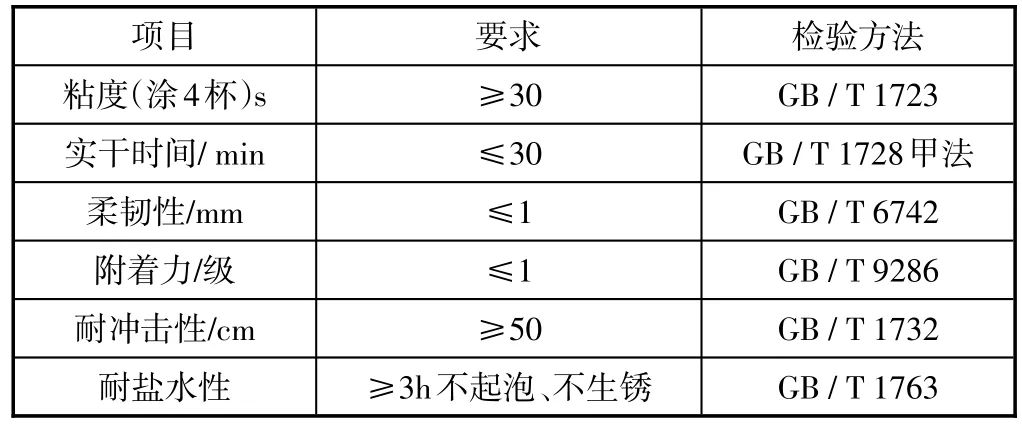
表2 乙烯磷化底漆

表3 丙烯酸預涂底漆
環氧富鋅預涂底漆是一種以環氧樹脂、聚酰銨和鋅粉為主要原料的環氧防銹車間底漆。用鋅粉配制底漆對鐵基體起到陰級保護作用,環氧富鋅底漆主要技術指標,見表4。

表4 環氧富鋅底漆主要技術指標
Q235-A鋼板用環氧富鋅底漆涂刷焊接后機械性能檢測情況,見表5。從以上技術指標與焊接試驗可以看出,環氧富鋅底漆有極好的焊接施工性、防腐蝕性,與鋼材有極好的附著力,與鐵路機車、車輛現用多種涂料有極好的配套性。許多指標已高于《工車[1992]334號文》要求和乙烯磷化底漆和丙烯酸預涂底漆。

表5 機械性能檢測
3 環氧富鋅預涂底漆的施工工藝及注意事項

表6 環氧富鋅預涂底漆涂裝狀態
環氧富鋅預涂底漆應在表面處理(除油、除銹)完后盡快涂裝,噴砂后的鋼板放置時間一般不應超過8小時,鋼材表面預處理完成后,不允許表面重新氧化或積累雜質,因此,表面預處理完成后應盡快進行油漆涂裝,如果超過則應重新噴砂[2]。底漆施工采用無空氣噴涂,噴槍嘴尺寸按漆膜實際使用狀況進行調整,保證鋼板上下表面涂膜厚度均為10~15μm,厚度不宜超過20μm,否則會影響后期焊接質量。選用環氧富鋅預涂底漆涂裝狀態,見表6。在施工過程中應該注意以下事項:
1)要認真控制鋼材表面噴砂質量,每天要測試表面清潔度、輥道速度、拋頭電機電流表數。
2)鋼材表面處理應去除鋼材的氧化皮,達到一定的清潔度和粗糙度。對鋼材表面預處理的一般要求:
(1)噴砂清潔度等級:ISO 8501-1,Sa為2.5;[3](2)表面粗糙度:平均Ra為25~50μm,也就是達到近乎白色金屬的清潔度,至少95%的表面應看不到任何殘留物。噴砂表面不應有尖點,表面粗糙度應控制在Ra為25~50μm,灰塵及任何殘留物應在涂裝底漆之前用刷子、高壓空氣或真空吸塵等方法去除;(3)噴砂密度:85%,清理所有可見雜質;(4)噴砂表面灰塵:用壓縮空氣吹去所有可見灰塵(等級為3級以上);(5)油污:用有機溶劑擦洗或火焰處理,去除所有可見油污。
3)油漆施工前應根據規范要求和具體的油漆技術參數進行調漆,并在使用過程中應注意經常攪拌。雙組分油漆應采用固化劑加入基料后充分攪拌的混合方法,混合充分后在施工前加入適當的稀釋劑,油漆的稀釋比例可根據氣候及生產條件作適當調整。混合后的雙組分油漆不能超過其混合使用期,混合使用期與溫度有關,溫度高,混合使用期就較短,因此,應在每次施工前根據生產狀況估計油漆消耗量配制油漆。
油漆兌稀比例為:主劑·固化劑·稀釋劑=40·3.2·84 kg,涂-4杯,10.6 s。
4)噴漆進行中不許調漆,測試粘度,記錄產品批號、用量、庫存及相關記錄。
5)在50℃下烘干5 min。
6)記錄環境溫度、烘室溫度及烘烤時間、鋼板進入軋平機后粘輥情況,并測量漆膜厚度。
7)3 mm以下的鋼板經過約30 m輥道后要進行軋平,經過軋平機有沾輥問題出現,而且沾輥較為嚴重。烘烤溫度達到約65℃時沾輥現象消失。需要調整漆膜的干膜厚度,漆膜厚度應在20μm以下。
8)有漏涂漆的鋼板表面需要用空氣噴涂補漆,從而達到保護目的。
4 結束語
通過同車公司對和諧D2系列機車選用環氧富鋅預涂底漆,不僅提高了鋼材的防腐性能、焊接施工性、以及與底漆極好的配套性,而且還經受住了機車實際運行環境的考驗,提升了同車公司涂裝技術和作業質量,提高了機車外觀質量狀態。
[1] 國家技術監督局.GB 8923—88涂裝前鋼材表面銹蝕等級和除銹等級[S].北京:中國標準出版社,1989:3-10.
[2] 國際化專業組織.ISO 8501—1:1988鋼材在涂裝油漆及和油漆有關產品前的預處理[S].美國:[s,n],1988.
[3] 段紅,何永利,王仲民.模具鋼高速切削表面粗糙度的試驗研究[J].工具技術,2005(11):28-30.
