基于流場控制的結晶器電磁制動應用研究
2013-04-29 09:08:16劉鵬哲劉峰石磊磊
無線互聯科技 2013年9期
劉鵬哲 劉峰 石磊磊
摘 要:本文詳述了基于結晶器流場控制的ABB電磁制動設備以及電磁制動技術應用發展現狀,針對ABB電磁制動設備在京唐鋼鐵公司2150連鑄車間穩定投入運行條件及遇到的結晶器液位波動大、電導率高、漏鋼預報影響等問題進行了重點分析,最后結合提高板坯內部質量,生產高潔凈鋼的要求,對ABB電磁制動在降低流速和彎月面紊流,并防止結晶器保護渣夾帶、除去澆鑄鋁或硅鎮靜鋼夾雜物的應用進行了研究。
關鍵詞:流場控制;電磁制動;結晶器;結晶器液位;ABB
生產高清潔度鋼時要求在連續澆鑄的過程中實現對夾雜物和鋼液流場的完全有效的控制。從中間包浸入式水口流出的鋼液,一方面鋼液從出口處流出來以后,形成上下兩個回流區,其中上返流沖擊液面造成液面的波動,易造成卷渣,下返流穿透深度較大,導致非金屬夾雜物隨著鋼液流至結晶器深處而不易上浮,形成內部缺陷。另一方面鋼水沖擊作用容易導致凝固殼重溶甚至產生拉漏事故,同時也促進凝固殼對夾雜物的捕獲。隨著拉速的增大,鋼水沖擊深度、流場、湍動能和夾雜物含量影響增大,從而影響高拉速高質量連鑄的發展。電磁制動技術能在高拉速生產過程中顯著改善鑄坯質量。因而,電磁制動技術也受到極大的重視并得到發展和廣泛運用。首鋼京唐鋼鐵公司在引進DANIELI高效板坯連鑄機的同時引進了ABB的高速厚板FC-Mold電磁制動設備,以保證在高拉速生產板坯的同時進一步保證和提高板坯質量。
1 ABB FC-Mold電磁制動裝置
ABB結晶器電磁裝置設備主要包括電力變壓器、可控硅整流器(每流兩個)、控制柜、結晶器電磁裝置線圈組(每流四個線圈)分為上線圈和下線圈、外部設備和冷卻水設備。其中PLC控制系統,通過DP方式與其它PLC進行通訊,不僅控制整流器本身,也控制整個結晶器電磁裝置系統,另外,PLC本身組態了PP220操作面板用于監測使用過程中的系統產生報警信息和設置參數及工作模式等;鑄機每流配備完全由微處理器控制,高效、且占地空間小、雙六脈沖可控硅DCA602整流器,可以在結晶器電磁裝置每次通電時轉化電流,以防止結晶器鋼結構中的磁場積聚。冷卻水系統包括一個去離子水(低電導率)封閉回路、一臺熱交換器和一個工業冷卻水回路。封閉回路內的去離子水通過熱交換器、一臺泵和線圈內的冷卻水通道。
2 FC-Mold電磁制動裝置投入影響和制約
2.1 電磁制裝置投入運行條件
電磁制動裝置投入使用需要結晶器本身安裝電磁制動線圈,線圈的線序極為重要,否則產生的磁場方向會發生變化,無法實現穩流去夾雜作用,進一步造成生產故障。要使電磁制動裝置順利投入,同時還要滿足電磁制動上下線圈水流量,同時線圈水溫度不超過50度,另外在使用過程中水系統電導率低于4?s,最好保持在2?s以下,否則可能燒毀線圈。在投入啟動電磁制動裝置時拉速低于0.8m/min,如果大于這個速度投入運行,由于電磁制動線圈內電流與澆鑄板坯寬度和拉速構成一定匹配關系,電磁線圈會瞬間產生較大沖擊電流而非從0.8m/min拉速緩慢提升得到緩慢爬升電流,會導致液位波動大,嚴重的造成斷澆事故。
2.2 電磁制動裝置運行對結晶器鋼水液位的影響
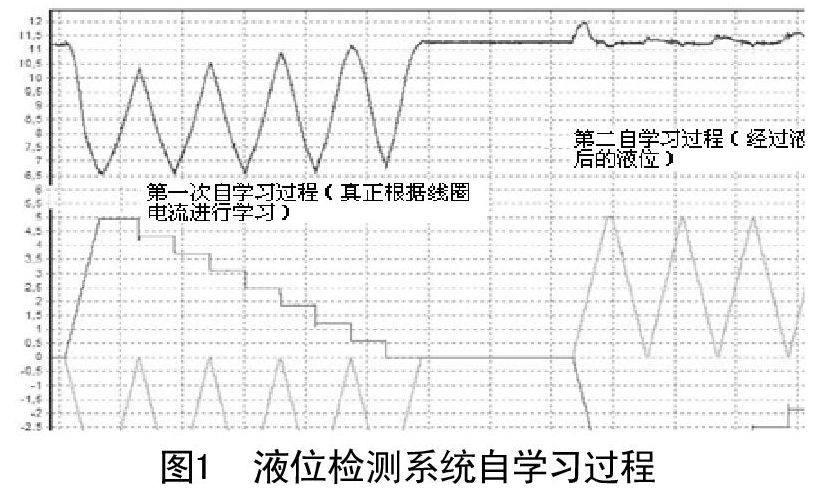
京唐鋼鐵公司2150連鑄車間采用VUHZ的SH7-S10液位傳感器通過電磁感應方式對結晶器鋼水液位進行測量,波動范圍+-2mm。ABB的FC-Mold電磁制動裝置采用直流電技術制成,按照設計理論上對VUHZ的液位傳感器不產生干擾,并且在梅山鋼鐵做了測試。連鑄車間采用VUHZ的液位傳感器電磁制動補償G卡進行鋼水液位補償即電磁制動裝置線圈輸入電流側增加電流互感器,同時在VUHZ系統側增加補償數據采集G卡。補償G卡能夠通過電流互感器感知電磁制動裝置電流及其方向,并根據感應的電流大小對自身液位進行補償。在操作上尤為重要的是,每次更換了結晶器和線圈都要對電磁制動裝置進行至少兩次液位補償的自學習校核過程。一方面液位檢測系統感知電磁制動系統運行過程,另一方面操作人員可以通過觀測曲線判斷液位補償情況。學習過程如圖1所示。
2.3 電磁制動裝置對漏鋼預報系統影響
當結晶器電磁裝置的電流逐漸變化時,結晶器銅板上的熱電偶會受電流變化感應所產生電壓的影響,使得溫度數值發生較大變化。對于這個問題一方面要求ABB維護人員在調試期間進行不斷測試,通過ABB電磁制動裝置控制系統在程序中加入濾波發生器控制可控硅整流器實現限制電流的急劇改變。另外在選用安裝熱電偶的同時,熱電偶出線使用絞合雙線電纜系統。熱電偶電纜應被水平固定在結晶器上,其距離不大于熱電偶之間的水平距離。通過上述方式,可以消除電磁制動裝置在啟動和停止時電流波動變化大而帶來的對漏鋼預報系統的干擾。
結合電磁制動裝置在京唐2150連鑄車間結晶器上投入使用,徹底解決了電磁制動裝置在運行過程中遇到的結晶器鋼水液位影響、水系統影響其正常運行、對熱電偶的影響等問題,并說明了正確有保障的投入使用電磁制動裝置運行條件的經驗。最后結合電磁制動在改善板坯質量方面進行了探討與研究。
[參考文獻]
[1]Sten Kollberg,Helmut Hackl. Improving the Quality of Flat Rolled Products using the EMBr in continous casting[J].Iron and Steel Engineer (USA).Vol.73,No.7,pp.24-28.July 1996.
[2]陳芝會,王恩剛,赫冀成.板坯連鑄結晶器電磁制動技術及其應用[J].煉鋼,2004年6月20卷第三期.